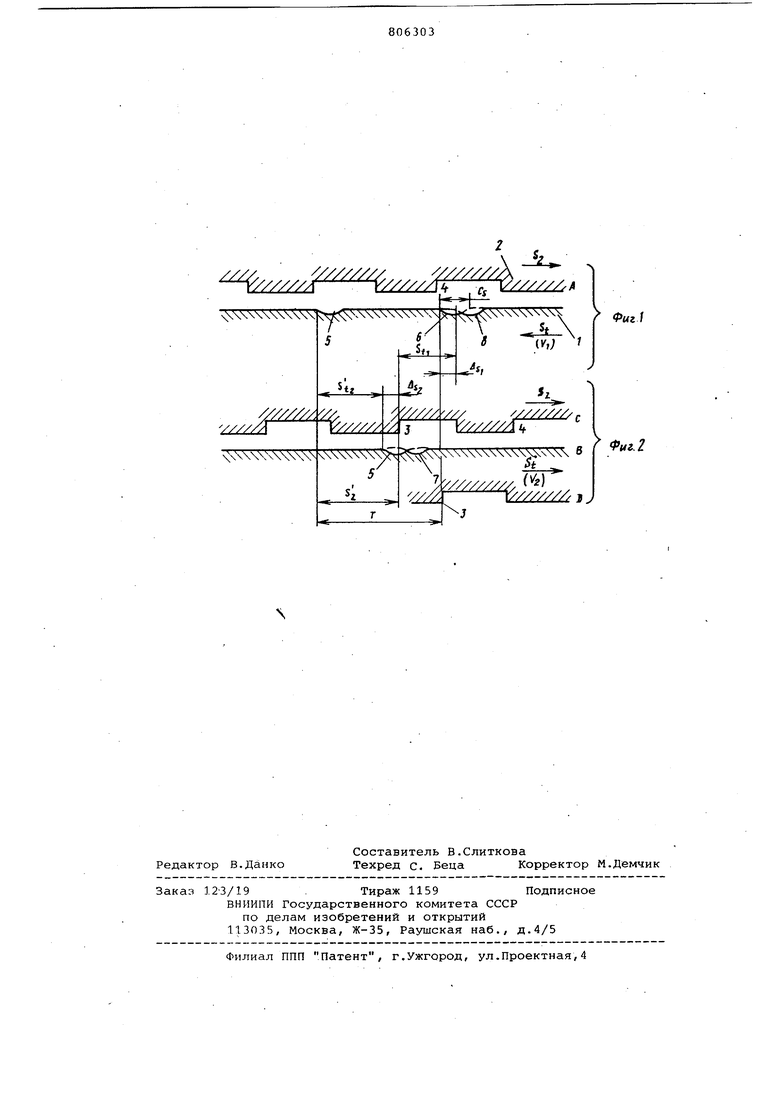
Изобретение относится к металлообработке а именно к обработке зубчатых колес шевингованием. Известен способ зубошевингования шевером, режущие кромки на зубьях ко торого выполнены с конструкционной подачей 5., , то есть смещены от зуба к зубу на определенную величину. Ве личина S- обычно определяется зависимостьюгде Т шаг режуще и крЪмки, Z, Z,-число зубьев шевера, или количество зубьев в группе (при разбиении обще го числа зубьев шевера на прогрессирующие группы). При обработке обрабатываемое колесо и шевер образуют винтовую пару. При этом одному из элементов пары сообщают возвратно поступательное движение продольной подачи Ii . Однако для этого способа возмож на ситуация, когда величина конструк ционной подачи совпадает с величиной продольной подачи для некоторой груп пы зубьев. Тогда микрорезы, оставленные на зубьях колеса при первом контакте с зубьями шевера, могут совпадать с микрорезами от всех последующих контактов, что приведет к обратному эффекту - ухудшению чистоты обрабатываемых зубьев. Описанное явление существенно сказывается и на точности профиля зубьев обрабатываемых колес, особенно в тех случаях, когда обрабатываются цилиндрические эвольвентные прямозубые колеса при углах скрещивания осей инструмента и детали меньше 5°. Так как в этом случае скорость скольжения профилей (скорость резания) в зоне начальной окружности чрезвычайно мала, то при совпадении микрореэов происходит интенсивный наклеп обрабатываемых поверхностей зубьев, упрочнение начальной зоны контакта. При дальнейшей обработке этот участок плохо обрабатывается, режущие кромки зубьев шевера при контакте с упрочненными участками неравномерно изнашиваются и быстро затупляются. Все перечисленные явления приводят к искажению профиля зубьев обрабатываемых колес и к преждевременному затуплению шевера. Целью предлагаемого изобретения является повышение чистоты обрабатываемой поверхности зубьев, а так же увеличение стойкости шевера счет эффективного использования и вестных прогрессивных конструкций инструментов путем согласования режимов обработки с конструкционными параметрами шевера (режущие кромки которого выполнены с наклоном и конструкционным смещением от зуба к зубу по винтовой линии, нормальной к направлению зубьев, с шагом т) и параметрами станочного зацепления. Поставленная цель достигается тем что одному из элементов пары после каждого возвратно-поступательного дви жения сообщают аксиальное смещение на половину шага винтовой линии режущих кромок. На фиг.1 изображена схема контакта зубьев шевера и колеса при несовпадении направления продольной и конструкционной подач , на фиг.2 - схема контакта зубьев шевера и колеса .при совпадении направления продольной и конструкционной подач. При первом контакте зуба колеса 1 с шевером 2 режущие, кромки 3 и 4 зуба шевера 2 с поверхности зуба колеса соскабливают микростружки и оставляют микрорезы 5 и 6, ширина которых (в первом приближении) постоянна и равна Сд.. Для получения минимальной шероховатости необходимо, чтобы микрорезы, образующиеся при поворотном контакте зуба колеса 1с зубьями шевера 7, были смещены относительно уже имеющихся на величину Дд, соизмеримую, но некра ную величине Gg. Условие соизмеримости и некратности может быть описано аналитически Д5 ЗС5/{ЗК.. -1), где К-Ьз. коэффициент, определяющий соотношение влияний продольной и конструкционной подач на величину шероховатости зубьев (K.J.. 2,3,4,...). Чем больше K-t , тем меньше сдвиг мик рорезов и тем выше результирующая чи тота поверхности, однако тем ниже про изводительность процесса. несовпадении направлений векто ров S.J. и S- целесообразно обеспечи перекрытие микрорезов 6 и 8, образующихся от смежных режущих кромок 3 и 4 шевера, а при совпадении - микрорезов 5 и 6, оставленных одной режущей кромкЬй. Тогда из построений на фиг.1 имеем . s; -т, а на фиг. 2, . -S4 где A,Ag. величины смещения микрорезов для случаев несовпадения и сов падения направлений векторов 2. соответственно; S.J , 5 . - величины продольной и конструктивной подач, отнесенные к одному обороту обрабатываемого колеса s; St/n, S, Т (z.,-H)/Zo. Для повышения производительности обработки целесообразно начало обработки осуществлять при максимальной величине перекрытия микрорезов (при величине к, соответствующей ), то есть при наибольшей продольной подаче (для данного конкретного случая) и по мере снятия припуска снижать величину 5. (что соответствует увеличению К. до 8-10) . Целесообразен следующ1га цикл обработки: первые два двойных хода при продольной подаче S. , соответствующей К 2, а следующие два хода - при S. , соответствующей К{. 3, и так далее, с постепенным снижением скорости продольного движения колеса вдоль его оси для каждой последующей пары двойных ходов. Реализация предлагаемого способа осуществляется на существующем серийном оборудовании при незначительной его модернизации за счет включения в магистрали гидропровода стола станка регуляторов скорости, что позволяет изменять скорость движения стола станка (а следовательно и подачи S.-) как при изменении направления его движения, так и после выполнения определенного числа двойных ходов. Формула изобретения Способ обработки зубчатых колес шевером, режущие кромки которого расположены по винтовой линии, в соответствии с которым обрабатываемое колесо и шевер образуют винтовую пару, а одному из элементов пары сообщают возвратно-поступательное движение продольной подачи, отличающийся тем, что, с целью повышения чистоты обработки, одному из элементов пары после каждого возвратно-поступательного движения сообщают аксиальное смещение на половину шага винтовой линии режущих кромок. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 207674, K3i. В 23 F 21/28, 1966.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Дисковый шевер | 1981 |
|
SU963745A1 |
| ДИСКОВЫЙ ШЕВЕР | 1973 |
|
SU377996A1 |
| Способ бочкообразного шевингования цилиндрических зубчатых колес | 1985 |
|
SU1364444A1 |
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС ШЕВИНГОВАНИЕМ-ПРИКАТЫВАНИЕМ | 2011 |
|
RU2479389C1 |
| СПОСОБ ШЕВИНГОВАНИЯ-ПРИКАТЫВАНИЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2001 |
|
RU2224624C2 |
| ДИСКОВЫЙ ШЕВЕР | 2001 |
|
RU2230635C2 |
| СПОСОБ ШЕВИНГОВАНИЯ КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1998 |
|
RU2130367C1 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС ШЕВИНГОВАНИЕМ-ПРИКАТЫВАНИЕМ | 2011 |
|
RU2483845C1 |
| Способ многопроходного шевингования цилиндрических зубчатых колес | 1985 |
|
SU1294597A1 |