Изобретение касается способов предотвращения термических перегрузок.
При изготовлении высококачественных деталей, таких как зубчатые колеса или другие обрабатываемые детали, имеющие специальные профили, повышается роль точной обработки, которая должна следовать за предварительной механической обработкой и закалкой, для обеспечения прецизионности и точности геометрической формы.
Очень часто в этом случае в качестве способа точной обработки используется шлифование. При этом снимается припуск, который возникает, с одной стороны, во время предварительной механической обработки перед закалкой и, с другой стороны, как следствие деформации при закалке в случае обработки закалкой зубчатых колес припуск составляет максимально от одной до трех десятых миллиметра.
В процессе шлифования в результате съема этого припуска должна возникать окончательная форма, для которой допускается наличие лишь частичных отклонений в несколько микрон.
С другой стороны, соображения экономичности требуют, чтобы термообработка или точная обработка проводились в предельно короткие сроки для получения максимального выпуска обрабатываемых деталей в расчете на станок и на единицу времени.
Эти встречные требования привели в прошедшие годы к развитию производительных технологий шлифования, при этом наряду с условными абразивными материалами (например, карборундом, электрокорундом высшего качества) применяются также алмазы и нитрид бора с кубическими кристаллами.
На практике процесс точной обработки проводится с относительно высокой объемной производительностью резания, то есть с максимальным количеством снятых кубических миллиметров припуска за секунду времени шлифования и в расчете на миллиметр ширины шлифовального круга. Однако граница возможностей оптимизации достигается там, где работа проводится с высокой подачей так, что шлифовальный круг создает на поверхности соприкосновения с обрабатываемой деталью высокие температуры, которые вызывают термические структурные изменения в обрабатываемой детали.
Специалисты говорят в этом случае о прижоге шлифования или о горячем прижоге и понимают под этим термическое повреждение обрабатываемой детали, которая в результате уходит в брак.
Прижог, возникающий при шлифовании, может быть вызван разными причинами. При этом наиболее часто встречающиеся причины - это непригодный для употребления шлифовальный круг, засорившийся в результате истирания шлифовальный круг, погрешности припуска и погрешности центровки, слишком большая подача, ошибки при сборке обрабатываемых деталей, недостаточное охлаждение.
Поэтому для промышленного производства контроль прижога шлифования является важным критерием качества.
Для этой цели часто используются способы травления, при этом выборочные пробные обрабатываемые детали подвергаются травлению в различных ваннах, чтобы сделать видимым возникшее в поверхностном слое изменение в структуре. Однако этот способ является дорогостоящим и не дает возможности проверить все обрабатываемые детали. Его можно использовать лишь после обработки, а проконтролировать обрабатываемые детали во время шлифования на наличие прижога невозможно.
Известен способ и устройство для определения термических перегрузок обрабатываемой детали [1] . При этом определяется повышение температуры на поверхности, подвергаемой процессу шлифования, и ее фактическое значение сравнивается с базовым значением. Базовое значение было определено при тех же параметрах процесса шлифования, выполняемого шлифовальным кругом, использование которого привело к возникновению прижога на эталонной обрабатываемой детали.
Процесс шлифования соответствующим шлифовальным кругом заканчивается, как только регистрируется повышение температуры, которая с учетом заданного безопасного расстояния соответствует критической температуре, вызывающей прижог. Поскольку определение температуры на обрабатываемой детали является трудным и неточным, предлагалось вместо повышения температуры, вызванного процессом шлифования, использовать обусловленное этим повышением изменение геометрической формы обрабатываемой детали. Однако для проведения этих эталонных замеров необходимо на обрабатываемых деталях крепить дорогостоящие измерительные приспособления, которые мешают обычным способом выявлять прижоги, возникающие при шлифовании, и не позволяют получать надежные результаты измерений.
Этот способ дает возможность выявить лишь уже возникший прижог, то есть констатировать наличие повреждений, но с его помощью нельзя предотвратить возникновение прижога.
В основу изобретения положена задача усовершенствовать способ предотвращения термических перегрузок, возникающих в процессе шлифования на обрабатываемых деталях, согласно ограничительной части основного пункта 1 формулы изобретения таким образом, чтобы надежно определить прижог, возникающий при шлифовании.
Задача решается с помощью способа с отличительными признаками основного пункта 1 формулы изобретения.
При исследовании было установлено, что независимо от качества шлифования, производится ли оно резанием или трением, вся приложенная механическая энергия всегда преобразуется в термическую энергию. Почти вся подведенная к системе шпинделя металлообрабатывающей машины энергия в форме энергии привода преобразуется в процессе шлифования в термическую энергию и должна быть поглощена обрабатываемой деталью.
Возникающий шлифовальный прижог имеет последствия в форме преобразования слишком большого количества механической энергии в термическую энергию в единицу времени и применительно к обрабатываемой поверхности.
Особые трудности представляет шлифование зубчатых колес. При этом за каждую операцию шлифования шлифуются соответственно две боковые стороны, принадлежащие двум различным, расположенным друг около друга, при этом обе образуют впадину между зубьями.
Для отдельной боковой поверхности зуба существует максимально выдерживаемая температура поверхности в зависимости от позиции и, следовательно, максимальная выдерживаемая мощность потерь.
Поэтому для определения шлифовального прижога или риска его образования следует замерять и оценивать количество преобразованной энергии. При этом следует определить распределение энергии соответственно между обеими одновременно шлифуемыми боковыми поверхностями соседних зубьев. С помощью этого легче выявить возникновение термических повреждений и при неравномерном распределении припуска и вытекающей из этого неравномерности в развитии температуры на обеих шлифуемых боковых поверхностях зубьев.
Для обеих одновременно обрабатываемых боковых поверхностей зубьев определяют количество преобразованной термической энергии. При этом следует установить, как распределяется подведенная энергия по обеим боковым поверхностям зубьев.
Важным является не величина подводимой энергии, а ее максимальное значение, которое возникает на соответствующей боковой поверхности зуба. Если замеренная термическая энергия превышает заданное пороговое значение, то следует сделать заключение о наличии шлифовального прижога. Если же при заранее заданной подаче измеренная энергия все еще четко находится ниже порогового значения, то подачу можно увеличить. Если же подача отрегулирована так, что величина риска находится все еще ниже порогового значения, то при прочих хороших условиях (хороший круг, незначительные проблемы с припуском) можно работать с высокой подачей.
Ориентация подачи осуществляется по состоянию шлифовального круга, а регулировка происходит при этом постоянно в соответствии с припуском.
Согласно изобретению для установления наличия израсходованной энергии определяется число оборотов шпинделя. Отсюда можно вычислить энергию узла привода.
Посредством постоянного комплексного определения риска возникновения шлифовального прижога можно достичь оптимизации подачи, которая ведет к надежному предотвращению возникновения шлифовального прижога.
Прижог шлифования возникает в первую очередь, по причине слишком высокого давления во впадине и вследствие слишком высокой подачи при черновой обработке относительно фактического свойства шлифования круга и фактического припуска.
Повышенное давление вызывает повышение температуры выше критического порога. При проведении измерений оказалось, что повышение давления и повышенный риск образования прижога шлифования возникают по направлению к отшлифованному концу впадины. В частности, этот феномен возникает в последней четверти впадины. Сводится это к эффектам аккумуляции при повышении температуры во время шлифования.
Энергия, которая во впадине зуба в процессе шлифования преобразуется в термическую энергию, определяется, в основном, припуском и усилием шлифования шлифовального круга.
Температура же определяется количеством потребленной энергии в расчете на время и площадь.
Время определяется подачей, в то время как поверхность шлифования является постоянной величиной.
Постоянство площади не дается только тогда, когда погрешность шага в зависимости от того, насколько соосно шлифовальный круг позиционируется во впадине зуба) настолько велика, что одна сторона профиля зуба частично или полностью остается нешлифованной. Но тогда другая боковая поверхность имеет соответствующий высокий припуск.
Погрешность шага получается в зависимости от того, насколько соосно шлифовальный круг позиционируется во впадине зуба.
Затраты энергии применительно ко времени выражаются в сокращении числа оборотов приводного шпинделя и в изменении тока шпинделя.
Если же дополнительно замеряется ток делительной головки, то говорят о распределении припуска на обеих только что обработанных боковых поверхностях зубьев. Если имеет место погрешность шага, то тогда энергия будет преобразовываться несимметрично на боковых поверхностях зуба, и одна боковая поверхность зуба будет более горячей, чем другая.
Припуск или же распределение припуска представляет собой особенно критический фактор прижога шлифования.
С помощью названных выше взаимосвязей становится возможным произвести расчет величины риска возникновения прижога шлифования и при указании пороговых значений расчет выявления прижога шлифования в процессе его возникновения.
Установленные числа оборотов могут регистрироваться с помощью индуктивного датчика или датчика импульсов вращения. Любой другой вид определения числа оборотов, (например, тахогенераторы, сельсин-датчики и т.д.) может также найти свое применение.
Ток двигателя делительной головки может замеряться через шунтирующее сопротивление или через параллельно включенное сопротивление в регулировочном блоке электродвигателя, осуществляющего привод делительной головки.
Сигналы, указывающие скорость вращения, при вхождении шлифовального круга во впадину зуба претерпевают сильное уменьшение. Это снижение числа оборотов может составлять до 8% от числа оборотов холостого хода. Затем скорость вращения достигает стабильного значения в течение времени обработки во впадине. При выходе из впадины зуба число оборотов увеличивается и достигает в конце концов числа оборотов холостого хода. Эта характеристика скорости вращения повторяется при обработке каждой впадины зуба.
Выявление прижога шлифования опирается здесь, в основном, на стабильное значение числа оборотов внутри впадины зуба. Таким образом, могут устанавливаться разновидности прижога шлифования в конце впадины зуба или по всей впадине зуба.
Для ситуации с прижогом шлифования у входа во впадину следует проанализировать градиент сигнала числа оборотов у входа во впадину зуба. Чем круче спад характеристики, тем выше припуск или же тем несимметричнее происходит распределение припуска.
Следующий сигнал, который следует привлечь для выявления риска возникновения прижога шлифования, в частности, при обработке зубчатых колес, - это ток двигателя делительной головки. Обозначенный здесь ток двигателя - это ток, который необходим для приведения во вращение оси делительной головки во время шлифования косых зубьев.
Анализируется зона внутри впадины зуба. Ток двигателя изменяется за счет разницы припусков между левой и правой боковой поверхностью зуба, которая приводит во вращение шлифовальный круг в направлении, совпадающем с направлением вращения оси делительной головки или в направлении, встречном направлению вращения делительной головки.
В соответствии с асимметрией боковых поверхностей зубьев или же с асимметричным износом шлифовального круга появляется необходимость в большем или меньшем количестве тока, для поддержания правильного угла шлифования.
Делительная головка, выполняющая функцию приспособления для крепления обрабатываемой детали, служит одновременно средством для восприятия запускаемого момента.
Для предотвращения возникновения ошибочных воздействий по причине колебаний напряжения сети привлекается ток двигателя приводного шпинделя в качестве другого параметра влияния. Если появляется спад числа оборотов, вызванный колебаниями напряжения сети, то с помощью тока двигателя приводного шпинделя можно также учесть и изменение мощности. Без этого дополнительного учета на основании более низких значений числа оборотов может быть сделано ошибочное заключение о высокой степени преобразования энергии, и вследствие этого без надобности была бы уменьшена подача.
Непрерывно регистрируемые параметры влияния - ток двигателя и число оборотов - управляют внутри станка подачей приводного шпинделя. При этом подача осуществляется всегда таким образом, что установленные и вычисленные значения всегда свидетельствуют о преобразованной энергии ниже заранее заданного порогового значения. При этом подача может регулироваться индивидуально таким образом, что преобразованная энергия проходит на некотором гарантированном расстоянии ниже порогового значения приблизительно на одинаковом удалении от него.
Если же наступает увеличение преобразованной энергии, то подача снижается в соответствии с этим увеличением энергии, так что не происходит превышения порогового значения.
В результате в обрабатываемой детали не возникает прижога шлифования, и обрабатываемая деталь может проходить последующую обработку без всяких ограничений.
Продолжительность обработки увеличивается за счет уменьшенной подачи, но обрабатываемая деталь не отбраковывается из-за прижога шлифования. Таким образом, при необходимости можно уменьшить подачу до заранее заданного минимального значения.
Опыт работы, однако, показал, что загрязненные и пораженные прижогом шлифования шлифовальные круги спустя некоторое время могут самоочищаться с помощью обрабатываемых деталей. Шлифовальные круги, которые однажды уже стали причиной образования прижога или попали в круг продукции с прижогом шлифования, могут таким образом снова стать шлифовальными кругами с нормальными рабочими параметрами. После этого при проведении непрерывного контроля подача приводного шпинделя после происшедшего самоочищения может быть снова увеличена и приближена к пороговому значению.
Реализация полученных знаний о состоянии прижога шлифования на обрабатываемой детали может быть осуществлена в виде множества вариантов.
С одной стороны, можно предупреждать непосредственно оператора шлифовального станка о том, что обрабатываемая деталь подверглась прижогу шлифования. Можно также сразу указать, к какой детали это относится. Для этой цели могут быть предусмотрены оптические индикаторные устройства, например, в форме светящихся диодов, шкал с индикацией жидкими кристаллами, экранов или прочих подобных средств.
В качестве предупреждения могут быть предусмотрены предпочтительным образом также акустические индикаторные средства, которые указывают оператору на необходимость наблюдения, например, за оптическими индикаторными средствами.
Индикаторное устройство может быть выполнено следующим образом.
На дисплее предусмотрены шкалы для каждого зубчатого колеса и одна шкала для индикации состояния шлифовального круга. Каждая шкала имеет индикаторы экстремальных значений, которые показывают величину прижога шлифования на зубчатом колесе.
Эта информация для каждой оправки, несущей зубчатое колесо, перед началом шлифования сбрасывается и заполняется к концу шлифования. В конце шлифования оператор по пороговому значению может видеть, какие колеса имели прижог, а какие нет. Посредством замера симметрии с помощью тока двигателя делительной головки и, опираясь на отклонение числа оборотов, можно определить критерий состояния шлифовального круга.
Этот критерий может быть также индицирован. Оператор, обслуживающий станок, может отсортировать пораженные прижогом зубчатые колеса, которые выводятся из технологического процесса последующей обработки. Таким образом, можно избежать последующих рекламаций по поводу качества установленных в коробке передач зубчатых колес в связи с прижогом.
В результате можно избежать раздражения и расходов, связанных с рекламациями, а впоследствии и высоких расходов, связанных с ремонтом.
Дополнительно к выдаче на дисплей полученные данные и анализ этих значений протоколируются во встроенном запоминающем устройстве. Это запоминающее устройство имеет предпочтительным образом отдельную уравнительную батарею, так что и при обесточивании обрабатывающего станка есть гарантия сохранения данных.
В протоколе регистрируются, например, дата, время и результаты проведения контроля для каждой оправки, несущей зубчатые колеса, которые дополнительно в любое время могут быть вызваны.
Вместо индикации на дисплее можно установить также упрощенное индикаторное устройство в форме светящихся диодов. При этом зеленый светящийся диод индицирует состояние "прижог шлифования отсутствует", а красный светящийся диод состояние "прижог шлифования присутствует".
При использовании названных выше методов индикации следует учесть, что могут появиться обработанные детали с прижогом шлифования. В этом случае эти обработанные детали отсортировываются оператором обрабатывающего станка и не попадают на стадию последующей обработки. Однако предпочтительным образом следует полностью избегать возникновения прижога.
Для этой цели следует прочитать критерий риска возникновения прижога шлифования. Бели этот риск при заданной подаче лежит четко ниже критического порогового значения, то подача может быть увеличена. Критическое пороговое значение показывает, с какого момента возникает опасность возникновения прижога шлифования.
Система регулировки работает в обрабатывающем станке следующим образом. Сначала в обрабатывающем станке устанавливают новую укомплектованную зубчатыми колесами оправку. Новая подача, рассчитанная на эту оправку, ориентируется по установленной подаче последней оправки, но сначала устанавливается только половинное значение этого значения. Затем впадина по всем смонтированным зубчатым колесам проходит черновую обработку. Подача, которая ориентирована на поглощенные во впадинах зубьев значения и соотнесена с имеющимся расстоянием до критического порогового значения, увеличивается или при необходимости уменьшается для того, чтобы обрабатывающий станок работал по возможности на минимальном расстоянии ниже критического порогового значения. Отсюда вытекает короткая продолжительность обработки отдельных обрабатываемых деталей. Согласование подачи с более высокими или же с более низкими значениями повторяется от одной впадины зуба до другой впадины зуба и рассчитывается соответственно по полученным значениям.
С помощью этой регулирующей системы ориентируются на соответствующее состояние шлифовального круга применительно к каждой оправке. При этом с соразмерной осторожностью движутся к критическому пороговому значению и пороговому значению, индицирующему прижог шлифования, и регулировку производят таким образом, что учитывается различное распределение припусков по боковым поверхностям зуба одной впадины зуба.
С помощью оптимально высокого значения подачи, которое учитывает все фактически имеющиеся в наличии параметры, можно явно увеличить пропускную способность обрабатываемых деталей. При этом одновременно происходит 100%-ный контроль наличия прижога шлифования, так что обрабатывающие станки не выдают брака. Поэтому и потери материала равны приблизительно нулю. С помощью регулирующей системы учитывается возможность очищения шлифовальных кругов так, что после уменьшения подачи по причине загрязненного шлифовального круга подача может быть снова увеличена после самоочищения круга.
Круг остается в пользовании, его можно продолжать использовать, не надо заменять и удалять, а можно продолжать его применять в процессе производства. Этот аспект также ведет к уменьшению расходов, при этом обрабатываемые детали не подвергаются опасности прижога шлифования.
Замер потребления электроэнергии делительной головкой или эквивалентного сигнала, по которому можно сделать заключение о подаваемом на укомплектованную обрабатываемыми деталями ведущую оправку крутящем моменте, ведет к получению критерия для асимметрии распределения припуска на обеих боковых поверхностях зубьев во впадине зуба.
Причиной возникновения прижога шлифования является преобразование слишком большого количества кинетической энергии в термическую энергию. Так как термическая энергия, вводимая в обрабатываемую деталь, на обрабатываемых деталях или на обрабатывающем инструменте либо совсем не может замеряться, либо может замеряться только с очень большими затратами, то почти безынерционный замер присутствующей в данный момент кинетической энергии приводного шпинделя является соответствующим фактором оценки.
Кинетическая энергия приводного шпинделя складывается из энергии вращения двигателя шпинделя и приводного шпинделя и из электрической мощности, которая превращается в двигателе в нужный момент в кинетическую энергию.
Величина преобразованной кинетической энергии отражается на боковых поверхностях зуба непосредственно через градиент спада числа оборотов. Поэтому число оборотов приводного шпинделя должно замеряться и оцениваться.
Для этой цели в качестве предпочтительного метода можно оценивать импульсы вращения, исходящие от приводного шпинделя. Для этой цели на верхней части корпуса шпинделя может быть размещен магнитный чувствительный элемент, который может замерять периодическое вращение закрепленных на шпинделе элементов. Такими элементами могли бы быть размещенные на шпинделе резьбовые соединения. Отсюда можно рассчитать интервалы вращения.
Каждое изменение трения во впадине зубьев и, тем самым, каждое изменение преобразования мощности отражает мгновенное число оборотов.
Преобразованная энергия распределяется на обеих боковых поверхностях зубьев, которые как раз находятся в обработке. Как она распределится в соответствующий момент, можно определить по электрическому току делительной головки.
Делительная головка в качестве компонента станка вращает укомплектованную обрабатываемыми деталями оправку, в то время как шлифовальный шпиндель перемещается вдоль.
В зависимости от асимметрии припуска, боковые поверхности зубьев зубчатого колеса стремятся способствовать или воспрепятствовать вращению делительной головки.
Привод главной оправки стремится устранить способствование вращению или замедление его и использует для этого тормозящий или ускоряющий момент. Он выражается в величине и полярности воспринимаемой делительной головкой мощности.
Таким образом, воспринимаемый делительной головкой электрический ток является критерием для асимметрии в подводе энергии к обеим шлифуемым боковым поверхностям зуба.
Более точные значения тормозного или ускоряющего момента могут предложить тензометрические датчики, установленные на кронштейне подшипника делительной головки. Они не находятся под влиянием обусловленного регулировкой гистерезиса. Это имеет силу в равной степени и для валика для измерения момента, который может размещаться между делительной головкой и главной оправкой. Этот измерительный валик создает крутящий момент в качестве критерия для асимметрии подвода энергии к шлифуемым боковым поверхностям.
Риск появления прижога шлифования выражается в основном двумя способами: во-первых, медленно, при этом активная поверхность шлифовального круга уменьшается. Это происходит оттого, что промежуточное пространство между осколками, заложенными в шлифовальный круг, забивается истираемым материалом. Этот процесс происходит совершенно случайно за счет распределения осколков и может быть вызван погрешностями припуска. Однако он обратим, если дать время кругу для отдыха и очищения.
Необходимым процессом очищения является, например, процесс шлифования с малой подачей. Он происходит медленно, как правило, для осуществления очистки требуется более 20 боковых поверхностей зубьев.
Во-вторых, существенным для риска образования прижога шлифования является быстрый способ. Каждая боковая поверхность зуба имеет погрешность припуска, которая вызывает сильное торможение приводного шпинделя при входе шлифовального круга во впадину зуба.
Для этого случая изменение энергии вращения приводного шпинделя привлекается в качестве определяющей величины и сравнивается с эталонным градиентом скорости вращения для определение риска образования прижога шлифования. Если скорость вращения при входе во впадину зуба особенно сильно уменьшается, то это является показателем начинающегося прижога шлифования в зоне начала впадины зуба.
Иногда прежде всего в случае экстремально косых зубьев при сильно изношенном шлифовальном круге приводной шпиндель и обрабатываемый зуб не выдерживают.
Число оборотов больше не изменяется линейно, а изменяется экспоненциально вниз. Процесс шлифования начинается с замедлением. И в этом случае для предотвращения возникновения прижога помогает лишь непосредственное уменьшение подачи. Ток двигателя приводного шпинделя зависит от размеров зуба и зубчатого зацепления.
Погрешности припуска и истирание шлифовального круга вместе представляют собой фактор риска. Посредством регулирования скорости подачи этот риск может удерживаться ниже критического порога, начиная с которого появляется прижог. Подача же не ориентируется более на компромисс допускаемой вероятности выхода из строя и границы экономичности, а ориентируется на состояние шлифовального круга и зубчатого колеса в настоящий момент.
Приводной шпиндель при хорошей производительности шлифования берет мало энергии, в то время как при низкой производительности шлифования имеет место большое потребление энергии.
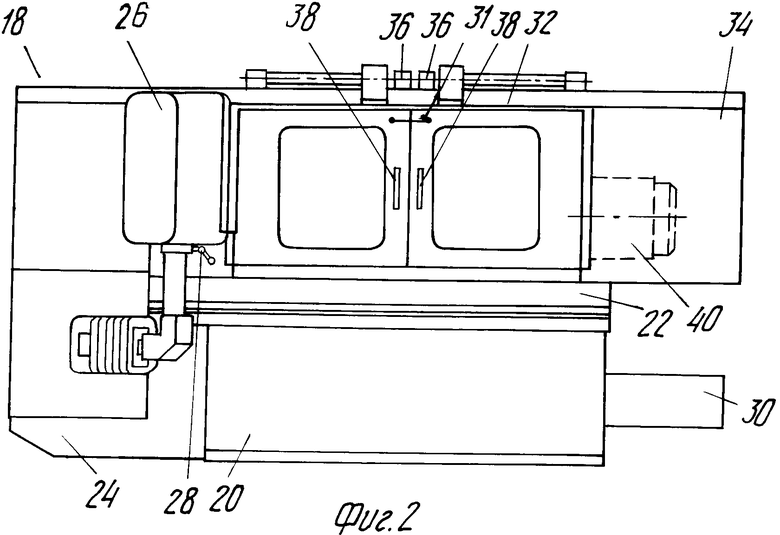
На фиг. 1 схематично изображено шлифовальное приспособление; на фиг. 2 - вид спереди на шлифовальный станок; на фиг. 3 - крепление обрабатываемых деталей; на фиг. 4 - вид сбоку на систему шлифовального станка, состоящую из делительной головки и шлифовальной головки; на фиг. 5 - вид спереди на шлифовальную головку.
При шлифовании зубчатых колес используется преимущественно шлифование методом продольной подачи с помощью однопрофильного шлифовального круга. В противоположность способу шлифования, использующему шлифовальные круги, имеющие контур, в котором на шлифовальном круге размещено рядом друг с другом множество профилей, однопрофильный шлифовальный круг имеет лишь профиль, который должен быть выполнен в шлифовальном зубчатом колесе соответственно между двумя зубьями.
Схематичное изображение подобного однопрофильного шлифовального круга можно видеть на фиг. 1.
На фиг. 1a представлено зубчатое колесо 2, у которого для лучшей наглядности показаны только два зуба 4 и 6.
Следует указать, что с помощью однопрофильного шлифовального круга 16 следует шлифовать впадину 14 зуба, образованную противолежащими боковыми поверхностями 8 и 10 зубьев, а также расположенное между ними дно 12 впадины зуба. Форма наружного контура этого шлифовального круга соответствует форме внутреннего контура шлифуемой впадины 14 зуба.
На фиг. 1b в перспективном изображении представлено зубчатое колесо 2, у которого показаны для лучшей наглядности также только два зуба 4 и 6. Подлежащая обработке поверхность шлифования изображена на фиг.1b заштрихованной. Во время процесса шлифования зубчатое колесо 2 размещено на крепежном приспособлении 17 (главная оправка), которое относится к шлифовальному станку, как это представлено на фиг.2. Посредством шлифования заштрихованной на чертеже поверхности шлифования ее температура повышается, что может привести к термическим структурным изменениям в поверхностном слое обрабатываемой детали, если эти повышения температуры превысят определенные граничные значения.
На фиг. 2 показан обычный узел 18 шлифовального станка, применяемый для шлифования зубчатых колес.
На станине 20 станка размещен стол 22 станка. Консоль 24 распределительного шкафа имеет пульт управления, снабженный рукояткой 28 с клеммовым закреплением, с помощью которой пульт 26 управления может быть переставлен в соответствии с индивидуальными потребностями оператора. Такой пульт 26 управления может содержать предложенные выше устройства для индикации прижога шлифования, благодаря чему оператор всегда своевременно получает актуальную информацию о состоянии обрабатываемых деталей после шлифования.
Подъемное гидравлическое устройство 30 позволяет осуществлять перестановку стола 22 станка. Доступ к закрытому кожухом рабочему пространству станка 18 оператор получает через фронтальные раздвижные двери 31, которые так же, как и двери для автоматической загрузки 32 относятся к кожуху станка. Двери для автоматической загрузки 32 приводятся в движение пневматическими цилиндрами 36, в то время как раздвижные двери 31 можно открыть посредством ручек 38.
На фиг. 2 схематично представлено крепление делительной головки 40 на узле 18 станка. Делительная головка 40 выступает в зону обработки станка и несет там обрабатываемую деталь или главную оправку с закрепленными на ней подлежащими обработке деталями (зубчатыми колесами) (не показана).
Устройство, несущее обрабатываемые детали, показано на фиг.3. Делительная головка 40 имеет центр 42, который вставляется в гнездо основной оправки 44. На противоположной стороне основная оправка 44 удерживается центром 46 задней бабки. Задняя бабка с центром 46, а также делительная головка 40 с центром 42 соответствуют тем формам выполнения, которые известны специалисту в этой области.
На основной оправке 44 размещено множество зубчатых колес 2. В зависимости от формы обрабатываемых деталей следует подогнать друг к другу и установить центр 46 задней бабки и центр 42 делительной головки. Во время процесса обработки основная оправка 44 проворачивается делительной головкой дальше соответственно на одну впадину зуба, причем необходимо, чтобы также и впадины зубьев, расположенные рядом друг с другом, обрабатывались непосредственно друг за другом. И более того, по причинам, связанным с обрабатывающим станком, также и обработка дна впадин между расположенными дальше друг от друга зубьями может происходить последовательно.
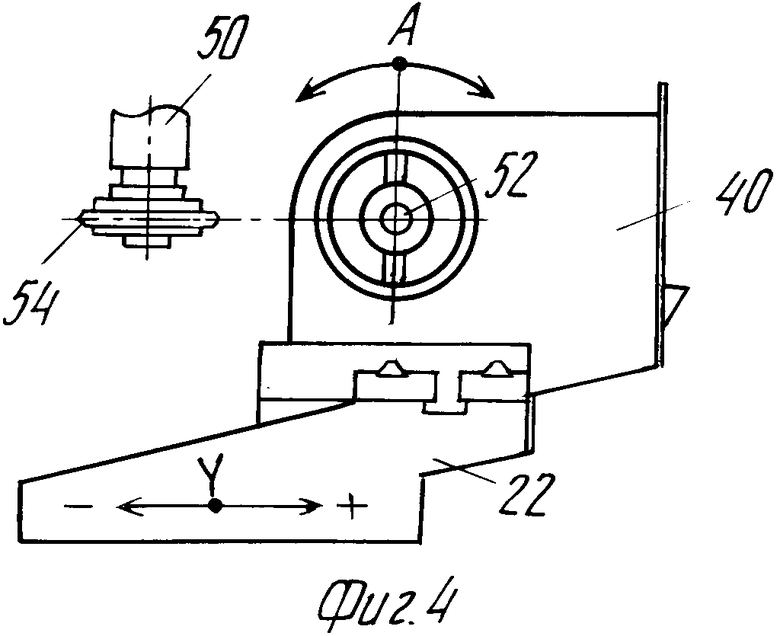
На фиг.4 показаны возможности перестановки делительной головки 40, в то время как на фиг.5 представлены установка шлифовальной бабки 50 и возможности ее перестановки. Таким образом, на фиг.4 показан вид сбоку на делительную головку 40.
Шпиндель 52 делительной головки может при этом выполнять поворотное движение вокруг оси A, а именно на определенное угловое значение влево (-) и вправо (+). Данный вид показан в направлении (+X) согласно фиг.5 на шпиндель делительной головки. По оси Y можно перемещать стол 22 станка, на котором закреплена делительная головка 40. При этом перемещение стола в направлении (+) означает отвод шлифовальной бабки 50 от обрабатываемой детали, в то время как перестановка в направлении (-) означает врезание шлифовальной бабки 50 в обрабатываемую деталь на глубину шлифования.
Размещение шлифовальной бабки 50 с шлифовальным кругом 54 представлено на фиг. 4 схематично, в то время как на фиг.5 изображена шлифовальная бабка (вид спереди). Шлифовальную бабку 50 с помощью рукоятки 56 можно перемещать по высоте и, используя очень точное деление, устанавливать ее точно на обрабатываемую деталь. Имеются также возможности перемещения, которые позволяют смещать всю каретку 58 шлифовальной бабки станка 18 или же поворачивать шлифовальную бабку 50.
Так, например, смещение каретки 58 шлифовальной бабки в направлении (+X) позволяет осуществлять подачу при шлифовании, а движение каретки 58 шлифовальной бабки в направлении (-X) - обратный ход в процессе шлифования. Поворот шлифовальной бабки 50 вокруг оси В в направлении (+B) позволяет установить шлифовальный круг 54 для обрабатываемых деталей с косыми зубьями, имеющими направление шага "с правым направлением винтовой линии".
Поворот шлифовальной бабки 50 в направлении (-B) обеспечивает установку шлифовального круга 54 для обрабатываемых деталей с косыми зубьями, имеющими направление шага "с левым направлением винтовой линии".
Обрабатываемые детали, в которых прямые зубья и соответственно прямые впадины зубьев выполняются шлифованием параллельно оси обрабатываемой детали, требуют точной перпендикулярной установки шлифовального шпинделя 60 шлифовальной бабки 50.
Шлифовальный круг 54 имеет в качестве наружного контура профилируемый внутренний контур шлифуемой впадины зуба. При шлифовании методом продольной подачи однопрофильными шлифовальными кругами впадины зубьев шлифуются друг за другом. При этом шлифовальный круг имеет наклон к оси обрабатываемой детали соответственно желаемому наклонному положению.
Шлифование может происходить при всех имеющих место наклонных положениях.
С помощью соответствующих и не показанных здесь средств шлифовальная бабка 50 крепится на каретке 58 шлифовальной бабки. На обеих сторонах каретки 58 шлифовальной бабки предусмотрены гармоники 62, которые при перемещении каретки 58 шлифовальной бабки по оси X согласовываются с этим движением.
Благодаря предотвращению прижогов при шлифовании или выявлению прижога на отдельных обрабатываемых деталях нет более необходимости подвергать обрабатываемые детали исследованию в травильной ванне. Поэтому можно отказаться от использования способа травления в ванне, который наносит вред окружающей среде.
Однако изобретение не исчерпывается применением в приведенных здесь устройствах. Оно содержит все понятные специалисту данной области варианты, которые основаны на основной идее изобретения.
Необходимые для способа согласно изобретению параметры могут быть достигнуты представленными основными узлами шлифовальных станков либо предложенным путем, либо с помощью осуществления мероприятий, которые известны специалисту, причем для этого нет необходимости в более точном изображении на чертеже. Компоненты регистрации измеряемых величин специалист расположит на устройствах станка таким образом, что он получит с учетом ожидаемых и представленных выше нагрузок приемлемые величины, которые он использует в соответствии со способом согласно изобретению.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДИСКОВЫЙ СИНХРОНИЗАТОР | 1996 |
|
RU2137956C1 |
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ КОЛЕС С КРУГОВЫМИ ЗУБЬЯМИ | 1999 |
|
RU2147976C1 |
| АБРАЗИВНО-АЛМАЗНЫЙ ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 2003 |
|
RU2231427C1 |
| Способ наладки зубо- и шлицешлифовальныхСТАНКОВ | 1979 |
|
SU795777A1 |
| СПОСОБ АБРАЗИВНО-АЛМАЗНОЙ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 2003 |
|
RU2231426C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ЦИКЛИЧЕСКОЙ КИНЕМАТИЧЕСКОЙ ПОГРЕШНОСТИ ШПИНДЕЛЯ ПЕРЕДНЕЙ БАБКИ КРУГЛОШЛИФОВАЛЬНЫХ СТАНКОВ | 2005 |
|
RU2296665C2 |
| Способ ориентации зубчатого колеса на зубошлифовальных станках | 1984 |
|
SU1271688A1 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС С КРУГОВЫМИ ЗУБЬЯМИ | 1999 |
|
RU2147977C1 |
| РУЛЕВОЕ УПРАВЛЕНИЕ С ГИДРАВЛИЧЕСКИМ УСИЛИТЕЛЕМ | 1993 |
|
RU2044670C1 |
| СПОСОБ ШЛИФОВАНИЯ | 1998 |
|
RU2159696C2 |


Сущность изобретения: способ может быть использован в машиностроении для распознавания термических перегрузок, возникающих на обрабатываемой детали в процессе шлифования. Замеряют скорость вращения шлифовального шпинделя. Сравнивают это значение с базовым, характеризующим прижог шлифования, и управляют процессом в зависимости от результатов сравнения. 2 с. и 10 з.п. ф-лы, 5 ил.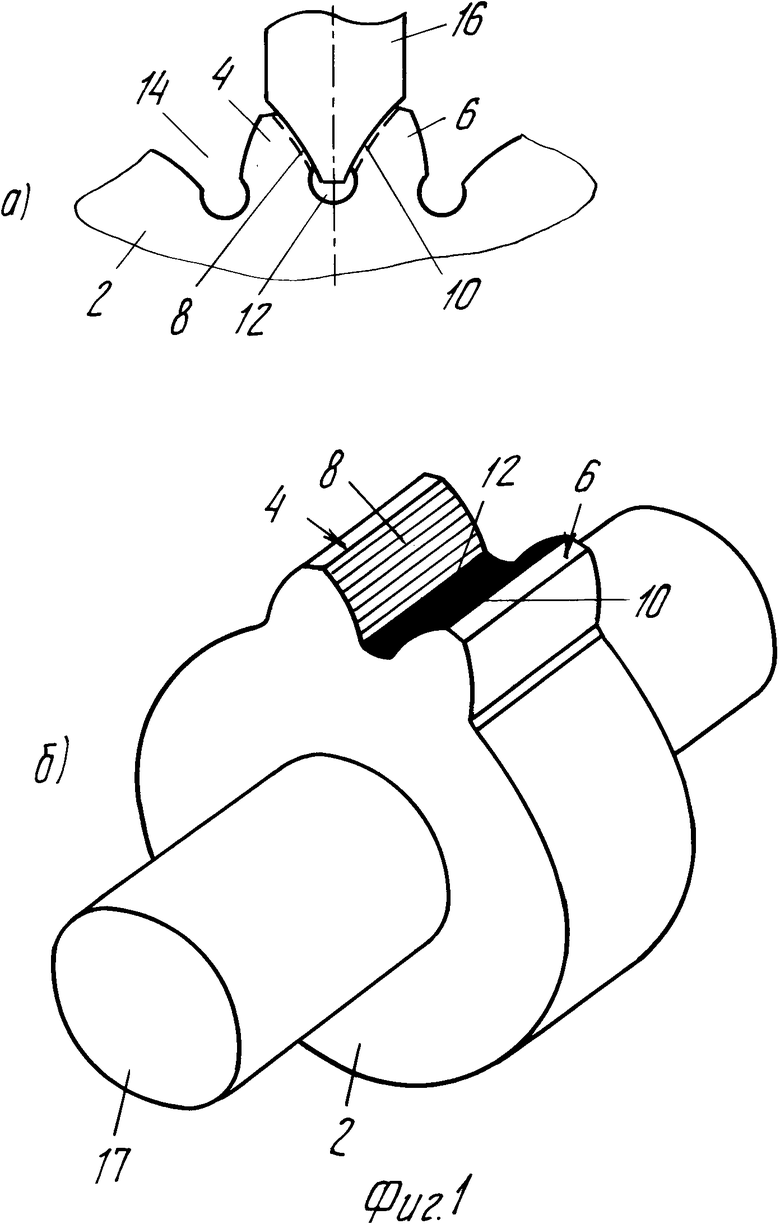
| DE, патент, 4025552, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |

