(54) СБОРНЫЙ ДИСКОВЫЙ ШЕВЁР
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ШЕВИНГОВАНИЯ ЗУБЧАТЫХ КОЛЕС | 1999 |
|
RU2176178C2 |
| Способ шевингования цилиндрических зубчатых колес | 1985 |
|
SU1335388A1 |
| Способ шевингования зубчатых колес двумя дисковыми шеверами и станок для его осуществления | 1988 |
|
SU1768359A1 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074063C1 |
| Способ чистовой обработки цилиндрических зубчатых колес | 1987 |
|
SU1484492A1 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС ШЕВИНГОВАНИЕМ-ПРИКАТЫВАНИЕМ | 2011 |
|
RU2483845C1 |
| ИНСТРУМЕНТ ДЛЯ ОТДЕЛОЧНОЙ ОБРАБОТКИ БОЧКООБРАЗНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2428286C1 |
| ЗУБОИГЛОШЕВЕР | 2010 |
|
RU2440217C1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ ЗУБЧАТЫХ КОЛЕС ПРИ ШЕВИНГОВАНИИ | 2005 |
|
RU2294820C2 |
| СПОСОБ ШЕВИНГОВАНИЯ-ПРИКАТЫВАНИЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2001 |
|
RU2224624C2 |
. Изобретение относится к машиностроению и может быть использовано при шевинговании цилиндрических зубчатых колес.
Известен шевер, состоящий из двух дисков с односторонним расположением прямолинейных режущих кромок, расстояние между которыми равно основному шагу обрабатываемого зубчатого колеса. Диски жестко отвязаны между собой и через упругий элемент соединены со ступицей. В процессе о.бработки колеса режущие кромки находятся в упругом контакте с поверхностью шевингуемых зубьев. Обработка продолжается до получения точного значения основного шага, после чего шевер выходит из зацепления с обрабатываемым колесом и происходит поворот изделия на один зуб, затем цикл обработки повторяется . 1 .
Известный шевер имеет ряд недостатков. Консольное расположение дисков приводит к тому, что в процессе шевингования сила давления имеет всегда нормальное направление к плоекости режу111их элементов, вызывая их отжатия в указанном направлении. Вследствие этого происходит копирование режущими элементами- погрешности профиля, полученной на предыдущей операции, и пропорциональное увеличение тангенциальных погрешностей. Шевер не обладает достаточной жесткостью в плосокости, параллельной оси обрабатываемого зубчатого колеса. Таким образом, невозможно исправление погрешности направления зубьев. К недостаткам инструмента следует отнес10ти низкую производительность обработки, поскольку шевингование проводится методом единичного деления.
Цель изобретения - повышение точности обработки.
15
Поставленная цель достигается тем, что шевер снабжен пальцами, установленными в корпусе с возможностью контактирования с режущими элементами, а упругие элементы размещенй с воз20можностью взаимодействия с режущими элементами.
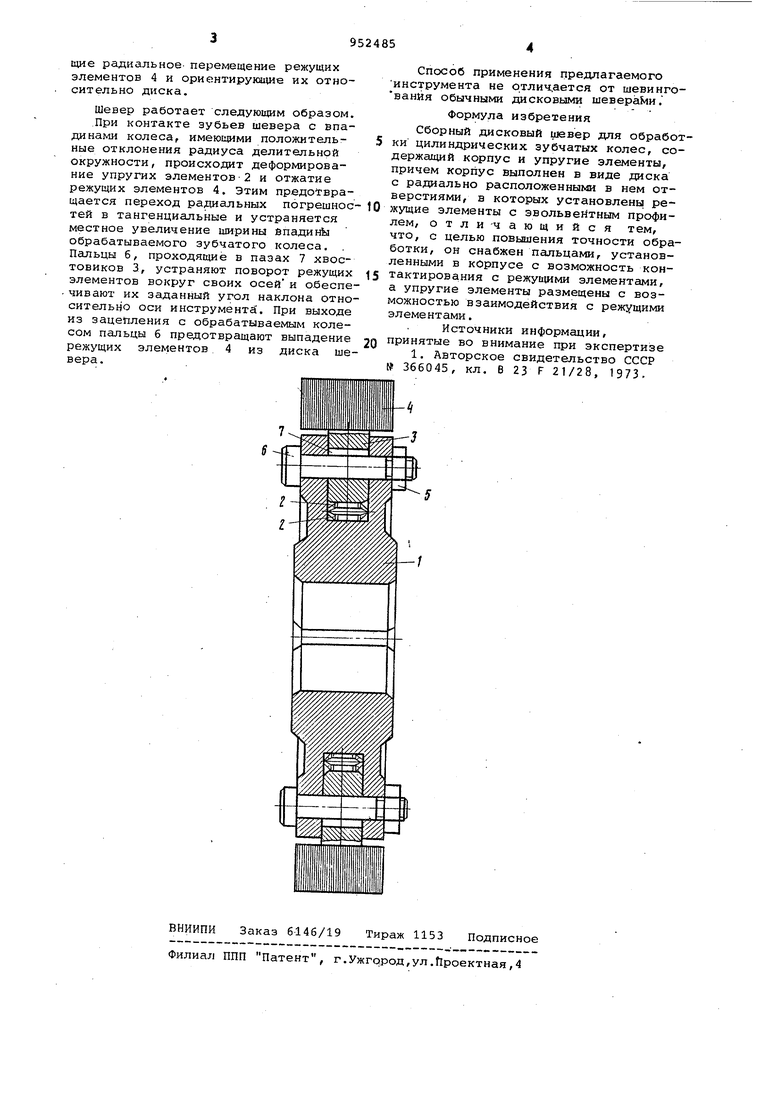
..а чертеже представлен шевер.
Шевер состоит из корпуса в виде диска 1 с радиально расположенными
25 отверстиями, в которых помещаются упругие элементы 2 и контактиругсщие с ними хвостовики 3 режущих элементов 4. В корпусе 1 при помощи гаек 5 закреплены пальцы 6, проходящие че30рез пазы 7 хвостовиков 3, ограничивающие радиальное- перемещение режущих элементов 4 и ориентирукшше их относительно диска. Шевер работает следующим образом. При контакте зубьев шевера с впадинами колеса, имеющими положительные отклонения радиуса делительной окружности, происходит деформирование упругих элементов-2 и отжатие режущих элементов 4. Этим предотвращается переход радиальных пбгрешнос тей в тангенциальные и устраняется местное увеличение ширины йпадинЬл обрабатываемого зубчатого колеса. . Пальцы 6, проходящие в пазах 7 хвостовиков 3, устраняют поворот режущих элементов вокруг своих осей и обеспе чивают их заданный угол наклона отно сительно оси инструмента. При выходе из зацепления с обрабатываемым колесом пальцы б предотвращают выпадение режущих элементов 4 из диска ше вера. Способ применения предлагаемого инструмента не отличдется от шевингованйя обычными дисковыми шевераК1И. Формула избретения Сборный дисковый шевер для обработки цилиндрических зубчатых колес, содержащий корпус и упругие элементы, причем корпус выполнен в виде диска с радиально расположенными в нем отверстиями, в которых установлены режущие элементы с эвольвейтным профилем/ отли -чающийся тем, что, с целью повышения точности обработки, он снабжен пальцами, установленными в корпусе с возможность контактирования с режуиими элементами, а упругие элементы размещены с возможностью взаимодействия с режущими элементами. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 366045, кл. В 23 F 21/28, 1973
