1
По авт. св. № 368009 известен многоместный копировальный станок, в котором по одной модели одновременно изготавливается несколько деталей.
Станок предложенной конструкции отличается от известных тем, что в него введена оптическая система совмещенного проецирования разноосвещенных зон обработки на экран, сигнал с которого поступает на вход системы управления перемещения рабочих инструментов и столов.
На фиг. 1 представлена принципиальная схема оптической системы для осуществления активного контроля в процессе обработки право- и левообращенных рельефов деталей; на фиг. 2 - принципиальная схема оптической системы для осуществления активного контроля в процессе обработки деталей с конгруэнтными и эквидистантными поверхностями; на фиг. 3 - принципиальная схема оптической системы для осуществления активного контроля в процессе обработки одинаково обращенных рельефов деталей; на фиг. 4 - положение источника освещения кольцевой газоразрядной лампы относительно рабочего стола.
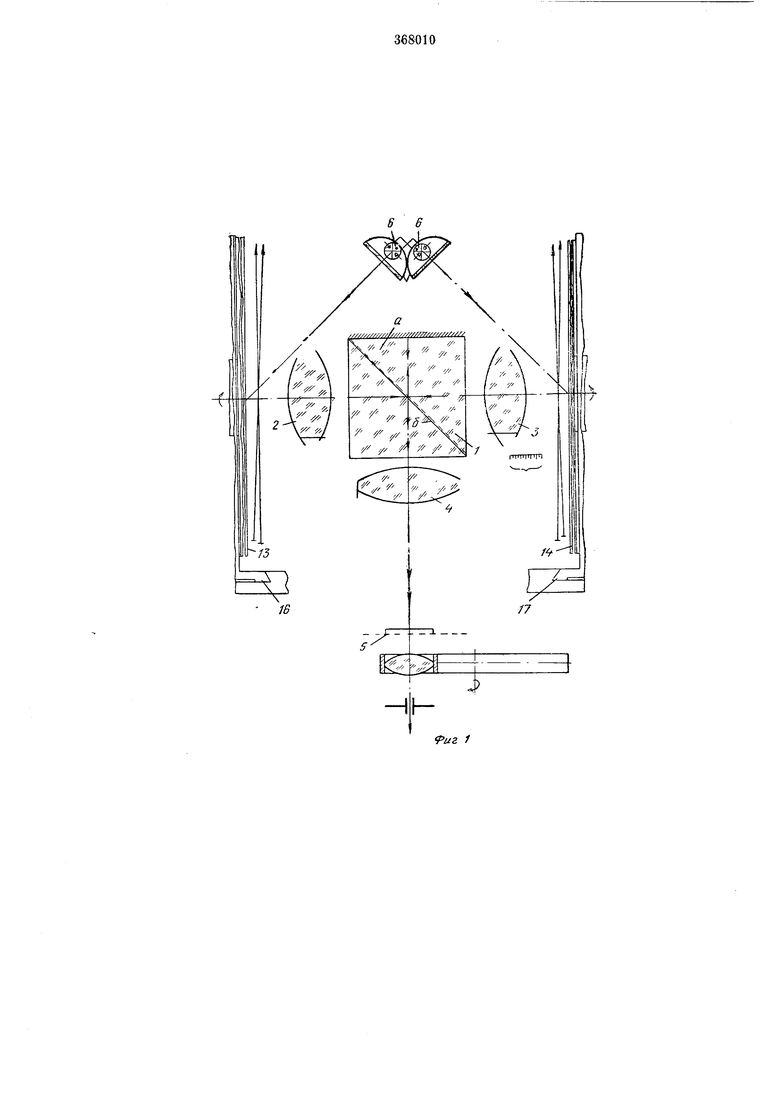
Оптическая схема включает в себя следующие элементы: призму-куб / с посеребренной катетной плоскостью а и полупрозрачной niпотенузной плоскостью б, входные объективы
2, 3, коллекторный объектив 4, экран 5, источники освещения в дополнительных цветах - щаровые лампы 6 с фильтрами, кольцевые газоразрядные лампы 7 с кольцевыми конденсаторами, пентапризму 8, плосконаклонные зеркала-непрозрачное 9 и полупрозрачное 10, призму Пехана // и стробоскоп 12.
Активный контроль процесса обработки право- и левообращенных рельефов деталей
осуществляют следующим образом (см. фиг. 1). Источниками освещения (лампы 6) освещают в дополнительных цветах рабочие столы 13 и 14 с установленными на них деталями. Свет, отражаясь от обрабатываемых деталей, проходит через входные объективы 2 и 5 и изменяют свое направление в призме-кубе и через коллекторный объектив 4 попадает на экран 5, сигнал с которого поступает на вход системы управления перемещения.ми
рабочих инструментов и столов. При этом оптическая система жестко устанавливается на неподвижной плите одного из столов ti перемещается симметрично с ними в процессе обработки.
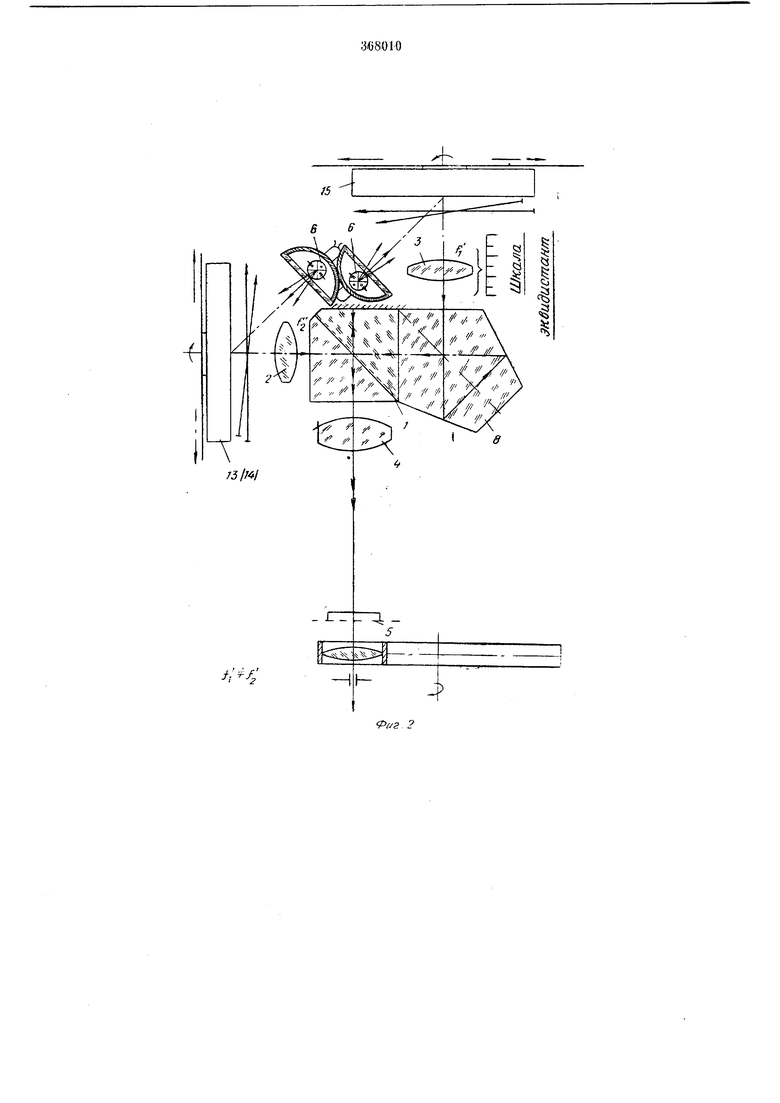
Активный контроль процесса обработки деталей с конгруэнтными м эквидистантны.мп поверхностями, закрепленных на рабочих столах 14 и 15, взаимно перемещающихся под прямым углом, осуществляется, как описано,
с тем л«щь отличием, что для от1ражения зоны
обработки детали, расположенной на рабочем столе 15 с зоной обработки детали, располож вой,. на рабочем столе 14, введена пентапрзнзма 8 (см. фиг. 2) При этом оптическая сиЕта|( перемещается согласно с рабочими ст| лам1-1 жг биссектрисе %ряйого угла, обра3 о а-н-н© а б 6чйш1, fbif5.a гуш. I
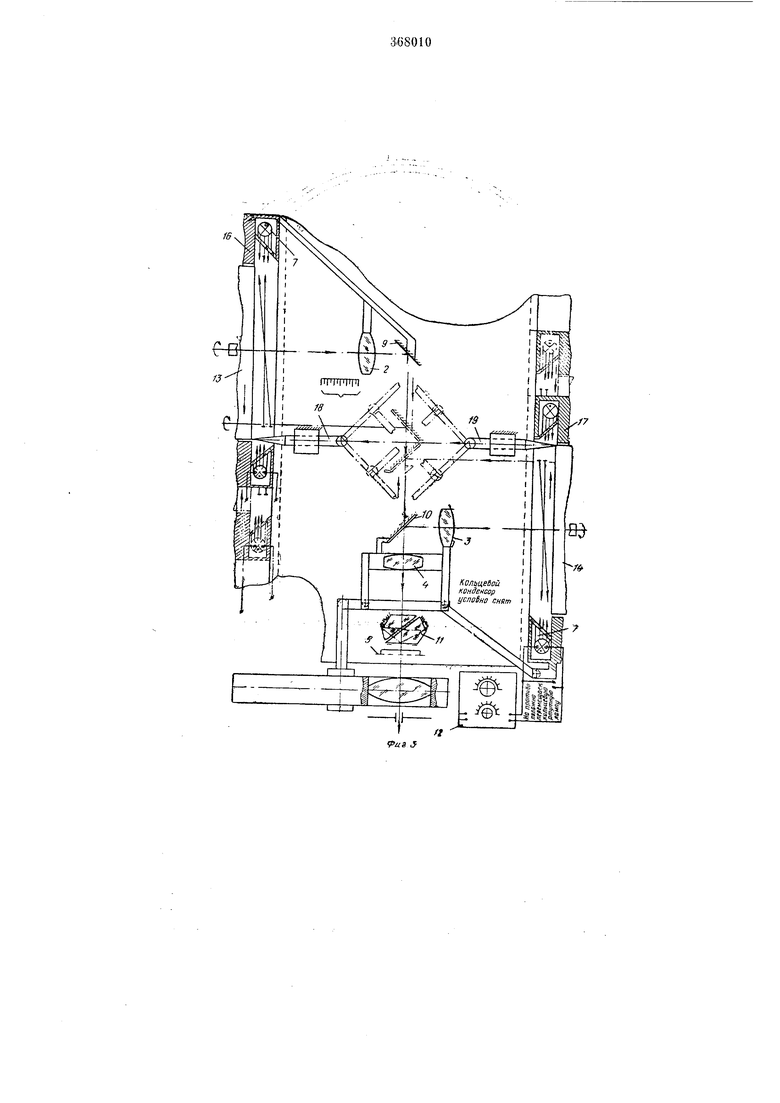
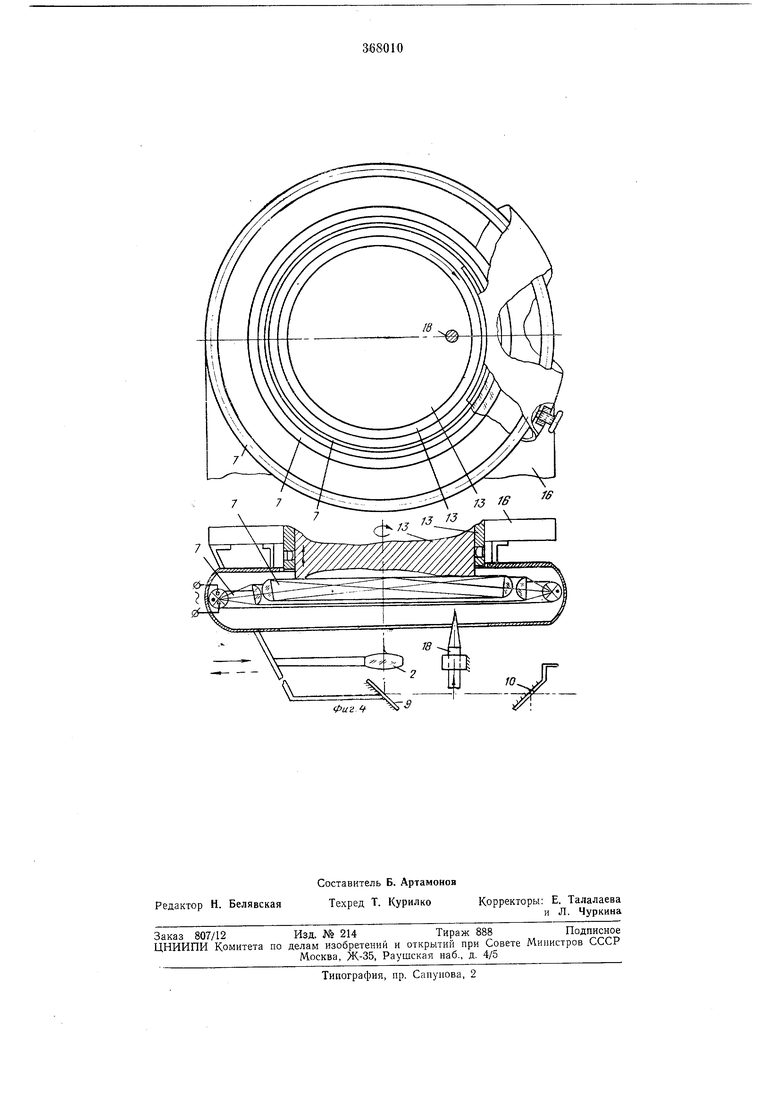
Активный контроль процесса обработки одинаково обращенных рельефов деталей заключается в следующем. Кольцевыми газоразрядными лампами сверхвысокого давления 7, установленными на направляющих плитах 16 и 17, вокруг вращающихся столов 13 и 14 освещают зоны обработки (см. фиг. 3). Свет, отражаясь от зон обработки, через входные объективы 2 и 5, за которыми установлены плосконаклонные зеркала 9 и 10, и далее через коллекторный объектив 4 переходит на экран 5, сигнал с которого поступает на вход системы управления перемещениями рабочих инструментов и столов.
Управление скоростью перемещений рабочих столов 13, 14 для улучщения микрогеометрии деталей осуществляется от тахостробоскопа 12, управляющего вариатором приводов столов (на фиг. 1-4 не показан), который плавно меняет скорости вращения столов при движении инструментов 18 и 19 от центра к периферии и обратно. Работа тахостробоскопа 12 сочетается с импульсным освещением кольцевых ламп 7 на каждый оборот столов }3, 14.
Для восстановления истинной обращенности отраженных изображений зон обработки служит призма Пехана, установленная между коллекторным объективом 4 и экраном 5. Призма Пехана может также вращаться со скоростью рабочих столов, останавливая изображение. При этом можно подобрать скорость вращения рабочих инструментов, чтобы последние оказались медленно плавающими относительно обрабатываемых деталей. В этом случае достигается наибольщая точность обработки.
Предмет изобретения
1. Многоместный копировальный станок по авт. св. № 368009, отличающийся тем, что, с целью осуществления активного контроля в процессе обработки, в него введена оптическая система совмещенного проецирования
разноосвещенных зон обработки на экран, сигнал с которого поступает на вход системы управления перемещениями рабочих инструментов и рабочих столов.
2.Станок по п. 1, отличающийся тем, что, с целью осуществления активного контроля в процессе обработки право- и левообращенных рельефов деталей, оптическая система выполнена в виде призмы-куба, составленной из двух прямоугольных призм с полупрозрачной общей гнпотенузной плоскостью и посеребренной противорасположенной экрану катетной плоскостью одной из призм, а оптическая ось объективов, расположенных перед входными катетами, прилегающими к посеребренной катетной плоскости, сцентрированных с обрабатываемыми деталями, проходит через центр гипотенузной плоскости.
3.Станок по п. 1, 2, отличающийся тем, что, с целью осуществления активного контроля в процессе обработки конгруэнтных и эквидистантно расположенных деталей, закрепленных на рабочих столах, перемещающихся во взаимно перпендикулярных направлениях, в него введена пентапризма, прилегающая к входному катету призмы с посеребренной катетной плоскостью.
4.Станок по п. 1, отличающийся тем, что, с целью осуществления активного контроля в процессе обработки одинаково обращенных рельефов деталей, в оптическую систему введены два плосконаклонных симметрично расположенных зеркала, установленных за соответствующими объективами, отраженное изображение зон обработки от которых поступает через коллекторный объектив и призму Пехана на экран, причем зеркала установлены на подвижных плитах противолежащих рабочих столов.
5.Станок по п. 1, отличающийся тем, что, с целью обеспечения равномерного освещения зон обработки в даполнительных цветах, вокруг рабочих столов установлены кольцевые газоразрядные лампы сверх1высокого давления с определенными смесями соответствующих инертных газов и с кольцевыми конденсаторами.
6.Станок по п. 1, отличающийся тем, что, с целью совмещения изображений зон обработки путем обеспечения постоянства окружной скорости, рабочие столы оснащены вариатором, управляемым от тахостробоскопа.
/7
/3/W/
8
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для изготовления пресс-форм и штампов | 1969 |
|
SU455815A2 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ СОПРЯГАЕМЫХ ДЕТАЛЕЙ В ПРОЦЕССЕ ОБРАБОТКИ | 1973 |
|
SU387816A1 |
| Станок для ультразвуковой обработки | 1977 |
|
SU676395A1 |
| Профилешлифовальный прецизионный станок | 1960 |
|
SU145461A1 |
| Оптический профилешлифовальный станок | 1975 |
|
SU554138A1 |
| Оптический профилешлифовальный станок | 1978 |
|
SU763072A1 |
| УСТРОЙСТВО ДЛЯ СЧИТЫВАНИЯ ГРАФИЧЕСКОЙ И ТЕКСТОВОЙ ИНФОРМАЦИИ | 2005 |
|
RU2305865C2 |
| Способ визуального наблюдения и контроля процесса механической обработки | 2017 |
|
RU2672966C1 |
| Стереоприбор | 1934 |
|
SU43792A1 |
| УСТРОЙСТВО для ВОСПРОИЗВЕДЕНИЯ ИНФОРМАЦИИ | 1970 |
|
SU279203A1 |
5
да
Фиг
