1
ИзОбретение относится к способу шл ифовки деталей зубчатого колеса на станках, работающих методом обката с едияичиым делением.
Известно, что нри шлифовке профиля или боковой поверхности зубьев деталей зубчатого колеса методом основного шага сначала шлифуются профили зубьев первой впадины при одновременном движении обкатки между деталью и инструментом. После окончания обработки первой впадины между зубьями про-исходит шаговое движение на вторую впадину и так далее да тех пор, пока деталь зубчатого колеса не совершит полного оборота относительного шлифовального круга.
Известны способы компенсации погрешностей на металлообрабатывающих станках за счет корректировки движения инструмента относительно заготовки. Однако эти способы не дают точного результата при шлифовании зубчатых колес.
Предложенный способ позволяет компенсировать погрешности при зубошлифовании.
Для этого измеряют положение шлифовального инструмента зубчатого колеса относительно измерительной базы в начале шлифования, затем повторяют измерение по определбнеому числу впадии между зубьями. После
этОГО распределяют полученную суммарную величину разности второго и первого измерений на число остальных шлифуемых впадин между зубьямн и передают величииу разНОстн в виде дополнительного на шаг зубьев колеса с протнвопололшым знаком на зубчатое колесо (шлифовальный круг).
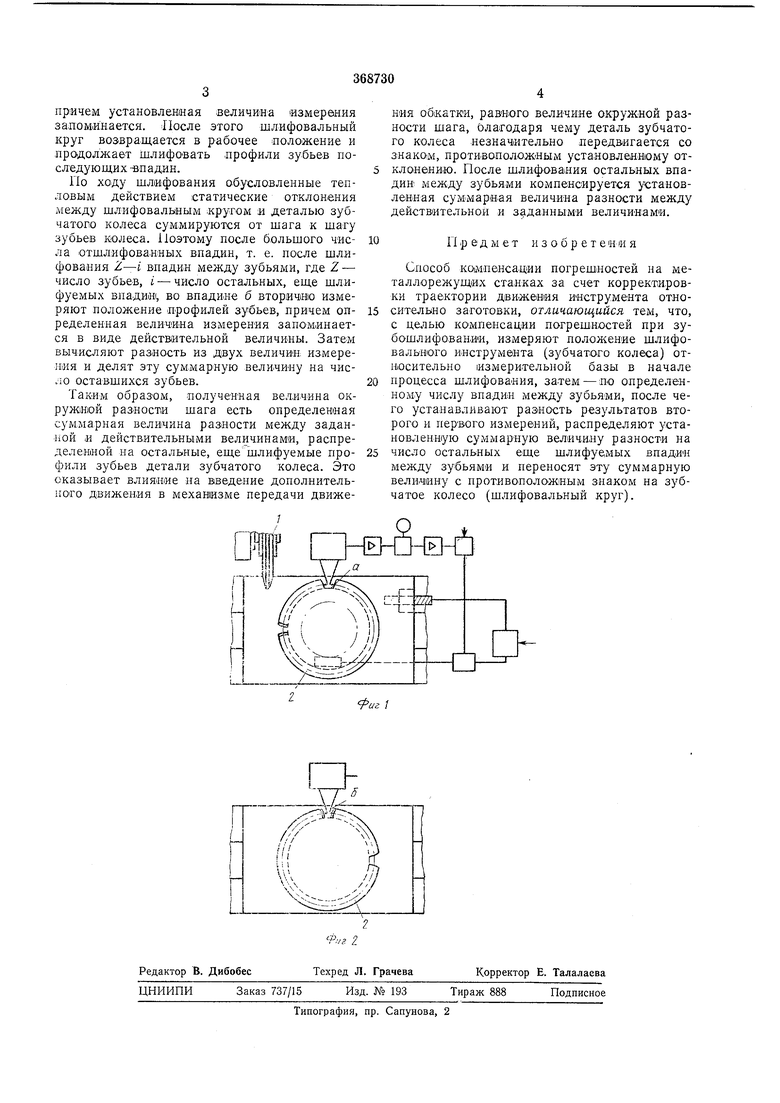
Иа фиг. 1 н 2 схематически изображено положение деталей при шлифовании первой и
второй впадин зубьев соответственно.
Г1ри шлифовании шлифовахчьный круг / находится во впадине между зубьями детали зубчатого колеса 2 и шлифует правые и левые профили зуба. При этом сообщают движение обка-тки, благодаря чему деталь зубчатого колеса обкатывается относительно шлифовального круга. После окончания шлифования нрофилей первой впадины а деталь зубчатого колеса перемещается к следующей
впадине, н процесс шлифовання повторяется
до тех пор, пока деталь зубчатого колеса не
совершит полного оборота и не отшлифуются
все профили зубьев.
При осуществлении способа шлифовальный
круг выходит из зацепления после шлифовки профилей зуба первой впадины, а и входит в зацепление со впадиной б менаду зубьямн. Здесь измеряют положение профилей зубьев.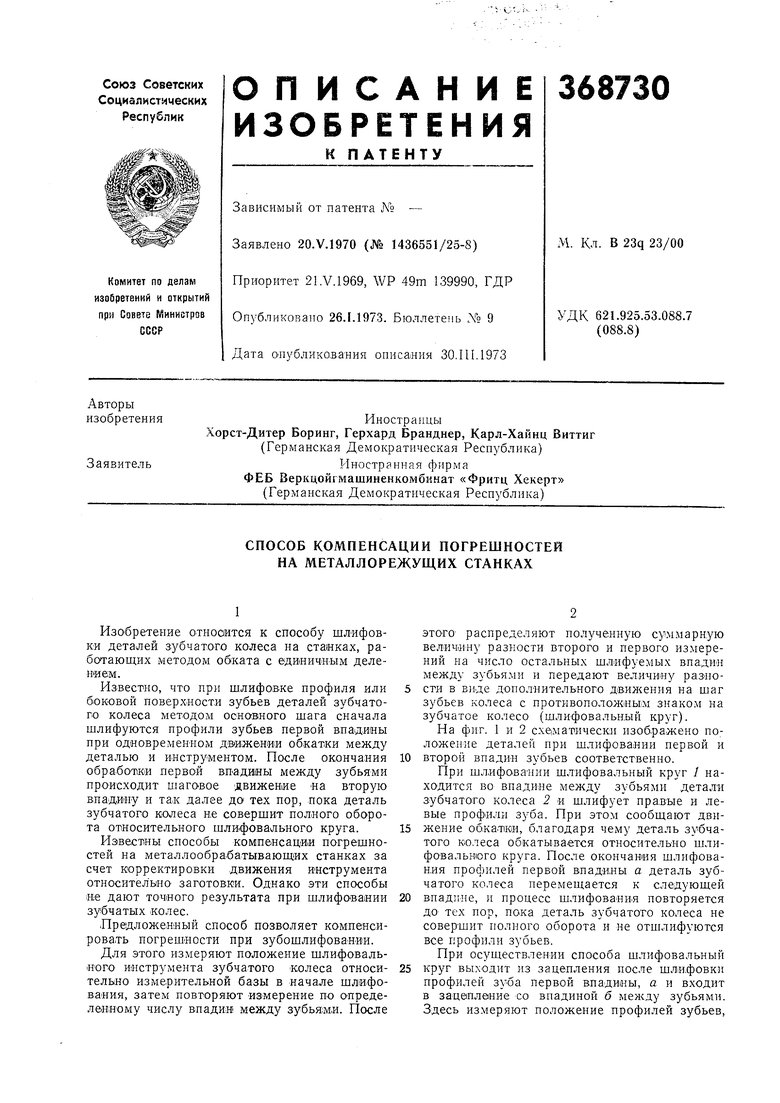
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КОМПЕНСАЦИИ ОШИБОК ПРИШЛИФОВАНИИ ПРОФИЛЯ ЗУБА ЗУБЧАТЫХ КОЛЕС НАСТАНКАХ, РАБОТАЮЩИХ ПО МЕТОДУ ЕДИНИЧНОГОДЕЛЕНИЯ | 1970 |
|
SU434642A3 |
| СПОСОБ ПРЕДОТВРАЩЕНИЯ ПЕРЕГРУЗОК, ВОЗНИКАЮЩИХ В ПРОЦЕССЕ ШЛИФОВАНИЯ НА ОБРАБАТЫВАЕМОЙ ДЕТАЛИ | 1994 |
|
RU2106235C1 |
| Способ ориентации зубчатого колеса на зубошлифовальных станках | 1984 |
|
SU1271688A1 |
| СПОСОБ ШЛИФОВАНИЯ КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2015 |
|
RU2613821C2 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2518818C2 |
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ КОЛЕС С КРУГОВЫМИ ЗУБЬЯМИ | 1999 |
|
RU2147976C1 |
| СПОСОБ И ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2542040C2 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС С КРУГОВЫМИ ЗУБЬЯМИ | 1999 |
|
RU2147977C1 |
| Способ наладки зубо- и шлицешлифовальныхСТАНКОВ | 1979 |
|
SU795777A1 |
| Резьбошлифовальный станок Ткачика | 1990 |
|
SU1754358A1 |
