При нарезке резьбы на токарных станках резцом и при производстве операций подобного рода, когда резец необходимо выводить из изделия перпендикулярно к оси его на требуемой длине, в частности на метчиках и тому подобных резьбовых изделиях, исполнитель обычно достигает этого путем вращения винта поперечного супорта, отводя его, а вместе с ним и резец на величину полного вывода резца из изделия, определяемую в зависимости от опытности исполнителя. Учитывая, что нарезка резьбы в подобных токарных работах производится в несколько проходов (т. е. несколько стружек), вывод резца в одном и том же положении обыкновенно достигается приближенно, а отсюда, как следствие, в конце нарезаемой нитки на выходе резьбы получаются ступеньки и при переходе резца через них, последний быстро подсаживается вследствие увеличенной и неравномерной нагрузки. Таким образом видно, что подобные операции весьма затруднительны и требуют напряженного внимания со стороны исполнителя.
При вводе и выводе резца из изделия при помопш винта поперечного супорта происходят большие потери времени, а учитывая, что глубина стружки определяется соответствующими делениями на делительном диске винта поперечного супорта, исполнитель при каждом выводе резпа теряет деление и при подводе резца опять должен его устанавливать с учетом неточности винтовой пары, что требует опять большой внимательности и опытности исполнителя и, естественно, времени.
Предлагаемое приспособление к поперечному супорту токарного станка для автоматического отвода резца устраняет изложенные выше недостатки при работе с обычной гайкой поперечного супорта, упрощает работу исполнителя и сокращает потерн времени, что имеет весьма существенное значение при массовом изготовлении метчиков и тому подобных резьбонарезных изделий. Достигается это применением гайки, в известный момент размыкающейся с поперечным супортом и отводящей его, действием спиральной пружины, вместе с закрепленным на нем резцом.
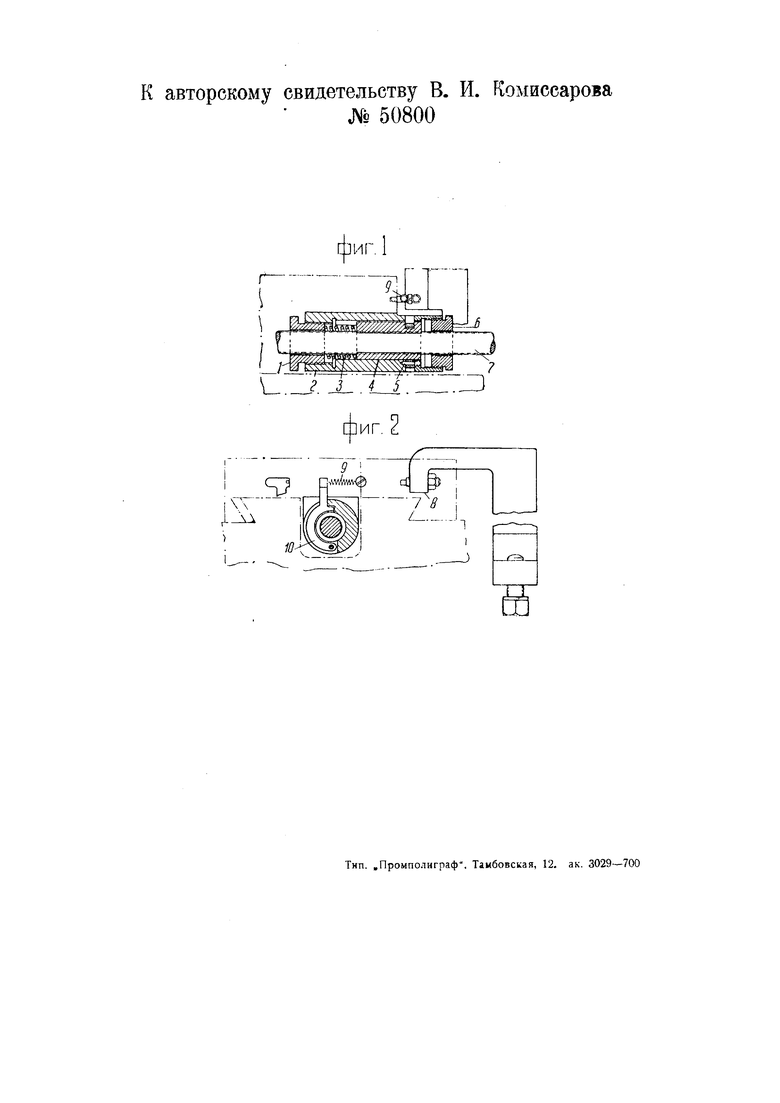
На чертеже фиг. 1 и 2 изображают поперечный и продольный разрезы предлагаемой гайки.
Приспособ.1ение укрепляется на поперечном супорте и состоит из корпуса 2, имеющего цилиндрическое сквозное отверстие с шпоночной канавкой, в которое вставлена снабженная шпоночным гребнем по всей длине гайка 4, соединенная с винтом 7 поперечного супорта. Таким образом гайка 4 имеет соединение с одной стороны с корпусом 2 через шпоночный гребень и с другой стороны-с винтом сунорта и может иметь в корпусе 2 продольные перемещения при вращении винта супорта. На шпоночном гребне гайки 4 сделан поперечный пази л, в который западает зуб собачки Ю, укрепленной в корпусе 2 шарниром 5 и находящейся постоянно под действием пружины 9. Таким образом, поперечный супорт станка находится в соединении с гайкой 4 только тогда, когда зуб собачки 10 западает в пазик на шпоночном гребне гайки 4.
В таком положении пружина 3 находится в сжатом состоянии и в момент вывода зуба собачки 10 из назика гайки 4 давит на корпус 2 гайки 4 через регулирующую упорную гайку / и отводит его, а вместе с ним и поперечный супорт до того положения, пока гайка 6 не запрется в гайку 4. Следовательно, при размыкании собачки с гайкой 4 она остается неподвижной, а назад отводит корпус 2 вместе с супортом, несущим на себе резец. Для размыкания в определенном положении, по отношению обрабатываемого изделия, гайки 4 с корпусом 2, на параллелях продольного супорта устана вливается упор S, который и производит размыкание через собачку 10 при движении продольного супорта.
Процесс работы с предлагаемым устройством гайки поперечного супорта токарного станка следующий. Первоначальное положение поперечного супорта является крайним, т. е. зуб собачки 10 пе находится в соединении с гайкой 4, а следовательно и резец отстоит от поверхности изделия па известном расстоянии. При нажатии рукой на поперечный супорт последний передвигается, а вместе с ним и корпус 2 с собачкой 10, скользя по гайке 4. В месте расположения пазика на шпоночном гребне гайки 4 собачка 10 западет в него, так как пружина 9 все время поджимает ее к шпоночному гребню гайки 4. При таком положении поперечный супорт замкнется с гайкой 4 винта. Устанавливается глубина стружки и включается продольный- супорт станка. Дойдя до упора 6, собачка 10 отклонится и разъединит поперечный супорт с гайкой 4, причем последний под действием сжатой пружины 3 (нажимом руки на супорт) отойдет, выводя тем самым резец из изделия. Переключением продольного супорта на вбратиый ход во время обратного движения устанавливается следующая глубина стружки, и операция повторяется, производя вывод резца всегда в одном и том же положении.
Предмет изобретения.
Приспособление к цоперечному супорту токарного станка для автоматического отвода резца в виде охватывающей винт скользящей маточной гайки, отличающееся тем, что последняя выполнена подпружшюнной и соединена с корпусом 2 обоймы собачкой 10, поворотно укрепленной в корпусе и взаимодействующей с упором S, с целью разобщения гайки от супорта. к авторскому свидетельству В. И. № 50800 Комиссарова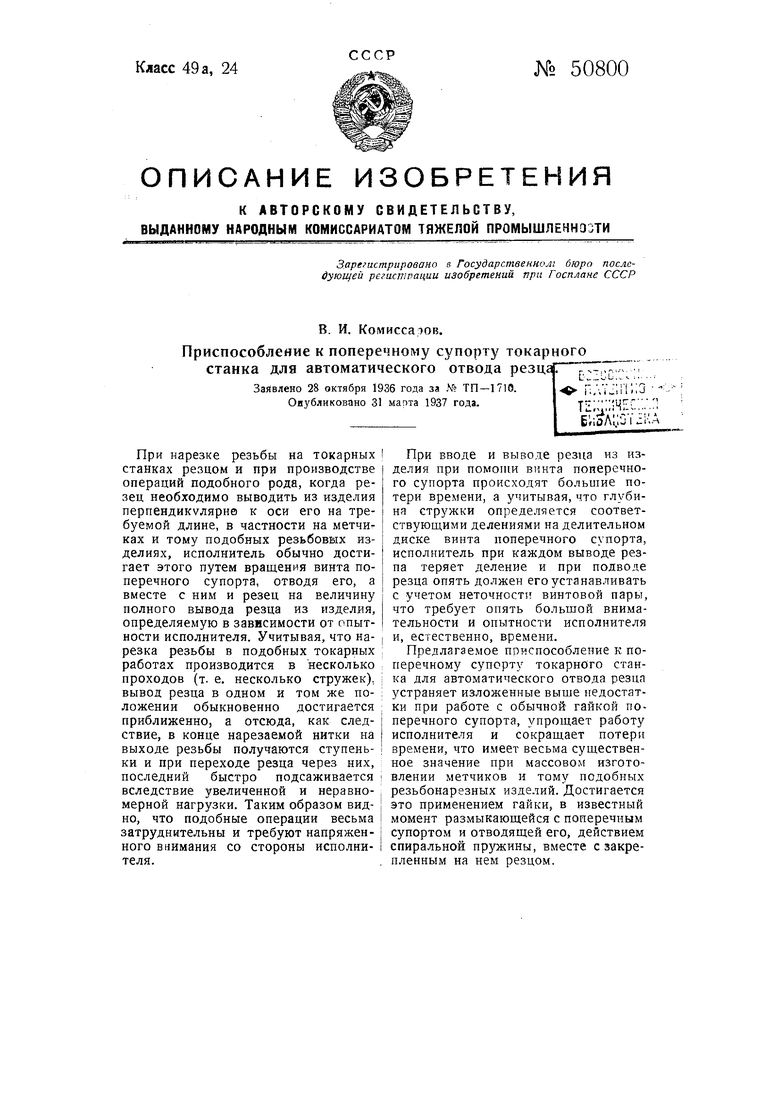
| название | год | авторы | номер документа |
|---|---|---|---|
| Токарно-винторезный станок | 1932 |
|
SU36756A1 |
| Способ протягивания резьбы в изделиях большого диаметра на токарном станке | 1943 |
|
SU64273A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ТОКАРНЫМ СТАНКОМ | 1940 |
|
SU63198A1 |
| СУПОРТ К ТОКАРНОМУ СТАНКУ | 1935 |
|
SU46772A1 |
| Приспособление к токарному станку для снятия боковых сторон режущих ниток метчиков | 1935 |
|
SU49729A1 |
| Стружкодробитель | 1975 |
|
SU566676A1 |
| Полуавтоматический станок для нарезки метчиков | 1936 |
|
SU51469A1 |
| Приспособление для внутренней расточки стекло отделочных форм | 1931 |
|
SU35340A1 |
| Приспособление к токарному станку для обработки лопастей гребных винтов | 1934 |
|
SU41301A1 |
| ДЕЛИТЕЛЬНОЕ ПРИСПОСОБЛЕНИЕ К МЕТАЛЛОРЕЖУЩИМ СТАНКАМ, В ОСОБЕННОСТИ ДЛЯ СЛЕПЫХ | 1936 |
|
SU49725A1 |