1
Изобретение касается зубошлифовальных станков.
ПрИ шлифовании профиля зуба заготовок зубчатого колеса методом единичного деления шлифуется профиль впадины между зубьями при одновременном выполнении движения обкатки заготовки и инструмента относительно друг друга. После -завершения шлифования профиля .первой впадины между зубьями происходит деление для второй впадины и так далее - до того момента, когда заготовка зубчатого колеса завершает полный оборот относительно шлифовального круга. Процесс шлифования заготовки зубчатого колеса методом обработки по отдельным элементам путем обкатки начинается, таким образом, на профилях первой впадины менаду зубьями « оканчивается шлифованием профилей последней впадины между зубьями, при этом процесс шлифования, -как правило, занимает много времени.
В ходе этого процесса шлифования между шлифовальным кругом (или приспособлением для установления и крепления в нем шлифовального круга) и заготовкой зубчатого колеса (или приспособлением для установления и крепления в нем зубчатого колеса) появляются ошибочные статические смещения, которые
обусловлены, в первую очередь, температурными деформациями. Эти смещения при обмере заготоВКи зубчатого колеса от одной впадины между зубьями до другой впадины едва
различимы, так как обусловленные действием этого фактора ошибки меньше, чем точность иЗМерения измерительных приборов, а также меньше, чем величины рассеивания, вызываемые процессом шлифования и станком. Однако вследствие их суммирования они дают в
результате относительно большой разрыв при
делении между шлифуемыми последним и нервым зубьями на заготовке зубчатого колеса.
Для снижения этих влияний, как известно,
можно производить измерение заготовки зубчатого колеса после завершения процесса шлифования и возможные найденные ошибки снижать путем использования процессса дополнительной подшлифовки. Этот метод требует однако больших материальных расходов и много дополнительного времени.
Известны устройства для компенсации ошибок, которые присоединяются к червячному приводу, осуществляющему движение обкатки для корректирования движения приспособления, служащего для установления и крепления в нем заготовки, причем соответствующее значение величины корректирования определяется путем измерения ошибки, возникающей при работе червячного привода.
Целью изобретеиия является уменьшение погрешности, образующейся при делении между последним и первым шлифовальными зубьями заготовки зубчатого колеса.
Это достигается тем, что измерительное устройство в процессе измерения находится в зацеплении со шлифовальным инструментом или соответственно иосителем инструмента и заготовкой зубчатого колеса или носителем заготовки, а выход измерительного устройства связан с входом счетно-решающего устройства, снабженного запоминающим блоком. Прн этом выход счетно-решающего устройства связан с серволриводом, соединенным с механизмом обкаточного движения заготовки через дифференциальный механизм.
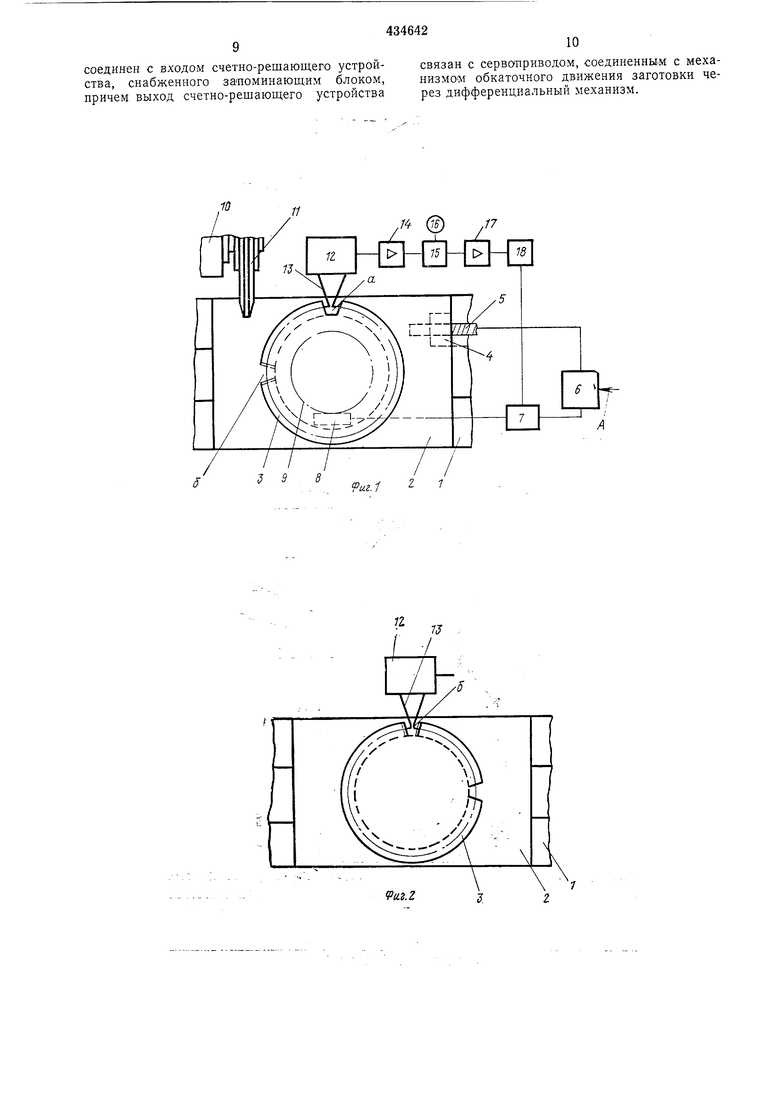
На фиг. 1 схематично изображены салазки, служащие для крепления заготовки на станке, предназначенном для шлифования ирофиля зуба, причем измерительное устройство расположено в станине станка, а элементы привода продольных салазок суппорта, а также устройство управления показаны в упрощенном виде; на ф|иг. 2 - то же, вид сверху, при другом положении салазок, служащих для креплеиия заготовки (элемеиты привода и устройства управления оиущеиы); на фиг. 3 - то же, в,ид сверху, причем к салазкам, служащим для крепления заготовки, примыкает измерительное устройство (элементы привода и устройства управления опущены); на фиг. 4 - то же, вид сверху, с измерительным устройством, расположенным в станине станка и предназначенным для изменения положения шлифовального инструмента и салазок, служащих для крепления заготовки (элементы привода и устройства управления опущены).
На не показанной на чертеже станине станка, предназначенного для шлифования профиля зуба, в направляющих 1 установлены слул ащие для креплеиия в них заготовки салазки 2, имеющие возможность перемещаться. Эти салазки несут па себе круглый стол (на чертеже не показан), служащий для приема заготовки зубчатого колеса 3, которую необходимо шлифовать. Между зубьями этой заготовки имеются две впадины а и б, причем профили впадины б между зубья.м,и в процессе шлифовапия получают смещение (положение этой впадины без ошибок показано на чертеже в виде густо заштрихованного уча стка).
Салазки 2, служащие для крепления заготовки, включая круглый стол, получают свое движение от привода, который выполнен следующ-им образом. Сбоку от салазок 2 крепится гайка 4, в винтовую нарезку которой входит вал 5 с винтовой нарезкой, расположенный в станине станка, предназначенного для шлифования нрофиля зубьев так, что в осевом направлении он не может смешаться и
связан с (или несколькими) приводами 6 с переменными зубчатылш колесами. С помощью привода б с переменными зубчатыми колесами .может быть получено движение Л для выполнения процесса обкатки. Далее этот привод связап с дифференциальным приводом 7, который выполнен в виде планетарной передачи, и на приводном валу которого па салазках 2 располагается .имеющий
направление вдоль оси червяк 8, который может смещаться. Червяк 8 находится в зубчатом зацеплении с червячным колесом 9, которое .крепится на не показанном на чертеже круглом столе сала.зок 2.
На шлифовальной бабке 10 крепится шлифовальный круг 11, имеющий форму двойного конуса и предназначенный для шлифования профиля зуба заготовки зубчатого колеса 3. По первому примеру исполнения устройства
в станине станка (см. фиг. 1 и фиг. 2) предусмотрено измерительное устройство 12, служащее для из;мерения положения профиля зуба, чувствительный элемент 13 которого может вводиться во впадины между зубьями заготовки зубчатого колеса 3 в определенном положении по ходу движения обкатки. Результат измерения измерительного устройства 12 через усилитель 14 подается па вычислительную машину 15, имеющую запоминающее
устройство, в котором может быть заранее задана постоянная величина 16. Выход вычислительной машины 15 с помощью другого усилителя 17 связан с сервоприводом 18, который связан с дифференциальным приводом 7.
Во время процесса шлифования шлифовальный круг И находится во впадипах заготовки зубчатого колеса 3 и шлифует соответственно правые и левые профили зубьев по ходу различных движений обкатки. Движение обкатки салазок 2, служаших для крепления на них заготовки, передается при этом через шпиндель 5 с винтовой нарезкой гайки 4 ходового винта салазок 2, а также через червяк 8 к червячному колесу 9 круглого стола, в результате чего заготовка зубчатого колеса 3 совершает движение обкатки по отношению к шлифовальному кругу И. Носле то.го как профили первой впадины а между зубьями отшлифованы, происходит следующее деление
заготовки зубчатого колеса с помощью не показанных на чертеже средств для следующей впадины между зубьями, и -процесс шлифования повторяется до тех пор, пока заготовка зубчатого колеса 3 не совершит полный оборот относительно своей оси и не отшлифованы все впадины между зубьями.
Носле шлифования профилей первой впадины а между зубьями шлифовальпый круг 11 выходит из рабочего положения, а щупы
измерительного устройства 12 вводятся в контакт с поверхностью впадины а между зубьями (см. фиг. 1). Выполняется измерение положения профилей зубьев, причем полученный результат измерения как заданная величина
передается через усилитель 14 на вычислительную машину 15 и фиксируется в ее запоминающем устройстве.
Затем шлифовальный Круг 11 вновь возвращаетея в рабочее ноложение, и происходит процесс шлифования других профилей следующих впадин .между зубьями. В ходе процесса шлифования, как правило, появляются статистические смещения между шлифовальным кругом 11 (или приспособлением для установления и крепления в нем инструмента) и заготовкой зубчатого колеса 3 (или салазками 2, служащими для крепления в них заготовки), обусловленные температурными деформациями, которые суммируются от одного деления заготовки для обработки зуба к другому. Поэтому по прохождении большого количества числа впадин между зубьями во впадине б между зубьями (см. фиг. 2) включается второй измерительный процесс. Эго происходит после прошлисЬовки Z-i впадин между зубьями, причем Z представляет собой число зубьев (или число впадин между зубьями) заготовки зубчатого колеса 3, а ( представляет собой число впадин между зубьями, которые еше нужно шлифовать (например, ). Полученная при эгом величина измерения подается в качестве фактической величины через усилитель 14 на вычислительную машину 15 и (Ьиксируется в ее заноминаюнтем устройстве. Число i оставшихся впадин между зубьями заготовки зубчатого .колеса 3, которые необходимо еще шлифовать (в этом примере ) заранее задано вычислительной машине в качестве постоянной величины 16. Вычислительная машина 15 запрограммирована таким образом, что она по двум значениям измерений (заданному значению и фактическому значению) рассчитывает разницу и величину разницы делит на величину . Полученная таким образом дифференциальная величина ппедставтяет собой найденную величину разницы между заданным значением и фактическим значением, распределенную па оставшееся число впадин между зубьями заготовки зубчатого колеса 3. которые еще нужно шлифовать.
Эта диффере щиальная величина разницы при делении в ходе последующего процесса шлифования оставшихся десяти внадип между зубьями после каждого процесса деления передается с вычислительной машины 15 через усилитель 17 на сервопривод 18, в результате чего дифференциальный привод 7 нолучает дополнительное движение деления. Поэтому заготовка зубчатого колеса 3 ПОЛУчает незначительное движение поворота-деления со знаком, противоположным найденному отклонению между заданной величиной н фактической величиной. После окончания ш./тифования оставшихся еще t впадин между зубьями вся найденная величина разницы между заданным значением и фактическим значением величины сводится на нет, в результате чего в значительной степени устраняется возможность появления скачка при
делении, ооус.чоилемного наличном смещеннн между щлнфовальны.м кругом И и заготовкой зубчатого колеса 3, воз икающих в процессе шлифования.
В первом примере исполнеиня устройства (см. фиг. 1 и 2) измерение заданной величины проводится в качестве первого процесса измерения сразу же после шлифования первой впадины а между зубьями. Также возможно осуществлять измерение заданной величины лишь после проведения измерения фактической величины путем последующего деления на +1 впадину зубьями до первой впадины а между зубьями.
Далее в первом примере измерительное устройство 12, предназначенное для определения положения заготовки зубчатого колеса 3, располагается в станине станка, служаnj.ero для щлифования профиля зубьев. Благодаря этому обеспечивается возможность проведения непосредственного измерения смещения заготовки зубчатого колеса 3. Так как однако измерение выполняется на шлифовальных впадинах между зубьями, то в результат измерения входит смещение щлифовального круга 11 (или приспособления, служащего для установления и крепления в нем шлифовального инструмента), причем это смещение не может быть онределено отдельно.
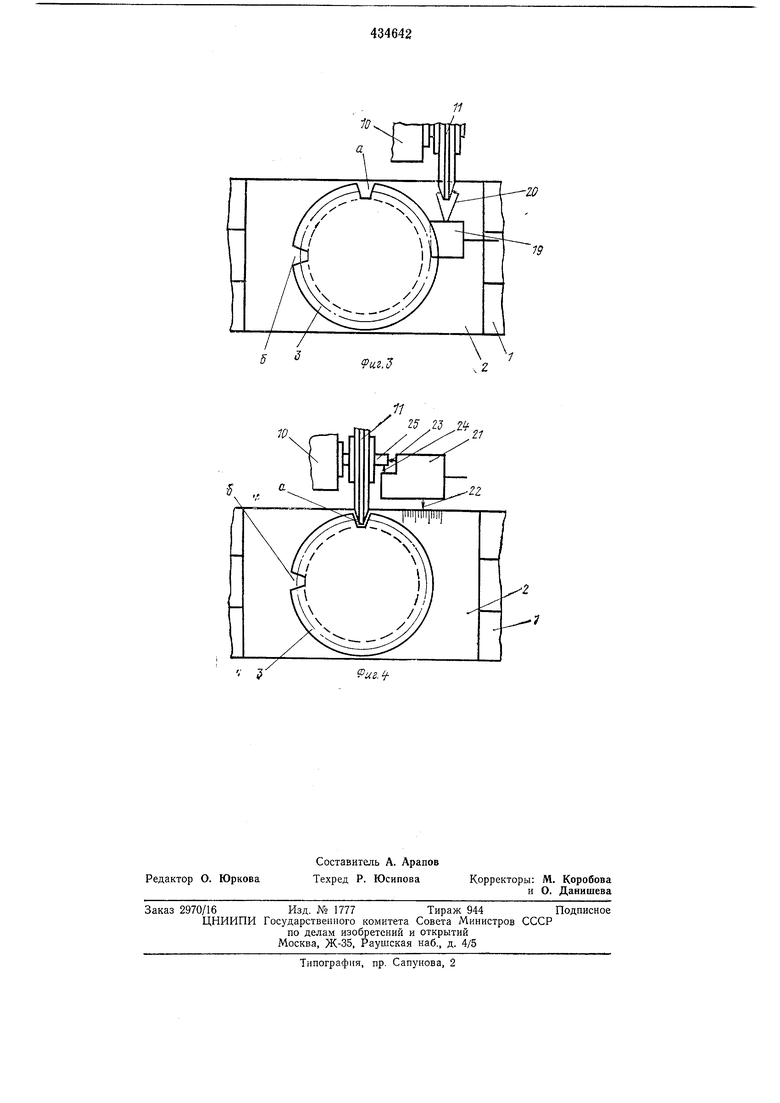
Отдельное определение смещения щлифовального круга 11 в ходе процесса щлифования возможно но второму примеру исполнения (ем. фиг. 3). В этом случае измерительное устройство 12 располагается около заготовки
зубчатого колеса 3 так, что оно может регулироваться н устанавливаться постоянно на салазках 2, служащих для крепления на них заготовки. Измерительное устройство 19 имеет щупы 20, которые в точках измерения могут касаться шлифовального круга 11. Измерительное устройство 19, как и в первом при мере исполнения (см. фиг. 1), связано через усилитель 14 с вычислительной машиной 15, а вычислительная машина через усилитель 17
связана с сервоприводом 18, который соединен с дифференциальным приводом 7 общего привода, обеспечивающего движение обкатки. Эта схема на фиг. 3 не показана. Принцип действия во втором примере исполнения аналогичен принципу действия, характерному для первого примера исполнения, при этом после щлифования лервой впадины а между зубьями шлифовальный круг 11 подается в положение в котором осуществляется измерение. При этом положение шлифовального круга 11 определяется с помощью щупов 20 измерительного устройства 19, причем измеренная величина фиксируется в запоминающем устройстве вычислительной машины 15 в качестве заданной величины. Затем шлифуются Z - i впадин между зубьями, и шлифовальный круг 11 вновь подается в положение, в котором осуществляется измерение. Полученная теперь величина измеречия запоминается в качестве фактической велич.ипы в вычислительной машине 15. Оба зафиксированных в запоминающем зстройстве значения аналогично тому, как это делалось в первом примере исполнения, обрабатываются в схеме таким образом, что заготовке зубчатого колеса 3 в процессе деления оставшихся i владин между зубьями сообщаются совсем малые вращательные движения деления. Аналогичным образом также и приспособлению, служащему для установления и крепления в нем инструмента со шлифовальным кругом 11, может передаваться соответствующее тангенциальное или радиальное дополнительное движение.
В третьем примере исполнения (см. фиг. 4) возможно фиксирование смещения шлифовального круга 11 и салазок 2, служащих для крепления на них заготовки зубчатого колеса, которое возникает в процессе шлифования. Для этой цели в станине станка, служащего для шлифования профиля зубьев, устанавливается измерительное устройство 21. С помощью измерительного щупа 22 -может быть измерено положение салазок 2, служащих для крепления в них заготовки. С помощью двух других измерительных щупов 23, 24 измерительного устройства 21 может .быть определено положение щлифовального круга 11, причем эти щупы касаются измеряемых поверхностей Шiпиндeля шлифовального круга 25, которые наиболее характерно определяют положение щлифовального круга 11.
Измерительное устройство 21, как и в первом примере исполнения, соединено с вычислительной машиной, а вычислительная мащина связана, в свою очередь, с сервоприводом 18, который соединен с дифференциальным приводом 7 общего привода, осуществляющего движение обкатки. Эта уже описанная схема на фиг. 4 не показана.
В этом третьем примере исполнения принцип действия также аналогичен принципу действия, характерному для первого примера исполнения. При этом после процесса шлифования или также во время процесса гнлифования первой впадины а между зубьями в определенном положении движения обкатки одновременно с помощью измерительного щупа 22 определяется положение салазок 2, служащих для крепления в них заготовки, и с помощью щупов 23, 24 - положение щлифовального круга 11. Соответствующне величины измерения с измерительного устройства 21 подаются в качестве заданных величин на вычислительную машину 15. После шлифования Z-1 впадин между зубьями с помощью измерительных щупов 22, 23, 24 измерительного устройства 21 вновь определяется положение салазок, служащих для крепления лаготовк и шлифовального круга 11, и полученные величи-ны измерения подаются в качестве фактических величин вычислительной мащине 5. По заданным и фактическим величинам обоих
процессов измерения вычислительная мащина 15 рассчитывает смещение шлифовального круга 11 относительно салазок 2, служащих для крепления на них заготовки, в ходе процесса щлифования Z- 1 впадин между зубьямн. Найденная величина разницы (отнесенная к делению заготовки зубчатого колеса 3 для одного зуба), как уже описывалось, обрабатывается в схеме таким образом, что заготовке зубчатого «олеса 3 во время процесса деления для оставшихся t впадин между зубьями сообщаются малые дополнительные движения.-Также возможно сообщать соответствующее тангенциальное или радиальное дополнительное движение приспособлению, служащему для установления и крепления в нем инструмента, со шлифовальным кругом П. Благодаря этому в значительной степени можно достичь компенсации найденных ошибочных смещений.
В выщеприведенных примерах исполнения определены заданные величины и фактические величины соответственно лишь в одном
процессе измерения на соответственно одной впадине между зубьями. Для того чтобы получить большую надежность измерений, измерения, служащие для определения заданной величины, а также фактической величины, могут быть выполнены во многих следующих последовательно одна за другой впадинах между зубьями или в соответствующих точках щлифовального круга 11 и салазок 2, служащих для крепления В них заготовки зубчатого колеса. Требуемый расчет соответствующих средних значений может быть выполнен также вычислительной мащиной 15. В примерах исполнения заготовке зубчатого колеса 3 было сообщено соответственно дополнительное
движение для компенсации ощнбок в виде дополнительного вращения.
Возможно сообщать дополнительное движение в виде перемещения через вал 5 с винтовой нарезкой. Аналогичное имеет силу и в
том случае, когда дополнительное движение может быть сообщено приспособлению, служащему для установления и крепления в нем заготовки.
Предмет изобретения
Устройство для компенсации ошибок при шлифовании нрофиля зуба зубчатых колес на
станках, работающих по методу единичного деления, имеющее измерительное устройство для онределения положения инструмента и заготовки, отличающееся тем, что, с целью уменьшения погрешности, образующейся при делении между последним и первым шлифовальными зубьями, измерительное устройство в процессе измерения связано с инструментом или носителем инструмента и заготовкой зубчатого колеса или носителем
заготовки, а выход измерительного устройства соединен с входом счетно-решающего устройства, снабженного запоминающим блоком, причем выход счетно-решающего устройства связан с сервоприводом, соединенным с механизмом обкаточного движения заготовки через дифференциальный механизм.
П @17
ЧЕ-ЁНБ-Н
5
. 1 2 7
7J
tZZ
10
/ г 2J 2
21
