Приспособление предназначено для применения его к существующим токарно-винторезным или тому подобным станкам и соверщенно не связано с ходовым винтом и гайкой, отличаясь коренным образом от обычных устройств для корректирования щага ходовых винтов, у которых принудительно передвигается вся каретка, что конструктивно связано со станком и отражается на особенностях его конструкции.
Посредством предлагаемого приспособления дается принудительное расчетное дополнительное движение одному только резцу, что позволяет применить его к любому станку, причем приспособление может быть легко установлено и легко снято по миновании надобности. Приспособление предназначается для нарезания винтов большой длины, например ходовых и тому подобных, но не служащих для целей измерения.
Для корректирования неточности ходового винта при нарезании резьбы с помощью такого приспособления в последнем применен вращающийся синхронно с ходовым винтом винтовой копир, высота витков которого изменяется в соответствии с изменениями щага ходового винта. Этот винтовой копир посредством рычага воздействует на клиновые шайбы, помещенные на винте продольных салазок супорта станка, которые благодаря этому перемещаются в соответствии с изменениями шага ходового винта.
Таким образом путем принудительного, заранее рассчитанного, дополнительного передвижения резец, укрепленный на продольных салазках супорта, получает движение по направлению оси изделия (ходового винта) и тем самым корректирует шаг ходового винта станка, т. е. постепенно уменьшает или увеличивает щаг нарезаемой резьбы.
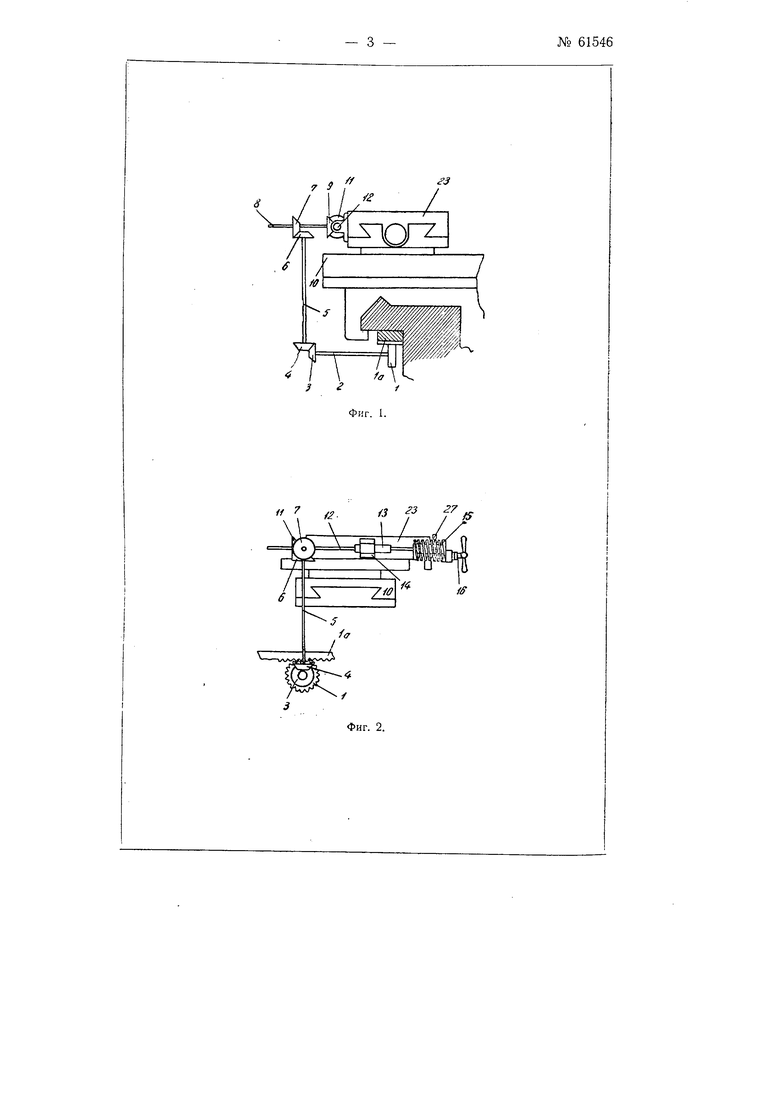
На фиг. 1 показан поперечный разрез станины станка с установленными на нем приспособлениями; на фиг. 2 - вид спереди на салазки супорта станка с приспособлением; на фиг. 3 - вид продольных
салазок супорта в плане и на фиг. 4 - вид их с торца вместе с винтовым копиром.
В приспособлении предусмотрена цилиндрическая шестерня /, сцепляющаяся с зубчатой рейкой 1а станка (фиг. 1 и 2). При передвижении супорта по направляющим станка шестерня / вращается. От нее вращение передается валику 12 через валик 2, пару конических шестерен 3 v. 4, валик 5, другую пару конических шестерен 6 и 7, валик 8 и третью пару шестерен 9 и 11. Шестерни 7 и 11 соединены с валиками S и /2 продольными пазами и шпонками, позволяющими им сохранять подвижность в осевом направлении. Вся система передачи от шестерни / до шестерни 7 включительно крепится с боковой стороны фартука, со стороны коробки скоростей, а шестерня 10 связывается с поперечными салазками 10 супорта,
На продольных салазках 23 супорта укреплена гайка 14 с резьбой (например шаг мм). В гайке передвигается по резьбе утолщенная часть 13 валика 12. На гладком конце валика 12 крепится винтовой копир /5. Шаг копира такой же, как и гайки 14 (т. е. в данном случае 6 мм и высота нитки около 30 мм). Копир выходит за габаритный размер продольных салазок 23 со стороны рукоятки их винта 16.
Нередвижение продольных салазок 23 супорта осуществляется следующим образом. На винте 16 салазок 23 помещаются две пары клиновых шайб 17, 18 и 19, 20 с одинаковыми соприкасающимися клиновыми поверхностями. Шайбы 17 и 20 скреплены жестко с салазками 25 и с фланцами 21 продольноподвижного колпака 22, прикрепленного к салазкам 23; между плоскими поверхностями шайб 18 и 19 помещена плоскопараллельная шайба 24, жестко связанная с винтом 16.
Вся система стягивается фланцами 21 и гайками 25, 26. Если повернуть шайбы 18, 19 на некоторый
одинаковый угол, то шайбы 17 и 18 сойдутся, а шайбы 19 и 20 настолько же разойдутся, или наоборот. Если винт 16 не имеет продольного перемещения в гайке 28 (фиг. 3), то салазки 23 вместе с укрепленным на них резцом передвинутся на некоторое расстояние.
Для осуществления вышеуказанных поворотов шайб 18 и 19 служит винтовой копир 15 и рычаг 27, который соединен с шайбами 18 и 19, а своим свободным концом на срезе витка винтового копира 15. При этом витки копира служат коррекционной линейкой, рабочим ребром которой являются наружные поверхности этих витков (фиг. 4).
ВИтки винтового копира 15 срезаются в радиальном направлении по расчету таким образом, чтобы при вращении копира рычаг поворачивал на определенный угол шайбы 18 и 19 и создавал дополнительно расчетное движение продольным салазкам 23 супорта и укрепленного на них резца. Для устранения осевого перемещения винта 16 устраивается дополнительная гайка 29, притянутая к гайке 28 болтами.
Рычаг 27 прижимается к копиру 15 пружиной или грузом.
Предмет изобретения
Приспособление к металлообрабатывающим станкам, например токарно-винторезным, для корректирования неточности ходового винта при нарезании резьбы, отличающееся применением вращающегося синхронно с ходовым винтом винтового копира 15, высота витков которого изменяется в соответствии с изменениями шага ходового винта, и воздействующего посредством рычага 27 на клиновые шайбы 17, 18, 19, 20, помещенные на винте 16 продольных салазок супорта с целью перемещения их в соответствии с изменениями шага ходового винта.
//
7 S

| название | год | авторы | номер документа |
|---|---|---|---|
| Токарно-винторезный станок | 1932 |
|
SU36756A1 |
| Токарно-винторезный станок | 1933 |
|
SU36127A1 |
| Токарно-винторезный станок | 1981 |
|
SU1160926A3 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ТОКАРНЫМ СТАНКОМ | 1940 |
|
SU63198A1 |
| Полуавтоматический станок для нарезки метчиков | 1936 |
|
SU51469A1 |
| Приспособление к токарному станку для обработки лопастей гребных винтов | 1945 |
|
SU67025A1 |
| Токарно-винторезный станок | 1986 |
|
SU1324764A1 |
| Станок для нарезания зубчатой рейки с переменным шагом и наклоном зубьев | 1984 |
|
SU1326184A3 |
| Токарно-винторезный станок | 1934 |
|
SU39510A1 |
| Головка для сообщения движения изделию при нарезании резьбы фрезой | 1934 |
|
SU46109A1 |

ii 7 f2./J -
27
fS
