Изобретение относится ж области металлообработ1ки, :В частности к инструменту для обработии зубьев зубчатых колес.
Известны шеверы для чистовой обработки циллйдричеоких и .конических поверхностей, выполнениые в виде диска с Ойи0)сторон«и.м расположением пря1моли1нейных 1режущих кромок.
Цель изабретения - обеспечить обработку зубьев цилиндричеокИХ колес.
Для этОГо шевер снабжен iBTOipbiM диско, жестко связаииЫМ с о-ереьим посредством промежуточ1ного элемеита и со ступицей - упругий элементом.
Для обеспечения точности обработки по расстояние .между дисками принято равньим ооноанОМу шагу обрабатываемого колеса. Для ввода И вывода шевера соответственно из зоны обработки диски выполнены срезанным, по хорде.
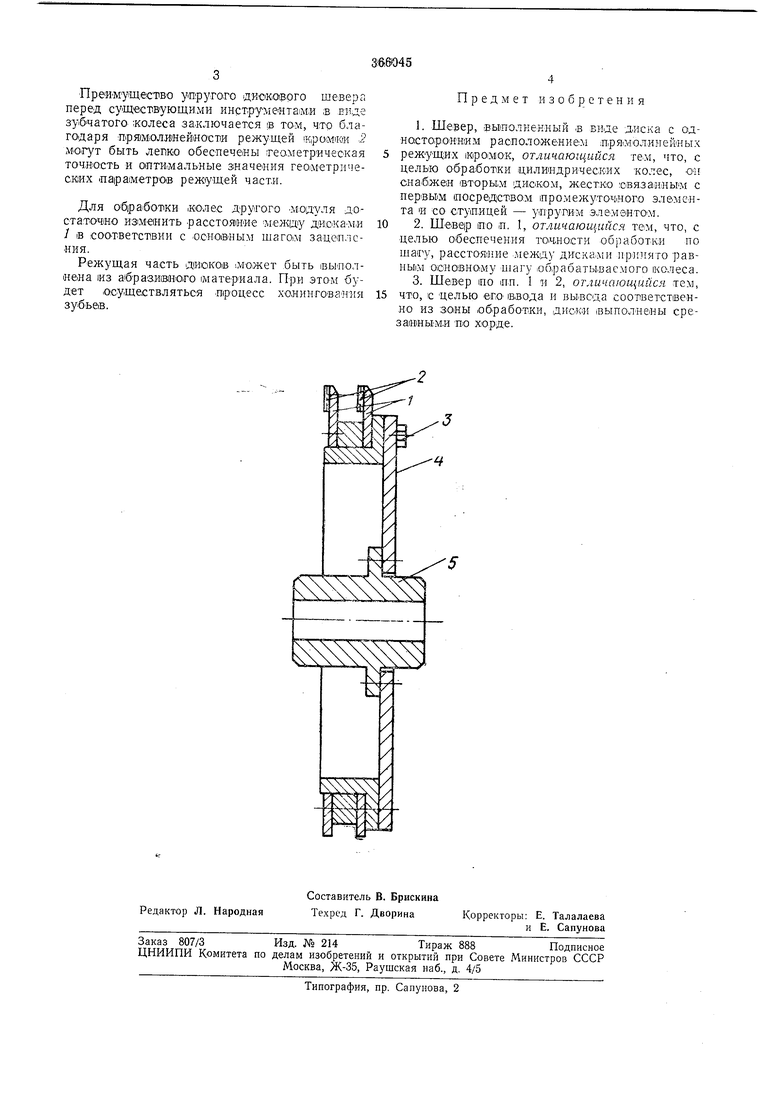
На чертеже приведен описываемый шевер.
OlH состоит из двух / с ОД НОСТОрО;Н« : 1
расположением пря.молинейных режущих кромок 2. Диски жестко связаны между собой посрещство м болтов 3 и через упругий элемент 4 - со ступицей 5. Диски выполнены срезанными но хорде, а расстояние между ними принято равным ос овному шагу обрабатываемого колеса. Обработка описывае.мым шеверОМ осуществляется следующи1М образом. Поверхность режущих iKpOMOK вводится ;в ;контакт с боковой паверхностью обрабатываемых зубьев. В процессе обработ ш д 1С|КИ 1 под действием зубьев обрабатываемого колеса отклоняются так, что поверхность режущих кромок находится все время в конта-кте с поверхностью обрабатываемых зубьев. В каждом угловом Положении изделия лопре лность основного шага устраняется благодаря тойгу, что шевер контактирует только с о.дни1 зубом, cъe 1металла на которОМ и устраняет .местную поБрещность основного шага. Это продолжается до тех пор, тюка местное значение основного шага не станет равным расстоянию мелчду рабочими поверхностями П1евера (точное значение основного шага), и начнется обработка одновре1Л енно двух зубьев изделия.
При подходе к .месту обработ1К И участка дисков, где срезаны сегменты, ntesep выходит из зацепления с зубьями и под действием упругого элемента 4 возвращается в исходное положение. За это время заготовка поворачивается на один зуб, и цикл обработки повторяется. Настройка кинематических цепей станка прои31водится так же, как и при обработке червячными фрезами. Величина срезаемого припускаопределяется величиной упругой податливости.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборный дисковый шевер | 1980 |
|
SU952485A1 |
| Устройство для обработки фасок и снятия заусенцев с торцов зубьев зубчатых колес | 1981 |
|
SU1000187A1 |
| ДИСКОВЫЙ ШЕВЕР | 1973 |
|
SU377996A1 |
| СПОСОБ ШЕВИНГОВАНИЯ КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1998 |
|
RU2130367C1 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС ШЕВИНГОВАНИЕМ-ПРИКАТЫВАНИЕМ | 2011 |
|
RU2483845C1 |
| Дисковый шевер | 1979 |
|
SU882711A1 |
| ИГЛОШЕВЕР ДЛЯ ЧЕРВЯЧНЫХ КОЛЕС | 2007 |
|
RU2344025C1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Способ обработки зубчатых колесшЕВЕРОМ | 1979 |
|
SU806303A1 |
| Шевер | 1985 |
|
SU1324783A1 |
