да с металлом и появлению вольфрамовых включений в шве.
Известен неплавящийся электрод, на торце рабочей части которого выполнена коническая лунка определенных размеров 2. Лунка вызывает сжатие столба дуги и изменение диаметра пятна дуги на изделии. Использование такого электрода при заполнении разделки кромок стыкового соединения вызывает те же дефекты, что и предыдущий.
Наиболее близким по технической сущности и достигаемому эффекту к изобретению является неплавящийся электрод для сварки в среде инертных газов, содержащий корпус круглого сечения и коническую рабочую часть, в котором вершина конической рабочей части смещена относительно его оси 3.
Недостатками этой конструкции электрода являются, во-первых, ограниченное по величине смещение пятна дуги от оси электрода, вызываемое наличием конической поверхности, во-вторых, ограниченное регулирование конфигурации и размеров сварочной ванны из-за неизменности конфигурации активного пятна (круг). Перечисленные огранще.ния существенно снижают качество при сварке в глубокую щелевую разделку без колебаний электрода.
Целью изобретения является повыщение качества соединения при сварке в вышеуказанных условиях путем принудительного распределения теплового потока дуги.
Это достигается тем, что в неплавящемся электроде рабочая часть выполнена в виде клина с двумя боковыми поверхностями, параллельными друг другу и представляющими собой прямоугольные треугольники, меньшим катетом которых является длина основания клина, а больший катет параллелен оси электрода и образует с гипотенузой угол 25-40°, при этом ширина основания клина оставляет 0,4-0,6 диаметра корпуса, а боковые грани корпуса, являющиеся продолжением боковых поверхностей рабочей части, выполнены в виде прямоугольника высотой, равной двум диаметрам корпуса.
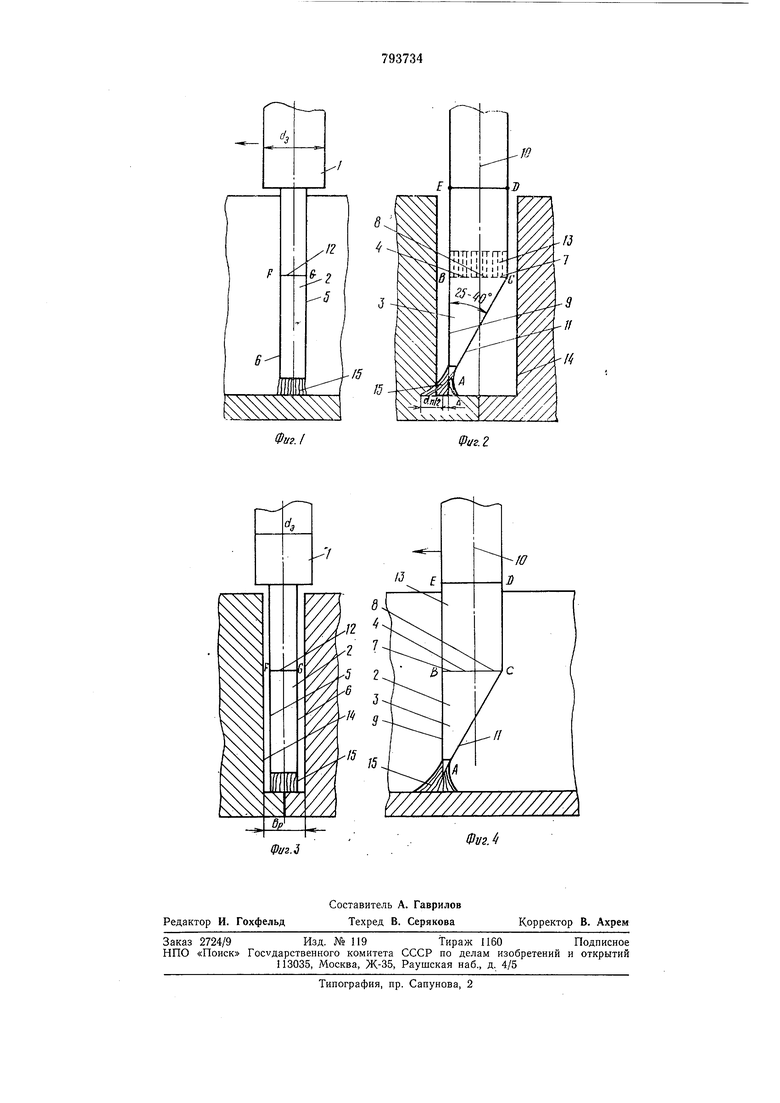
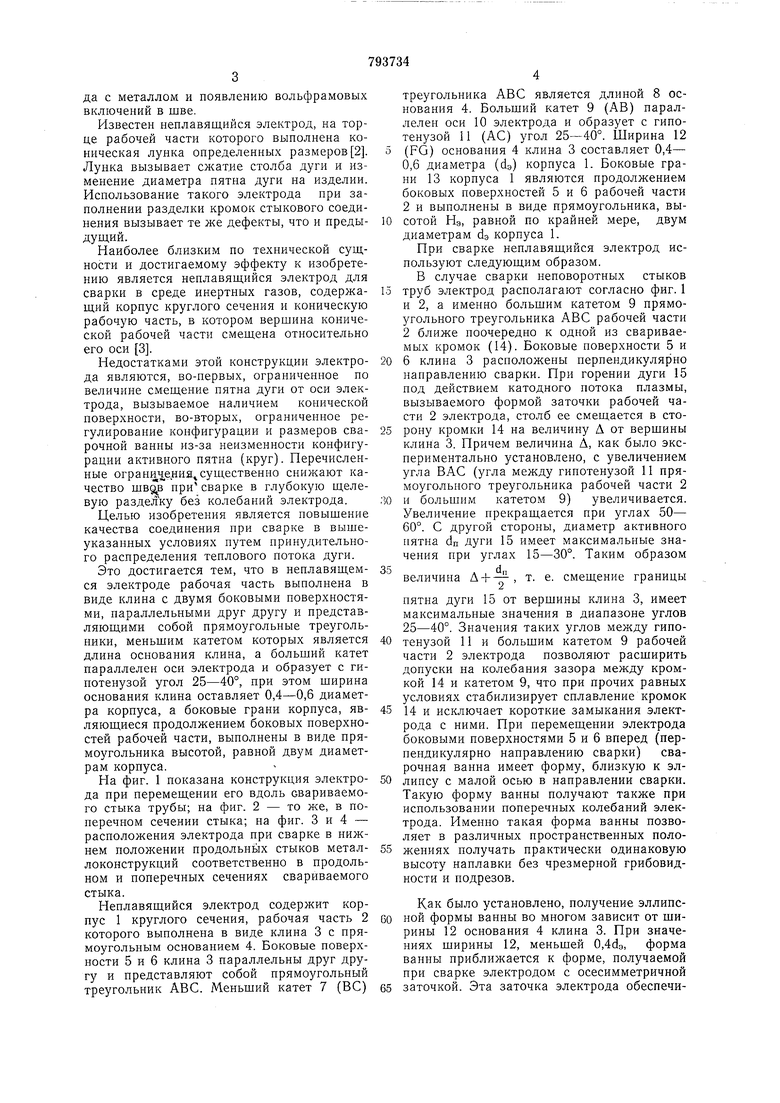
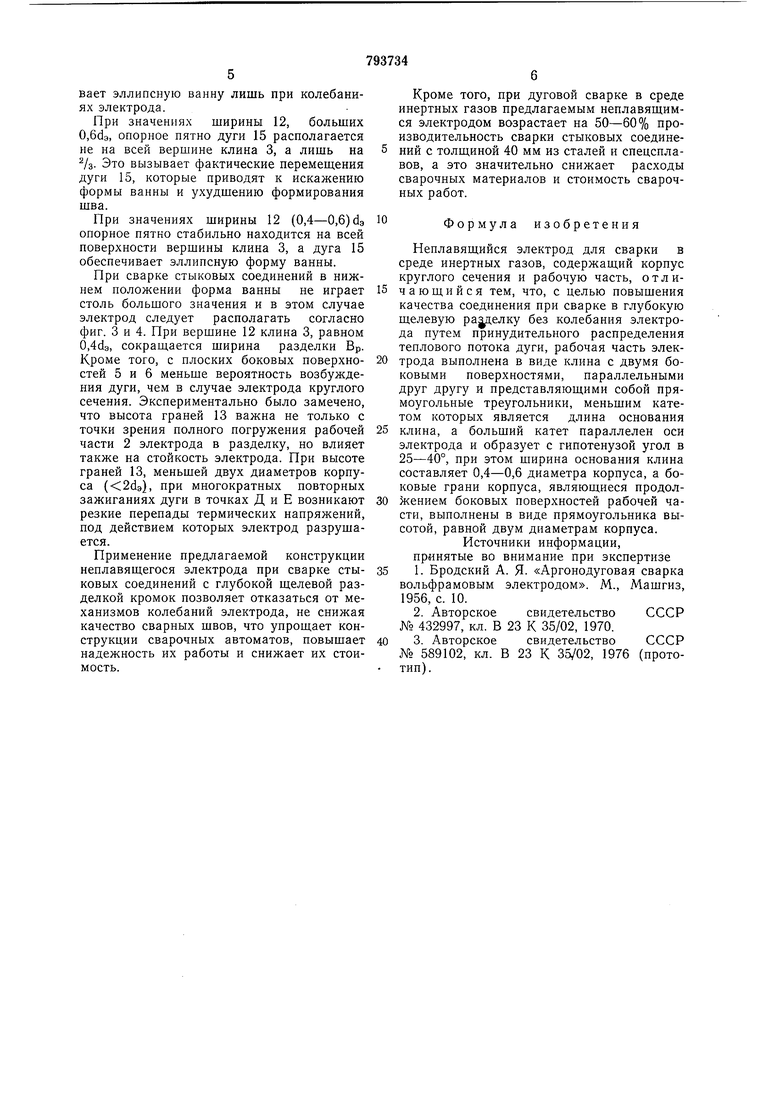
На фиг. 1 показана конструкция электрода при перемещении его вдоль свариваемого стыка трубы; на фиг. 2 - то же, в поперечном сечении стыка; на фиг. 3 и 4 - расположения электрода при сварке в нижнем положении продольпь1х стыков металлоконструкций соответственно в продольном и поперечных сечениях свариваемого стыка.
Неплавящийся электрод содержит корпус 1 круглого сечения, рабочая часть 2 которого выполнена в виде клина 3 с прямоугольным основанием 4. Боковые поверхности 5 и 6 клина 3 параллельны друг другу и представляют собой прямоугольный треугольник ABC. Меньщий катет 7 (ВС)
треугольника ABC является длиной 8 основания 4. Больший катет 9 (АВ) параллелен оси 10 электрода и образует с гипотенузой 11 (АС) угол 25-40°. Ширина 12 (FG) основания 4 клина 3 составляет 0,4- 0,6 диаметра (dg) корпуса 1. Боковые грани 13 корпуса 1 являются продолжением боковых поверхностей 5 и 6 рабочей части 2 и выполнены в виде прямоугольника, высотой Нэ, равной по крайней мере, двум диаметрам АЭ корпуса 1.
При сварке неплавящийся электрод используют следующим образом. В случае сварки неповоротных стыков
труб электрод располагают согласно фиг. 1 и 2, а именно большим катетом 9 прямоугольного треугольника ABC рабочей части 2 ближе поочередно к одной из свариваемых кромок (14). Боковые поверхности 5 и
6 клина 3 расположены перпендикулярно направлению сварки. При горении дуги 15 под действием катодного потока плазмы, вызываемого формой заточки рабочей части 2 электрода, столб ее смещается в сторону кромки 14 на величину Д от вершины клина 3. Причем величина А, как было экспериментально установлено, с увеличением угла ВАС (угла между гипотенузой И прямоугольпого треугольника рабочей части 2
и большим катетом 9) увеличивается. Увеличение прекращается при углах 50- 60°. С другой стороны, диаметр активного пятна dn дуги 15 имеет максимальные значения при углах 15-30°. Таким образом
. dn
величина АН, т. е. смещение границы
пятна дуги 15 от вершины клина 3, имеет максимальные значения в диапазоне углов 25-40°. Значения таких углов между гипотенузой И и большим катетом 9 рабочей части 2 электрода позволяют расширить допуски на колебания зазора между кромкой 14 и катетом 9, что при прочих равных условиях стабилизирует сплавление кромок
14 и исключает короткие замыкания электрода с ними. При перемещении электрода боковыми поверхностями 5 и 6 вперед (перпендикулярно направлению сварки) сварочная ванна имеет форму, близкую к эллипсу с малой осью в направлении сварки. Такую форму ванны получают также при использовании поперечных колебаний электрода. Именно такая форма ванны позволяет в различных пространственных положениях получать практически одинаковую высоту наплавки без чрезмерной грибовидности и подрезов.
Как было установлено, получение эллипсной формы ванны во многом зависит от ширины 12 основания 4 клина 3. При значениях ширины 12, меньшей 0,4d3, форма ванны приближается к форме, получаемой при сварке электродом с осесимметричной заточкой. Эта заточка электрода обеспечивает эллипсную ванну лишь при колебаниях электрода.
При значениях ширины 12, больших 0,6ёэ, опорное нятно дуги 15 располагается не на всей вершине клина 3, а лишь на /3. Это вызывает фактические перемеш,ения дуги 15, которые приводят к искажению формы ванны и ухудшению формирования шва.
При значениях ширины 12 (0,4-0,6) da опорное пятно стабильно находится на всей поверхности вершины клина 3, а дуга 15 обеспечивает эллипсную форму ванны.
При сварке стыковых соединений в нижнем положении форма ванны не играет столь большого значения и в этом случае электрод следует располагать согласно фиг. 3 и 4. При вершине 12 клина 3, равном 0,4d3, сокраш,ается ширина разделки Вр. Кроме того, с плоских боковых поверхностей 5 и 6 меньше вероятность возбуждения дуги, чем в случае электрода круглого сечения. Экспериментально было замечено, что высота граней 13 важна не только с точки зрения полного погружения рабочей части 2 электрода в разделку, но влияет также на стойкость электрода. При высоте граней 13, меньшей двух диаметров корпуса (2ёэ}, при многократных повторных зажиганиях дуги в точках Д и Е возникают резкие перепады термических напряжений, под действием которых электрод разрушается.
Применение предлагаемой конструкции неплавяш,егося электрода при сварке стыковых соединений с глубокой ш,елевой разделкой кромок позволяет отказаться от механизмов колебаний электрода, не снижая качество сварных швов, что упрош,ает конструкции сварочных автоматов, повышает надежность их работы и снижает их стоимость.
Кроме того, при дуговой сварке в среде инертных газов предлагаемым неплавящимся электродом возрастает на 50-60% производительность сварки стыковых соединеНИИ с толщиной 40 мм из сталей и спецсплавов, а это значительно снижает расходы сварочных материалов и стоимость сварочных работ.
Формула изобретения
Неплавящийся электрод для сварки в среде инертных газов, содержащий корпус круглого сечения и рабочую часть, отличающийся тем, что, с целью повышения качества соединения при сварке в глубокую щелевую без колебания электрода путем принудительного распределения теплового потока дуги, рабочая часть электрода выполнена в виде клина с двумя боковыми поверхностями, параллельными друг другу и представляющими собой прямоугольные треугольники, меньшим катетом которых является длина основания
клина, а больший катет параллелен оси электрода и образует с гипотенузой угол в 25-40°, при этом ширина основания клина составляет 0,4-0,6 диаметра корпуса, а боковые грани корпуса, являющиеся продолжением боковых поверхностей рабочей части, выполнены в виде прямоугольника высотой, равной двум диаметрам корпуса.
Источники информации, принятые во внимание при экспертизе
1. Бродский А. Я. «Аргонодуговая сварка вольфрамовым электродом. М., Машгиз, 1956, с. 10.
2. Авторское свидетельство СССР № 432997, кл. В 23 К 35/02, 1970.
3. Авторское свидетельство СССР № 589102, кл. В 23 К 35/02, 1976 (прототип).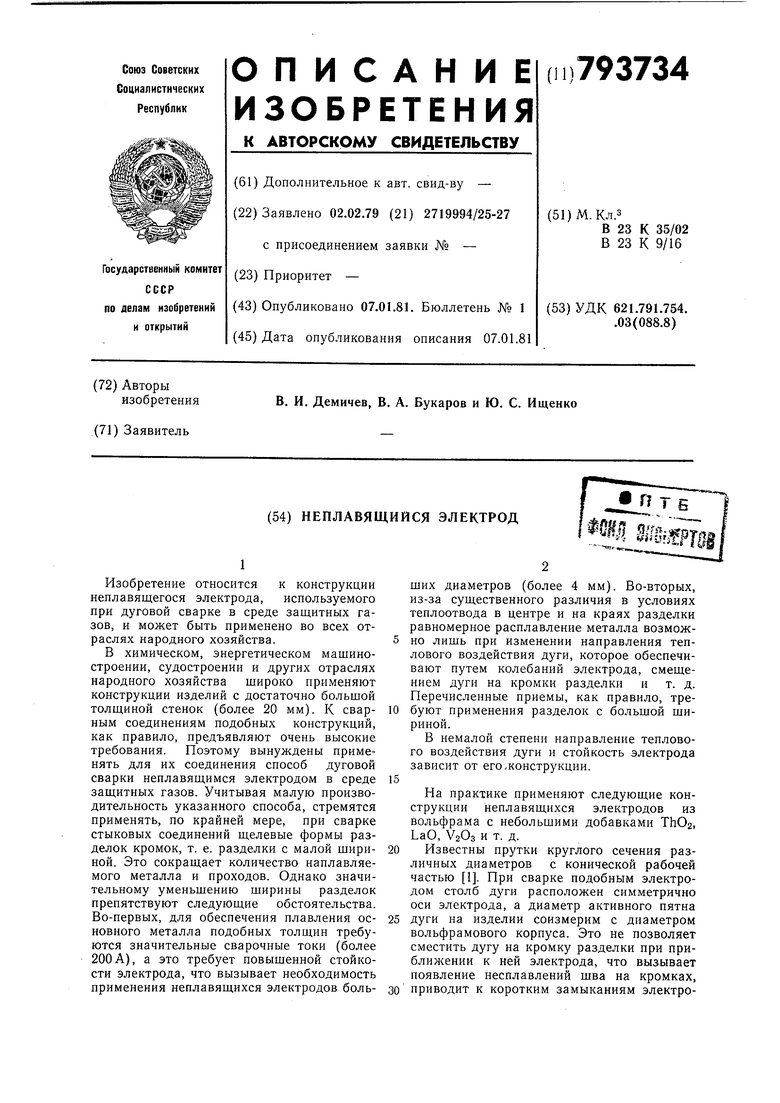
| название | год | авторы | номер документа |
|---|---|---|---|
| Неплавящийся электрод | 1980 |
|
SU889351A1 |
| НЕПЛАВЯЩИЙСЯ ЭЛЕКТРОД ДЛЯ ДУГОВОЙ СВАРКИ | 2003 |
|
RU2232072C1 |
| Способ импульсно-дуговой сварки неплавящимся электродом | 1981 |
|
SU988489A1 |
| Способ дуговой сварки неплавящимся электродом | 1982 |
|
SU1031677A1 |
| Способ сварки плавлением стыковых соединений | 1980 |
|
SU899296A1 |
| Способ импульсной дуговой сварки неплавящимся электродом | 1981 |
|
SU965661A1 |
| Способ регулирования процессадугОВОй СВАРКи | 1978 |
|
SU793731A1 |
| Способ импульсной дуговой сварки неплавящимся электродом | 1982 |
|
SU1097463A1 |
| Способ дуговой сварки в среде защитных газов | 1983 |
|
SU1140910A1 |
| Способ дуговой сварки труб | 1980 |
|
SU903039A1 |