Изобретение относится к способам алектрохимического маркирования и может &1ть широко использовано в раз личных областях машиностроения.. 5
Известен способ электрбхимйческозсб маркирования изделий цилиндрической форлвл/ при котором деталь непреЕмвно перекатывают по катоду в направлении выполненной на нем развертки марки- 10 ров ОЧНЫХ: знаков 1} ,
Однако количество наносимых знаков ограничивается длиной окружности детали,.--- - . ;...
Цель изобретения - увеличение КО- fs личества наносимых знаков. / ; .. :
Это достигается тем, что катод устанавливают таким образе, что ёгр ось сикметрии составляет с осью детали угол сА больше 0° но меньше j . 20
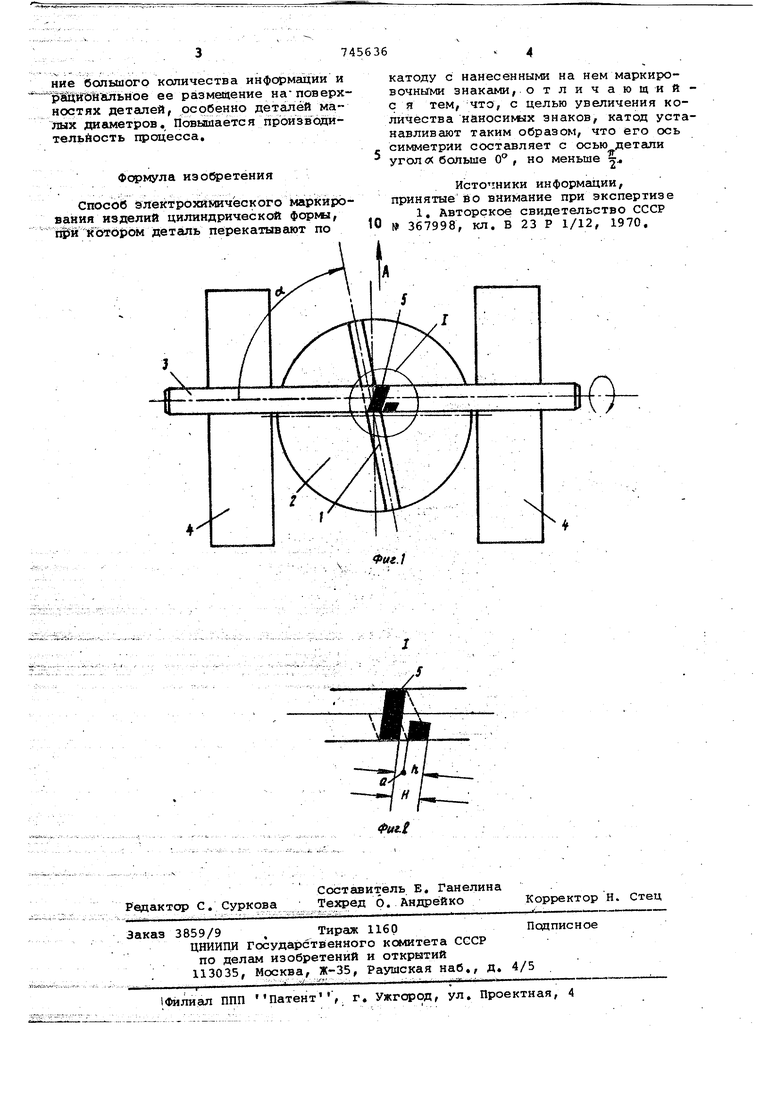
На фиг. 1 изображено усфройство для осуществления предлагаемого способа; на фиг, 2 дан узел I на фиг.1.
П|5ред началом маркирования катод 1 с маркировочными знаками, закреп- 25 ленный на поворотном Основании 2, поворачивают .на заданный угол Маркирования л и фиксируют в этом положении. Затем маркируемую деталь 3 устанавливают на направляющие планки 4 ЗО
и С iioMCMUbJQ транспортера, например, движущейся ; бесконечной (на фигурах не показано) перекатывают в направлении стрелки А над электродом На расЬтоянии;межэлектрбдногб зазора, заполненното электролитом. На участках детали, Iнаходящихся непосредственно против электрода, под дейЬтвием электричёйкого тока происходит анодное растворение лйталла и наносится соответствующая мар1 :ировка, В тфоцессе перекатывания над электродом в се время проходят новые учарткя детали:, смещаемые по ее; окружностей по образую1чей,:в результате чегй замфкированная инфс Мацня располагается по винтовой линий 5.
Угол Маркирования л выбирается а зависимости Ьт величины смещения витков Н, зависящей от высоты знаков h |й выбранного расстояния} Лмежду знаками соседних витков. Кроме того, угол установки электрода зависит также от диаметра маркируемой детали. С увеличением дйаМбтра детали угол 7 уменьшается, с уменьшением диаметра увеличивается.
Предлагаеи«й способ маркировгшия обеспечивает безостановочное нанесение большого количества инфсфмации и рЩйЬйальное ее размещение наповерхностях деталей, особенно деталей ма Лых диаметров, Повьпяается производительйость процесса.
Фсзрмула изобретения
Способ электрохимического маркирования изделий цилиндрической формл, котором деталь перекатывают по
катоду с нанесенными на нем маркировочньгми знаками, отличающийся тем, что, с целью увеличения количества наносимых знаков, катод устанавливают таким образом, что его ось симметрии составляет с осью детали уголгХ больше 0° , но меньше
Источники информации, принятые SO внимание при экспертизе
1, Авторское свидетельство СССР № 367998, кл, В 23 Р 1/12, 1970.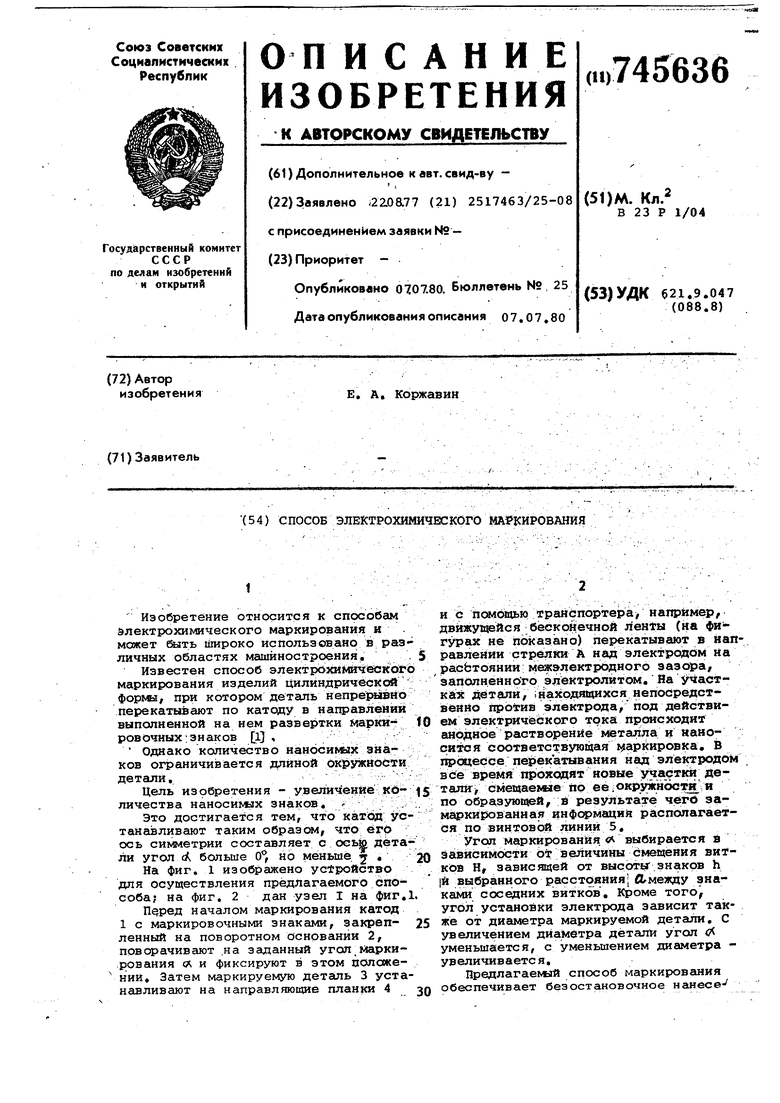
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО МАРКИРОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2581537C2 |
| Способ электрохимического маркирования | 1977 |
|
SU637225A1 |
| Устройство для электрохимического маркирования | 1981 |
|
SU956215A1 |
| Способ электрохимического маркирования | 1986 |
|
SU1315186A1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО МАРКИРОВАНИЯ ПОВЕРХНОСТЕЙ МАТРИЧНОЙ СИМВОЛИКОЙ | 2007 |
|
RU2345872C2 |
| Способ электрохимического контурного маркирования | 1974 |
|
SU529931A1 |
| Устройство для электрохимического маркирования | 1977 |
|
SU724308A2 |
| Устройство для электрохимического маркирования | 1976 |
|
SU753576A1 |
| Устройство для электрохимического клеймения деталей цилиндрической формы | 1978 |
|
SU709304A1 |
| Способ электрохимического маркирования | 1987 |
|
SU1553300A1 |
