1
Изобретение относится к области технологии машиностроения, в частности к инструментам для чистовой обработки металлов давлением. Инструмент может быть использован для чистовой обработки цилиндрических отверстий деталей типа втулок, гильз, а также прецизионных деталей.
Известны дорны с подачей смазывающе-охлаждающей (СОЖ) на калибрующую поверхность.
Однако такие дорны имеют малую длину калибрующей ленточки (8-5 мм), что отрицательно влияет на обеспечение необходимой точности обработанного отверстия. Увеличение длины калибрующей ленточки приводит к значительному росту тягового усилия при дорновании и возникновению в процессе такой обработки полусухого или сухого трения, так как из-за больших контактных давлений и длительности контакта ленточки с обрабатываемой поверхностью смазка выдавливается из контактной зоны в начальный период деформации и ее дальнейшее поступление на контактную поверхность инструмент-деталь практически не происходит.
В результате возникновения локальных очагов полусухого или сухого трения в процессе пластического деформирования на контактной поверхности инструмент-деталь происходит гак называемый сильный износ, характеризующийся образованием узлов сварки и царапин на обрабатываемой поверхности. При дальнейшем движении инструмента по отверстию обрабатываемой детали резко ухудшается 5 качество поверхности и снижается точность обработки.
При обработке отверстий дорнами с малой д-1иной калибрующей ленточки всегда имеют значительное место явления краевого эффекQ та, прогиб образующей обрабатываемого отверстия и значительная величина упругого последствия (усадки отверстия после прохода дорна).
11редлагаемый дорн отличается тем, что калибрующая поверхность представляет собой совокупность элементарных инденторов и резервуаров для СОЖ, а ее длина принята равной длине обрабатываемой поверхности.
Такая конструкция дорна увеличивает точQ ность обработки за счет уменьшения краевого эффекта и позволяет уменьшить тяговое усилие, например, в два раза.
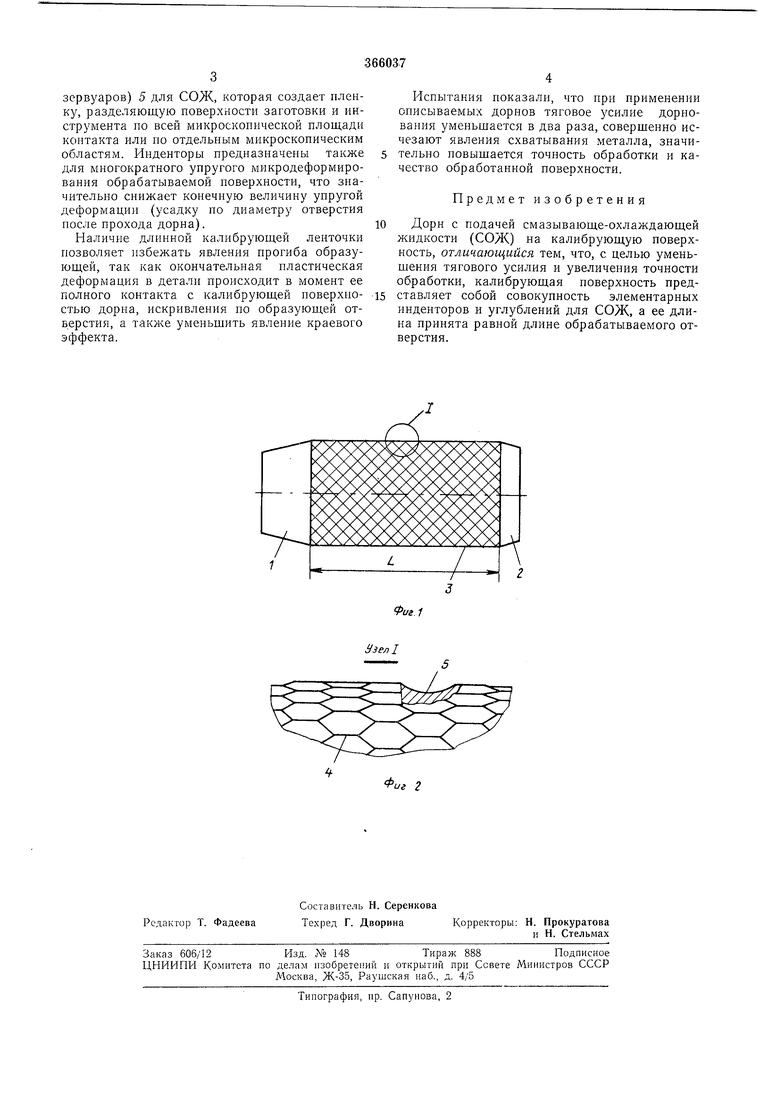
Па фиг. 1 изображен описываемый дорн; на фиг. 2 - узел / на фиг. 1.
5 Дорн имеет заборный ; и обратный 2 конусы и калибрующую поверхность (ленточку) i, длина L которой принята равной длине обрабатываемой поверхпости. Калибрующая поверхность представляет собой совокупность элементарных инденторов 4 и углублений (резервуаров) 5 для СОЖ, которая создает пленку, разделяющую поверхности заготовки и инструмента по всей микроскопической площади контакта или по отдельным микроскопическим областям. Инденторы предназначены также для многократного упругого микродеформирования обрабатываемой поверхности, что значительно снижает конечную величину упругой деформации (усадку по диаметру отверстия после прохода дориа).
Наличие длинной калибрующей ленточки позволяет избежать явления прогиба образующей, так как окончательная пластическая деформация в детали происходит в момент ее полного контакта с калибрующей поверхностью дорна, искривления по образующей отверстия, а также уменьщить явление краевого эффекта.
Испытания показали, что при применении описываемых дорнов тяговое усилие дорнования уменьщается в два раза, совершенно исчезают явления схватывания металла, значительно повышается точность обработки и качество обработанной поверхности.
Предмет изобретения
Дорн с подачей смазывающе-охлаждающей жидкости (СОЖ) на калибрующую поверхность, отличающийся тем, что, с целью уменьшения тягового усилия и увеличения точности обработки, калибрующая поверхность представляет собой совокупность элементарных инденторов и углублений для СОЖ, а ее длина принята равной длине обрабатываемого отверстия.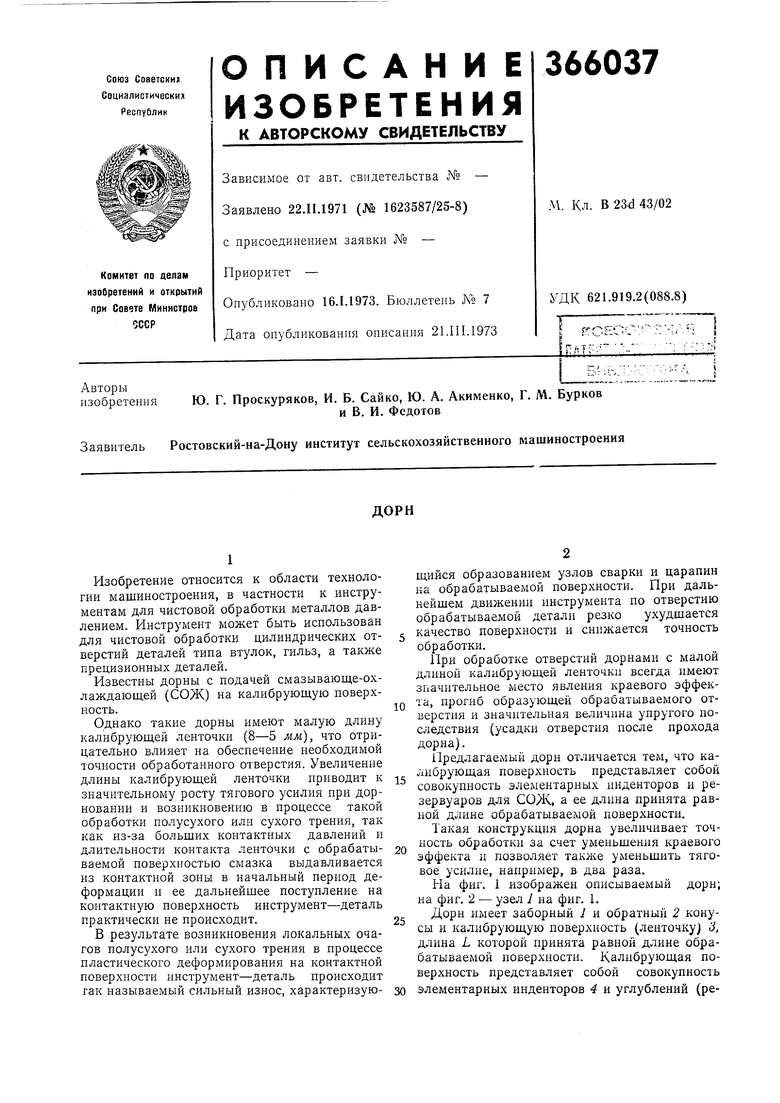
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки цилиндрических полых деталей | 1984 |
|
SU1294509A1 |
| Способ дорнования отверстий | 1984 |
|
SU1481042A1 |
| СПОСОБ ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ ПОВЕРХНОСТЕЙ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 1994 |
|
RU2074808C1 |
| Устройство для раздачи труб | 1976 |
|
SU590046A1 |
| Способ механической обработки глубоких отверстий | 2021 |
|
RU2765007C1 |
| Способ дорнования | 1990 |
|
SU1789329A1 |
| Способ дорнования отверстий | 1986 |
|
SU1411124A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ГЛУБОКОГО ОТВЕРСТИЯ В ТРУБНОЙ ЗАГОТОВКЕ | 2014 |
|
RU2552616C1 |
| ДОРН СБОРНЫЙ | 2015 |
|
RU2594771C1 |
| ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОМЕХАНИЧЕСКОГО ДОРНОВАНИЯ ГЛАДКИХ ЦИЛИНДРИЧЕСКИХ ОТВЕРСТИЙ | 2014 |
|
RU2569869C1 |
Фиг 2
