1
Изобретение может найти применение в машиностроении при автоматизации и механизации операции электрохимического клеймения деталей, преимущественно, цилиндрической формы.
Известен способ электрохимического клеймения деталей по трафарету с гравированием текста, предварительно произведенным на плоской пленке, методом обкатки. Недостаток этого способа заключается в том, что цикл клеймеиия прерывист.
Предлагаемый способ отличается от известного тем, что с целью безостановочности загрузки деталей, их клеймения и разгрузки деталь (анод) непрерывно перекатывают в одном направлении по катоду с клеймами.
Для клеймения деталей по образующей через определенные угловые интервалы на катоде воспроизводят развертку клейм.
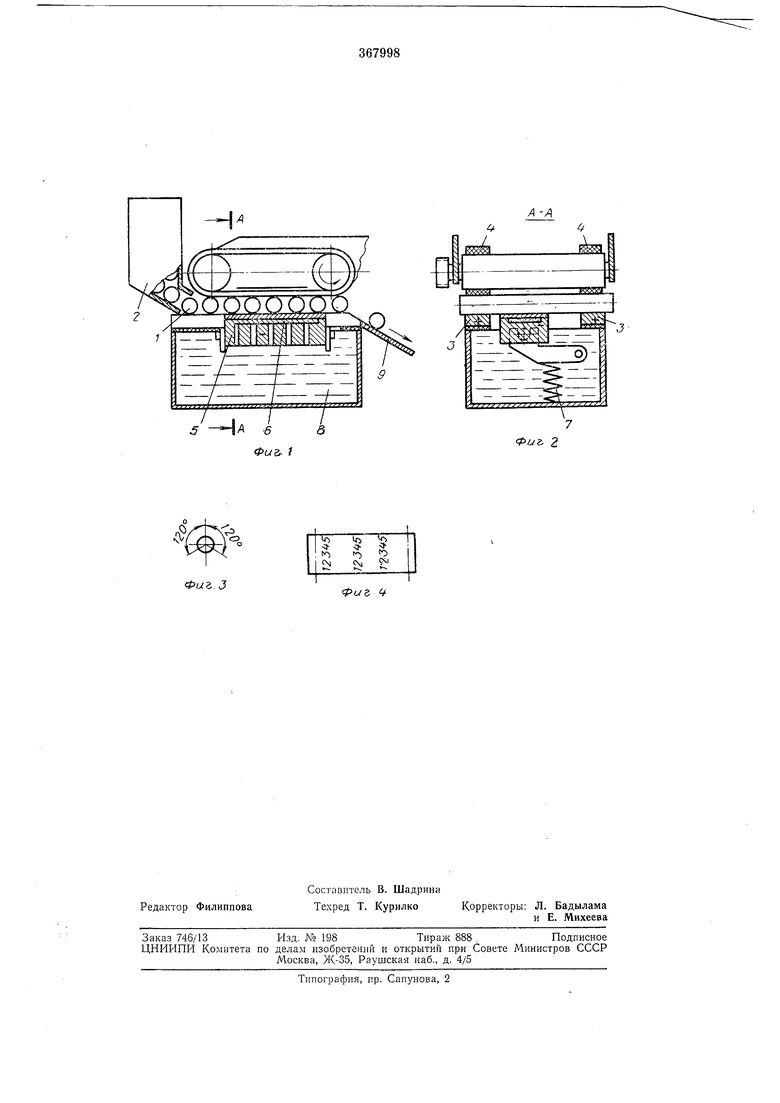
На фиг. 1 изображено устройство для осуществления описываемого способа; на фиг. 2- разрез по А-А на фиг. 1; на фиг. 3 - схема расположения клейм на цилиндрической детали; па фиг. 4 - трафарет.
При клеймении деталь / загружают в бункер (или лоток) 2. Из бункера 2 деталь попадает па токопроводящие (подводят плюс) планки (катод) . С помощью движущегося бесконечного ремня - транспортера 4 деталь
прижимается к планкам и одновременно непрерывно перекатывается к месту кле71мения. Катод 5 с трафаретом 6, расположенные между планками 5, прижаты к маркируемой детали усилием пружины 7. При перекатывании детали - анода по катоду 3 с трафаретом, смоченным электролитом 8, под действием тока происходит анодное растворение металла на участках детали, находящихся непосредственно против прорезанных знаков трафарета. Таким образом деталь маркируется. В процессе перекатывания деталь транспортируется к разгрузочному лотку и скатывается с него.
Предмет изобретения
1.Способ электрохимического клеймения изделий цилиндрической формы, при котором деталь перемещают относительно инструмента, отличающийся тем, что, с целью достижения безостановочности процесса загрузки деталей, их клеймения и разгрузки, деталь (анод) непрерывно перекатывают в одном направлении по катоду с клеймами.
2.Способ по п. 1, отличающийся тем, что, с целью клеймения деталей по образующей через определенные угловые интервалы, на катоде воспроизводят развертку клейм.
Фб/&
. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электрохимического клеймения деталей цилиндрической формы | 1978 |
|
SU709304A1 |
| Способ электрохимического маркирования | 1977 |
|
SU745636A1 |
| Способ электрохимической размернойОбРАбОТКи | 1979 |
|
SU852482A1 |
| Способ электрохимического маркирования | 1980 |
|
SU891303A1 |
| ШТЕМПЕЛЬ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО КЛЕЙМЕНИЯ | 1972 |
|
SU422563A1 |
| УСТРОЙСТВО ДЛЯ КЛЕЙМЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ПЕРЕКАТЫВАНИЕМ ПО НЕПОДВИЖНОМУ ШТАМПУ | 1933 |
|
SU39630A1 |
| УСТРОЙСТВО ДЛЯ КЛЕЙМЕНИЯ НЕПРЕРЫВНОЛИТОГО СЛИТКА | 1996 |
|
RU2111832C1 |
| Устройство для электрохимического маркирования | 1980 |
|
SU921742A1 |
| Штемпель для электрохимического клеймения | 1981 |
|
SU992147A1 |
| Электрод-инструмент для электрохимического маркирования | 1971 |
|
SU437597A1 |
)°
-о
Фиг.:}
Фиг,
