1
Известны горизонтальные зубофрезерные станки, работающие методом обката червячной фрезой, на станине которых установлена бабка изделия, кинематически связалная цепью деления с фрезерным суппортом, поддерживающий люнет, и задняя бабка.
Предлагаемый горизонтальный зубофрезерный станок отличается тем, что бабка изделия и задняя бабка снабжены устройствами обката и осевой подачи прутка, выполненными в виде сменных принудительно и синхронно вращаемых относительно своей оси и планетарно относительно оси прутка, подающих и тянущих роликов.
Это позволит нарезать зубья на прутках без ограничения их длины.
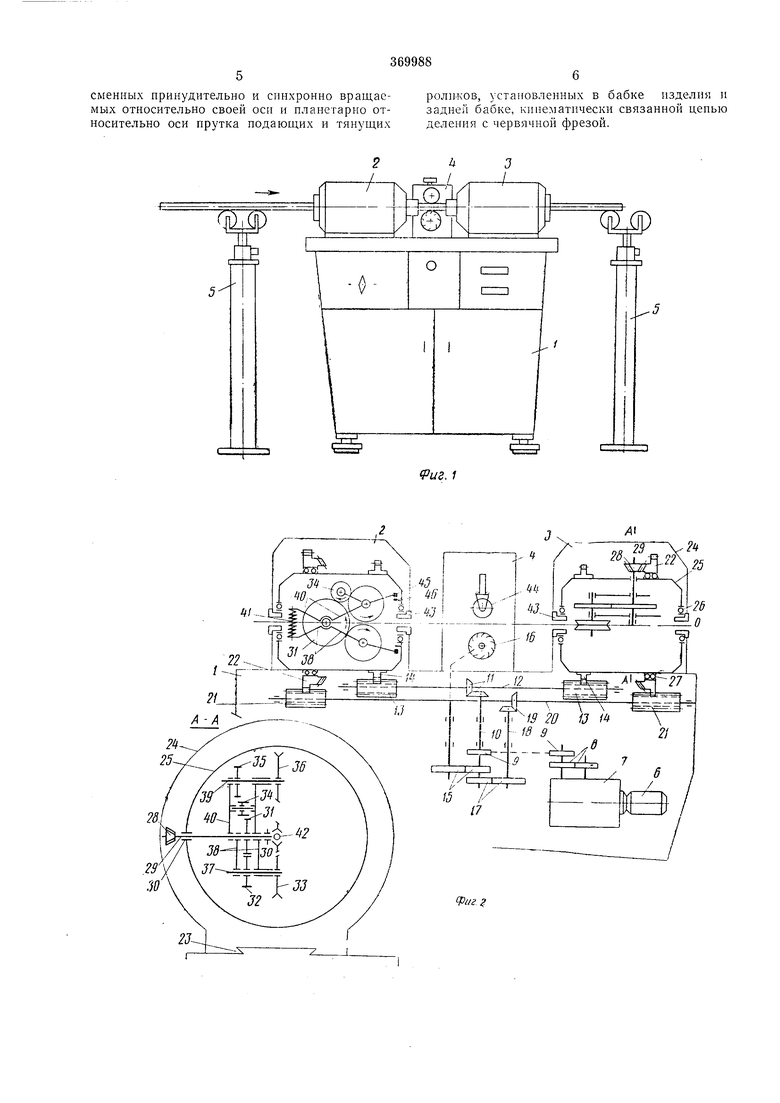
На фиг. 1 изображен предлагаемый станок, общий вид; на фиг. 2 - кинематическая схема станка, на которой механизмы устройств обкатки и осевой подачи прутка, представлены в двух сечениях и разрез по А-Л.
Предлагаемый станок содержит станину /, на которой смонтированы узел привода обкатки и подачи, бабка изделия и задняя бабка, снабженные устройствами 2 и 3 обката и осевой подачи прутка, фрезерный суппорт 4 (инструментальная бабка) и два люнета 5 для поддержки прутка, установленные по бокам станка.
Узел привода, содержащий двигатель 6 и
редукционную коробку 7, через шестерни 8 и сменные щестерни 9 связан с валом 10 обката. Последний через пару конических щестерен 11 соединен с валом 12, имеющим шестерни 13, зацепляющиеся с шестернями 14 механизмов обката устройства.
Кроме того, вал 10 через сменные шестерни 15 кинематически связан с инструментом 16 на фрезерном суппорте 4, а через сменные шестерни 17 - с валом 18. Последний через пару конических шестерен 19 соединен с валом 20, несущим на себе шестерни 21, которые зацепляются с солнечными шестернями 22 механизмов подачи устройств.
Устройства обката и осевой подачи прутка отличаются друг от друга лишь ориентацией относительно инструмента, на станине / станка они установлены в направляющих 23 и при наладке станка могут переустанавливаться.
Устройства 2 и 5 смонтированы в корпусе 24 и представляют собой корпус-водило 25, посаженный на подшипниках 26, и несущий на себе шестерню-обод 14, жестко к нему закрепленную, и солнечную шестерню 22. Последняя может вращаться независимо от водила 25, так как посажена на подшипники 27 и связана с шестерней 21.
Из корпуса-водила 25 выставлена летучая шестерня 28, которая сидит на валу 29 и
зацепляется с солнечной шестерней 22. На валу 29, установленном в онерах 30 корпуса 25, жестко сидит шестерня 31, враш,ение которой может передаваться через шестерню 32 на ролик 6 (см. фиг. 3), а через промежуточную шестерню 34 и шестерню 55 - .на ролик 36.
Шестер.ня 32 и ролик 33 посажены на валу 3/, установленном в подшипниках на рычагах 38, а шестерня 35 и ролик 36 - на валу 39, располол.енном в подшипниках на рычагах 4U.
Рычаги 38 и 40 своей центральной частью установлены в подшипниках на общем валу 2 и могут относительно него разворачиваться так, что просвет между роликами 33 и 36 моЖет меняться в зависимости от диаметра обрабатываемого прутка.
Натяжное устройство 41, воздействуюш,ее на вторые концы рычагов 38 и 40, сцепляет ролики с прутком, что обеспечивает продвижение прутка на инструмент. Ось О-О является осью движения обрабатываемого прутка 42 и одновременно осью вращения корпуса - водила 25. Причем направляющие опоры 43, выполненные по диаметру обрабатываемого прутка, постоянно центрируют проходящий пруток 42 относительно оси О-О. Направляющие 43 могут крепиться к корпусу 24 (см. фиг. 2) или выполняться вращающимися с водилом.
Поджимной ролик 44 служит для предотвращения отжима прутка 42 в процессе его обработки и устанавливается на фрезерном суппорте 4 «апротив инструмента 16. Ролики 33, 36 и 44 являются сменными. На рычагах 38 и 40 имеются ограничители 45 их отклонения, упирающиеся в выступы 46 корпуса 25. Выступы ограничивают отклонения роликов 33 и 36, когда пруток 42 не заправлен в устройства 2 и 3. Для смены роликов 33 и 36 корпус 24 выполнен разъемным, а корпус - водило 25 имеет сквозное окно.
Станок работает следующим образом. При помощи сменных шестерен 9, 15 и 17 осуществляется настройка кинематической взаимосвязи механизмов подачи прутка и механизмов обкатки (вращение инструмента 16 и прутка 42).
При включении станка вращение от двигателя 6 через редукционную коробку 7 и шестерни 8 передается на сменные шестерни 9 и далее через вал 10 - «а сменные шестерни 15 привода обкатки и сменные шестерни 17 привода подачи. От вала 10 через конические шестерни 11 вращается вал 12 с шестернями 13, от которых получает вращение вокруг оси О-О корпус- водило устройств 2 W. 3. При этом щестерня 28 обкатывается по солнечной щестерне 22. Шестерни 22 получают вращение вокруг водил 25 от шестерен 21, а те - от сменных шестерен 17 через конические щестерни 19.
Если угловые скорости вращения водила 25 и солнечной шестерни 22 будут одинаковы, то
летучая шестерня 28 не будет вращаться относительно своей оси. ьсли угловые скорости будут разные, то шестерня 2У станет вращаться в ту или иную сторону, оОКатываясь отаосительно солнечной шестерни 22, что зависит от того, чья скорость (водила или шестерни) будет больше.
От летучей шестер1ш 28 (см. фиг. 3) через вал 29 и шестерню о/ вращение передается на
шестерни 32, 34 и 35, а следовательно, и на ролики 33 и 36. Ролик 36 связан с шестерней 31 через промежуточную шестерню 34, поэтому его вращение по направлению будет противоположным направлению вращения ролика
33, это обеспечит равномерное двустороннее приложение силы подачи на движение прутка от обоих роликов.
Натяжное устройство 41, воздействуя на рычаги 55 и 40, имеющие общую ось 29, обеспечивает самоустановку роликов относительно прутка 42 и постоянную скорость осевой подачи прутка за счет надежного, без проскальзывания, захвата прутка роли.ками 33 и 36.
Следовательно, при вращении водила 25 от привода обкатки, зажатый в роликах 55 и 56 пруток 42 вращается относительно оси О-О вместе с водилом 25. При вращении самих роликов от привода подачи пруток перемещается вдоль оси О-О, благодаря чему и осуществляется процесс обкатки и подачи прутка относительно инструмента 16.
Пруток для обработки на станке вставляется вручную в направляющие опоры 43 устройства 2, заправляется в просвет роликов 33 и 36, захватывается ими и далее подается автоматически на вращающийся инструмент 16. Отжиму «онсольпого конца прутка в начале обработки так же, как и в конце обработки
препятствует поджимной ролик 44, обеспечивающий постоянство положения прутка относительно ииструмепта.
Обработанный конец прутка, проталкиваемый устройством 2, автоматически заправляется в направляющие опоры 43 и ролики устройства 5, что обеспечивает полную обработку прутка по всей его длине.
Обработанный на станке пруток, если на нем нарезаны зубья модульного зацепления,
шлицевого соединения или просто прямые или винтовые пазы, подается на токарные станки для точения из них деталей. Причем цанга для зажима такого прутка по своей конструкции может быть обычной.
Предмет изобретения
Горизонтальный зубофрезерный станок, работающий методом обката червячной фрезой, на станине которого установлены бабка изделия и задняя бабка, отличающийся тем, что с целью нарезания зубьев на прутках неограниченной длины, станок снабжен устройством осевой подачи прутка, выполненным в виде
сменных нринудительно и синхронно вращаемых относительно своей оси и нланетарно относительно оси прутка подающих и тянущих
ролНКОВ, установленных в бабке изделия и задней бабке, кинематически связанной цепью деления с червячной фрезой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Зубофрезерный станок для изготовления глобоидного червяка | 2019 |
|
RU2694864C1 |
| ЗУБОФРЕЗЕРНЬШ СТАНОК | 1968 |
|
SU220725A1 |
| Зубофрезерный станок обкатного типа | 1979 |
|
SU956185A1 |
| Зубофрезерный станок | 1977 |
|
SU659347A1 |
| Станок для шлифования кулачковых валов | 1975 |
|
SU547328A1 |
| ЗУБОФРЕЗЕРНЫЙ СТАНОК ДЛЯ НАРЕЗАНИЯ КОНИЧЕСКИХ КОЛЕС С КОСЫМИ ЗУБЬЯМИ ЧЕРВЯЧНОЙ ФРЕЗОЙ | 1998 |
|
RU2143961C1 |
| Токарный автомат | 1980 |
|
SU884897A2 |
| Зубофрезерный станок | 1980 |
|
SU1219278A1 |
| Копировально-фрезерный станок | 1976 |
|
SU650809A1 |
| СПОСОБ КОПИРОВАЛЬНОЙ ОБРАБОТКИ, КОПИРОВАЛЬНЫЙ ТОКАРНО-ФРЕЗЕРНЫЙ СТАНОК "КТФ-1 МЕК" | 2007 |
|
RU2368484C2 |