Изобретение относится к технологии изготовления электрических NianiHii и может быть использовано при производстве машин с гладким или полым якорем.
Известен способ изготовления многослойной якорной бескатушечной распределенной обмотки, согласно котором} провод наматывают на шаблон виток к витку, фиксируют проводники нижнего и верхнего слоев от смешения, затем снимают заготовку обмотки с шаблона, внутрь заготовки пропускают изоляционную ленту, и фиксируют обмотку с помоп1ью этой лепты на цилиндрическом каркасеГ 7Однако этот способ пригоден для изготовления якорных обмоток только из провода малого сечения. С ростом мощности электрических машин и соответственно сечения обмоточной меди изготавливать обмотки этим способом становится невозможно, так как нроводники при укладке отрываются от изоляционной основы.
Целью изобретения является расширение технологических возможностей.
Это достигается тем, что при завершении укладки нижнего слоя конец изоляционной ленты пропускают между проводниками
Bepxisero слоя, отделяя проводники, расположенные на не менее 180 э.ч. град, в 1 аправлении укладки, затем производят укладку верхнего слоя, пос.1сдовате,1ьпо подводя проводники в П1ель между хможенным с;оем обмотки п пзо.чяцпонной лентой.
На фиг. 1--4 дана последовательность onejianii; нри изготовлении обмотки якоря; на фиг. 5 пзображепо устройство для ук,1адки верхнего слоя обмотки.
10
Изготовление обмотки беспазового якоря осуществляют следующим образом.
После намотки провода на шаблон фиксируют проводники нижнего слоя от смегцения,. например приклеивают их к изоляционной основе, затем снимают заготовку обмотки
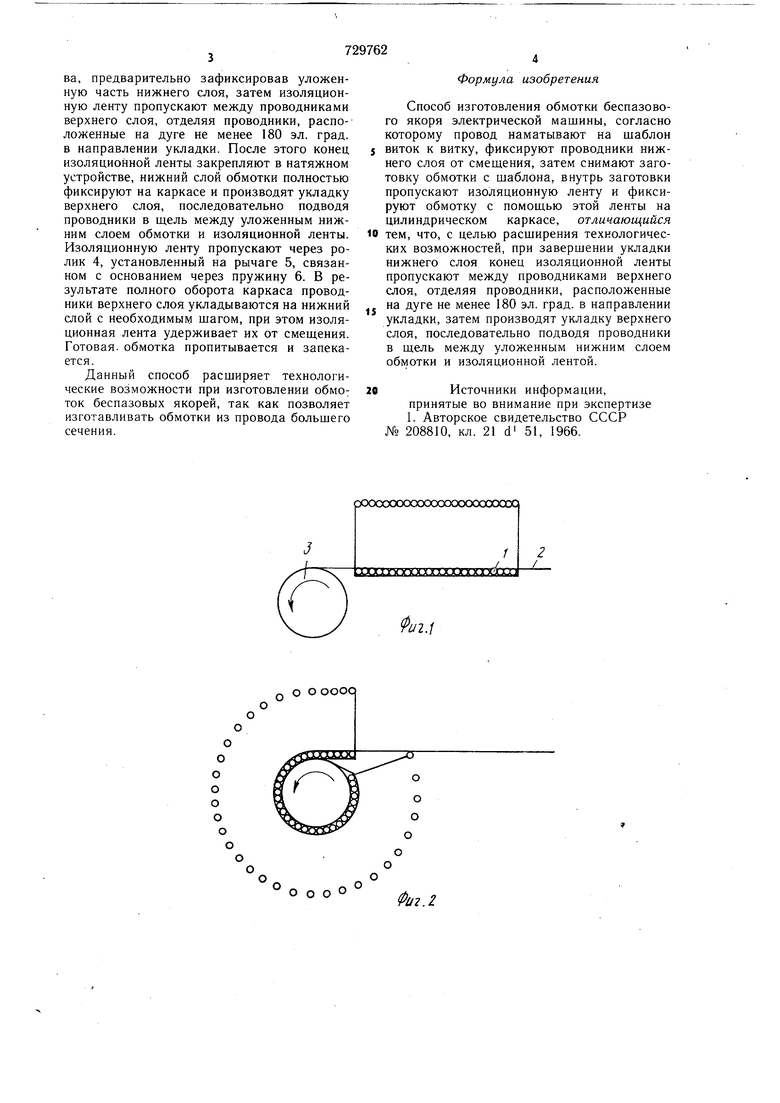
15 1 с шаблона, внутрь заготовки пропускают изоляционную лепту 2, начало которой закрепляют па цилиндрическом каркасе 3, а конец - в натяжном устройстве (па чертеже не показано), и сообщают каркасу 3 вращение. При этом в результате натяжения
20 изоляционной ленты ни.жний слой обмотки прижимается к каркасу. Перед завершением укладки нижнего слоя конец изоляционной ленты освобождают из натяжного устройства, предварительно зафиксировав уложенную часть нижнего слоя, затем изоляционную ленту пропускают между проводниками верхнего слоя, отделяя проводники, расположенные на дуге не менее 180 эл. град, в направлении укладки. После этого конец изоляционной ленты закрепляют в натяжном устройстве, нижний слой обмотки полностью фиксируют на каркасе и производят укладку верхнего слоя, последовательно подводя проводники в щель между уложенным нижним слоем обмотки и изоляционной ленты. Изоляционную ленту пропускают через ролик 4, установленный на рычаге 5, связанном с основанием через пружину 6. В результате полного оборота каркаса проводники верхнего слоя укладываются на нижний слой с необходимым шагом, при этом изоляционная лента удерживает их от смещения. Готовая, обмотка пропитывается и запекается.
Данный способ расширяет технологические возможности при изготовлении обмо; ток беспазовых якорей, так как позволяет изготавливать обмотки из провода большего сечения.
Формула изобретения
Способ изготовления обмотки беспазового якоря электрической машины, согласно которому провод наматывают на шаблон
виток к витку, фиксируют проводники нижнего слоя от смещения, затем снимают заготовку обмотки с шаблона, внутрь заготовки пропускают изоляционную ленту и фиксируют обмотку с помощью этой ленты на цилиндрическом каркасе, отличающийся
тем, что, с целью расширения технологических возможностей, при завершении укладки нижнего слоя конец изоляционной ленты пропускают между проводниками верхнего слоя, отделяя проводники, расположенные на дуге не менее 180 эл. град, в направлении укладки, затем производят укладку верхнего слоя, последовательно подводя проводники в щель между уложенным нижним слоем обмотки и изоляционной лентой.
Источники информации,
принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 208810, кл. 21 d 51, 1966.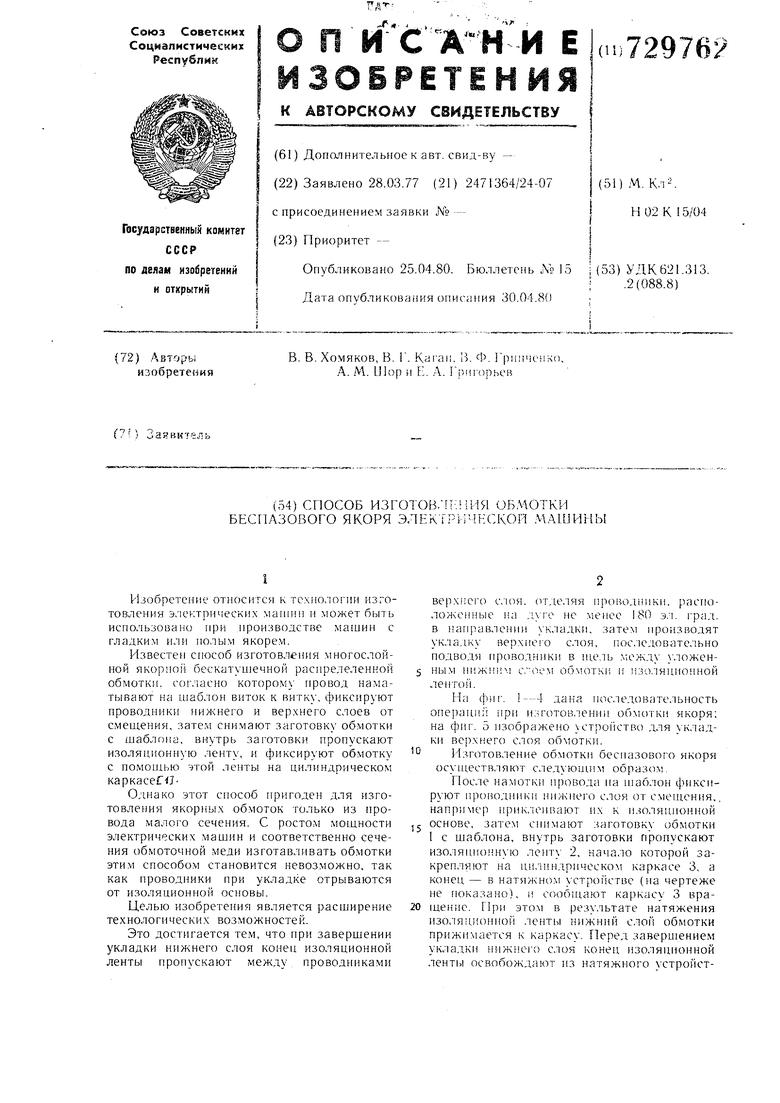
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ЯКОРНОЙ БЕСКАТУШЕЧНОИ РАСПРЕДЕЛЕННОЙ ОБМОТКИ | 1968 |
|
SU208810A1 |
| Способ изготовления обмотки беспазового якоря машины постоянного тока | 1981 |
|
SU993396A1 |
| Шаблон для изготовления обмотки беспазового якоря электрической машины | 1982 |
|
SU1120453A1 |
| Способ изготовления многослойной обмотки для беспазовых якорей | 1982 |
|
SU1086506A1 |
| Способ изготовления обмотки беспазового якоря | 1971 |
|
SU366812A1 |
| Способ изготовления обмотки беспазового цилиндрического якоря машины постоянного тока | 1976 |
|
SU636748A1 |
| Способ изготовления обмотки беспазового якоря электрической машины | 1984 |
|
SU1229907A1 |
| Способ изготовления обмотки беспазового якоря электрической машины | 1983 |
|
SU1251237A1 |
| Способ изготовления многослойной обмотки электрических машин | 1980 |
|
SU955385A1 |
| Способ изготовления обмотки беспазового якоря электрической машины | 1976 |
|
SU612350A1 |

2
-L
.- хдпсухх исгхл-)псхд:хга-а
Фиг.
о о ооос
о о о о о о о
о
О 00°°
Фи2.2
О
о о
о о о о
