1
Известен инструмент для волочения лроволоки в режиме гидродинамического трения, содержащий обойму, напорную и рабочую твердосплавные волоки и резьбовую пробку. Рабочая твердосплавная волока установлена в комическом посадочном отверстии обоймы.
Такой инструмент охлаждается путем подачи охладителя на наружную поверхность обоЙ1МЫ. Однако такой способ охлаждения не эффективен, в результате чего температура на контактной новерхностн рабочей волоки достигает высоких значений, что снижает стойкость волок и приводит к старению металла. Все это уменьшает пластические свойства протягиваемой проволоки.
Предложенный инструмент позволяет значительно увеличить отвод тепла от рабочей ролоки и ПОВЫСИТЬ их стойкость.
Это достигается за счет -выполнения ъ обойме на посадочной поверхности рабочей волоки кольцевой канавки и направленных к ней радиальных каналов, связанных с системой подвода и отвода охладителя.
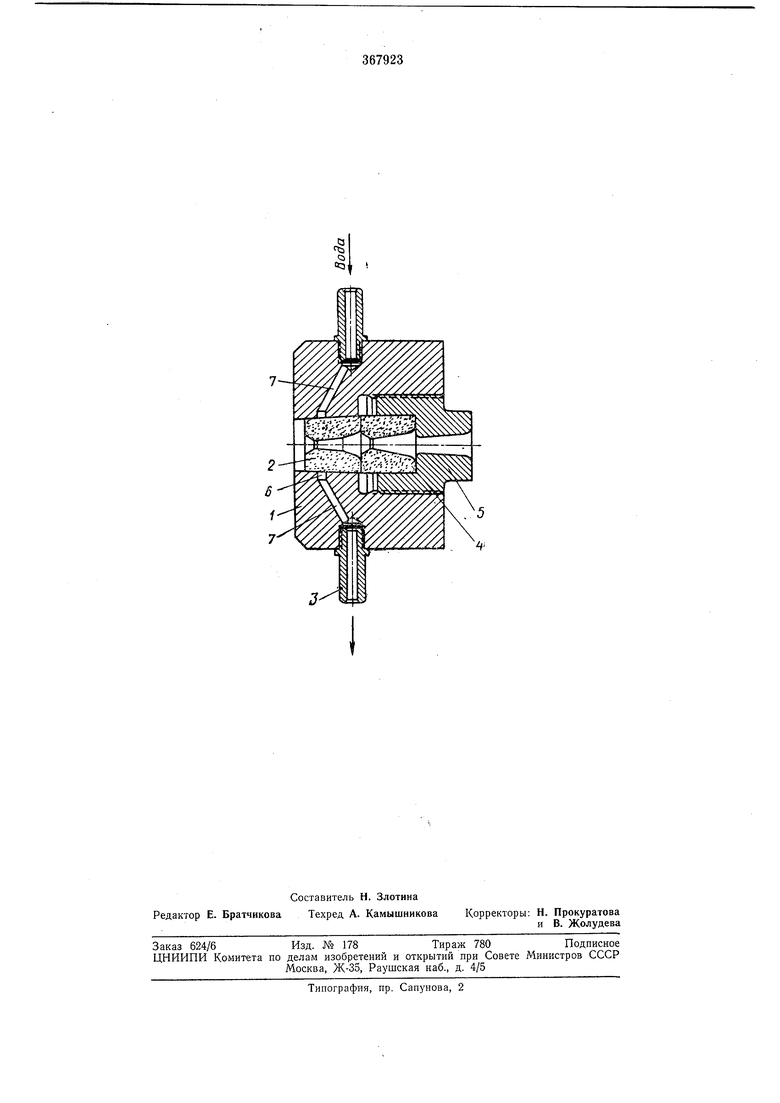
На чертеже изображен онисываемый инструмент в разрезе.
Инструмент состоит из стальной обоймы /, рабочей твердосплавной волоки 2, штуцероз охлаждения 3, напорной твердосплавной волоки 4 и -пробки 5.
В обойме посадочной поверхности рабочей волоки вынолнена кольцевая канавка 6, к которой направлены радиальные каналы 7, связанные со штуцерами 3.
Рабочая твердосплавная волока 2 шлифуется НО наружной поверхности так, чтобы не было утечки воды из кольцевой проточки. Напорная волока имеет диаметр несколько боль иий, чем диаметр входящей в нее проволоки, 11 служит для нагнетания омазки в рабочую волоку. Собранный волочнльный инструмент устанавливается в мыльницу волочильного стана как обычная волока штуцера, надеваются шланги, по которым подается вода.
Предмет изобретения
Инструмент для волочения проволоки в режиме гидродинамического трения, содержашии оооиму, в коническом посадочном отверстии которой установлена твердосплавная волока, напорную волоку и резьбовую пробку, отличающийся тем, что, с целью более интенсивного отвода тепла от рабочей волоки и повышения стойкости инструмента, в обойме на посадочной поверхности рабочей волоки выполнена кольцевая канавка и направленные к ней радиальные каналы, соединенные с системой подвода и отвода охладителя.
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ В РЕЖИМЕ ГИДРОДИНАМИЧЕСКОГО ТРЕНИЯ ИЗДЕЛИЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ СПЛАВОВ | 2009 |
|
RU2434700C2 |
| Устройство для волочения проволоки преимущественно плакированной | 1989 |
|
SU1736655A1 |
| Устройство для волочения металлических изделий | 1977 |
|
SU627882A1 |
| СБОРНАЯ ВОЛОКА С ГИДРОДИНАМИЧЕСКОЙ ПОДАЧЕЙ СМАЗКИ | 1991 |
|
RU2038882C1 |
| Устройство для волочения в режиме гидродинамического трения | 1986 |
|
SU1359041A1 |
| ИНСТРУМЕНТ ДЛЯ ВОЛОЧЕНИЯ ТРУБ И ПРУТКОВ В РЕЖИМЕ ЖИДКОСТНОГО ТРЕНИЯ | 1971 |
|
SU310705A1 |
| СПОСОБ ПРОИЗВОДСТВА ПРОФИЛЕЙ ИЗ ЭЛЕКТРОТЕХНИЧЕСКИХ БРОНЗ | 2011 |
|
RU2468877C2 |
| Инструмент для волочения проволоки в режиме гидродинамического трения | 1982 |
|
SU1047569A1 |
| СПОСОБ ВОЛОЧЕНИЯ ПРОВОЛОКИ И СБОРНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ ПРОВОЛОКИ | 2000 |
|
RU2206420C2 |
| ИНСТРУМЕНТ ДЛЯ ВОЛОЧЕНИЯ ИЗДЕЛИЙ В РЕЖИМЕ ГИДРОДИНАМИЧЕСКОГО ТРЕНИЯ | 1991 |
|
RU2011449C1 |