;1
Изобретение относится к гибочным устройствам.
Известно устройство для изготовления изделий гнбкой, содержащее расположенную на основании оправку и симметрично установленные относительно нее копиры, взаимодействующие с роликами, закрепленными на промежуточных элементах, изгибающих заготовку по оправке.
Основной недостаток известного устройства заключается в том, что оно имеет невысокую производительность и низкую стойкость роликов.
В предлагаемом устройстве в отличие от известного для повышения производительности и увеличения долговечности роликов копиры выполнены сменными и закреплены неподвижно, а промежуточные элементы выполнены в виде кареток, каждая из которых жестко связана посредством штанги с диском синхронизатора силовой станции и снабжена дополнительным роликом, закрепленным на каретке симметрично ролику, взаимодействующему с копиром, и воздействующим на заготовку.
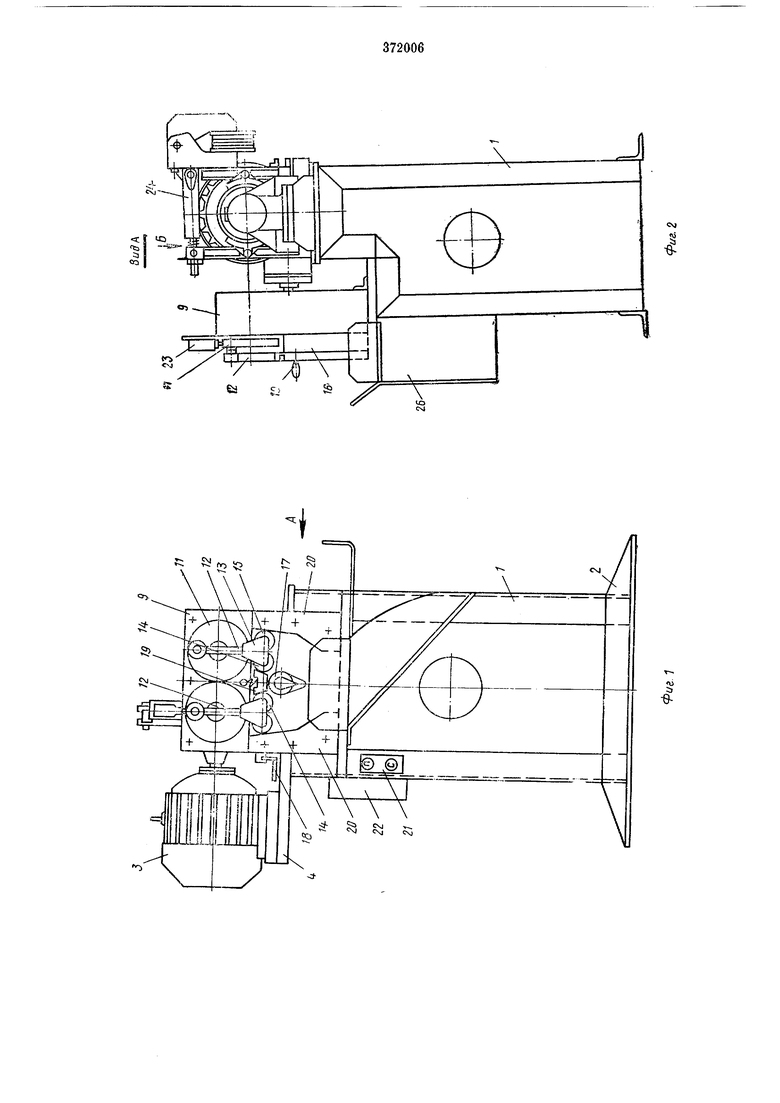
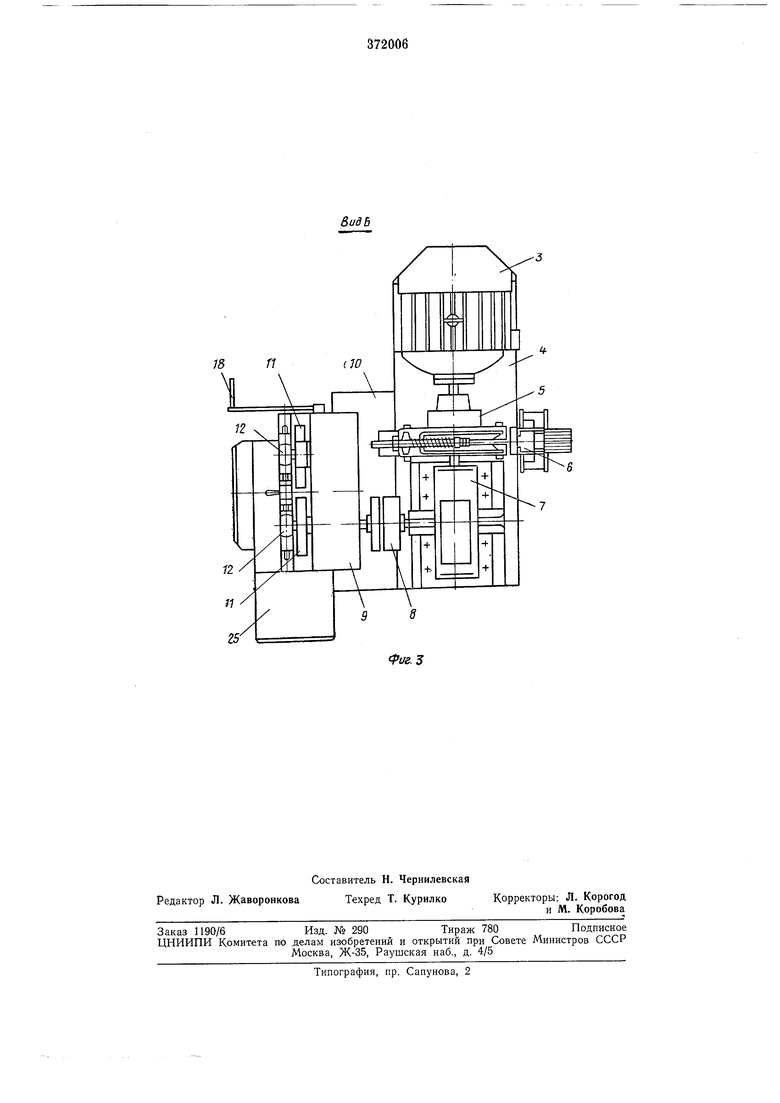
На фиг. 1 показано описываемое устройство, вид спереди; на фиг. 2 - то же, вид по стрелке А на фиг. 1; на фиг. 3 - вид по стрелке Б на фиг. 2.
Устройство для изготовления коушей содержит станину 1, изготовленную из уголков и
листовой стали, опирающуюся на опорные уголки 2. Привод устройства содержит электродвигатель 3, закрепленный на опорной плите 4.
Вал электродвигателя соединен с упругой муфтой 5 и далее через электрический тормоз 6, червячный редуктор 7, упругую муфту 8 - с синхронизаторно-силовой станцией 9, прикрепленной к плите 10 (фиг. 3).
Диски // синхронизаторно-силовой станции соединены с гибочными щтангами 12, нижние торцы которых закреплены в корпусах подвижных кареток 13, снабженных внутренними
14 и наружными 15 роликами. На рабочей плите 16 размещена подвижная сменная оправка (выталкиватель) 17, соединенная со съемной рукояткой 18, а также пружинный прижим 19.
К станине прикреплены сменные копиры 20, направляющие которых находятся в контакте с наружными роликами 15 подвижных кареток 13.
Кроме перечисленных узлов, для нуска и
остановки полуавтомата имеется кнопочное устройство 21 и магнитный пускатель 22. Для автоматической остановки станка после изготовления очередного коуша на нем укреплен концевой выключатель 23 и электрический тормоз 24 (фиг. 2).
Устройство оснащено также площадкой для размещения заготовок 25 и желобом 26 для направления в определенное место выталкиваемых из станка коушей. Оба последних приспособления изготовлены из листовой стали.
Работает устройство для изготовления коушей следующим образом. После установки заготовки, имеющей профиль коуша, между оправкой 17, внутренними роликами 14 подвижных кареток 13 и пружинным прижимом 19 нажатием кнопки «Пуск включается электродвигатель 3, который передает вращение через упругую муфту 5, расторможенный электрический тормоз 6, червячный редуктор 7 и упругую муфту 8 к синхрокизаторно-силовой станции 9 и через нее к дискам 11. Эти диски, вращаясь, передают поступательное движение через гибочные штанги 12 двум подвижным кареткам 13, внутренние ролики 14 которых начинают обкатывание заготовки вокруг оправки 17. Причем ролики 14 перемещаются по траектории, определяемой движением двух наружных роликов 15, которые перекатываются по направляющим сменных копиров 20.
После окончания обкатки заготовки (изготовления коуша) и сбрасывания его в желоб 25 оправкой 17 в результате вращения дисков 11 подвижные каретки 13 совместно с гибочными штангами 12 возвращаются в исходное положение, при достижении которого концевой выключатель 23 через электрический тормоз 6 выключает электродвигатель 3.
Съемная рукоятка 18 используется в аварийных случаях для выбрасывания коущей из устройства при помощи оправки. Переход на изготовление коушей других типоразмеров осуществляется путем замены сменных копиров.
Предмет изобретения
Устройство для изготовления изделий гибкой, преимущественно коушей, содержащее
расположенную на основании оправку и симметрично установленные относительно нее копиры, взаимодействующие с роликами, закрепленными на промежуточных элементах, изгибающих заготовку по оправке, отличающееся тем, что, с целью повышения производительности и увеличения долговечности роликов, копиры выполнены сменными и закреплены неподвижно, а промежуточные элементы выполнены в виде кареток, каждая из которых
жестко связана посредством штанги с диском синхронизатора силовой станции и снабжена дополнительным роликом, закрепленным на каретке симметрично ролику, взаимодействующему с копиром, и воздействующим на заготовку.
CVJ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гибки коушей | 1980 |
|
SU871888A1 |
| Устройство для гибки коушей | 1981 |
|
SU984565A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ С РАСТЯЖЕНИЕМ ВОЛНООБРАЗНЬ1Х ИЗДЕЛИЙ | 1970 |
|
SU265057A1 |
| СТАНОК ДЛЯ ГИБКИ ИЗДЕЛИЙПРОКАТА | 1971 |
|
SU320326A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИИ ИЗ ЛИСТОВЫХ | 1973 |
|
SU364374A1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ ИЗ ТРУБНЫХ ЗАГОТОВОК | 1970 |
|
SU422498A1 |
| ГИБОЧНЫЙ СТАНОК | 1973 |
|
SU367932A1 |
| Петлеобразователь | 1989 |
|
SU1738882A1 |
| СТАНОК ДЛЯ ГИБКИ ПРОФИЛЕЙВС?СО:СП:.;АЛ Iттп^-'^1^мш1ц>&^EHSJiHOj^^KA 1 | 1973 |
|
SU369960A1 |
:s
-e78Л
25
