(54) УСТРОЙСТВО ДЛЯ ГИБКИ КОУШЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для изготовления коушей | 1990 |
|
SU1738436A1 |
| ПОЛУАВТОМАТ ДЛЯ ГИБКИ ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2010 |
|
RU2429931C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ЧЕРВЯЧНЫЙ ХОМУТ И ПОЛУАВТОМАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2445180C1 |
| Автомат для изготовления проволочных граблин | 1980 |
|
SU925493A1 |
| Автомат для изготовления двухспиральных пружин с отогнутыми концами | 1985 |
|
SU1294442A1 |
| Устройство для изготовления деталей гибкой | 1979 |
|
SU880558A1 |
| Устройство для пространственной гибки заготовки из проката | 1990 |
|
SU1750783A1 |
| Станок для гибки труб | 1983 |
|
SU1171144A1 |
| Станок для изготовления змеевиков из трубных заготовок | 1984 |
|
SU1301521A1 |
| Автомат для изготовления пружинных шайб | 1983 |
|
SU1161217A1 |
1
Изобретение относится к обработке металлов давлением, в частности к гибке профильного проката в виде коушей.
Наиболее близким к предлагаемому по технической сути и достигаемому результату является устройство для изготовления деталей гибкой, содержащее станину, гибочную оправку, симметрично расположенные вокруг нее копиры с направляющими, гибочные ролики на осях, связанные с копирами; и механизм сброса готового изделия 1.
Однако в устройстве сложна переналадка для изготовления коушей различных размеров, а также устройство характеризуется недостаточным качеством изготовляемых коущей.
При переходе к изготовлению коушей другого размера помимо смены гибочной оправки и роликов необходимо производить и смену копиров, причем последние должны быть тщательно выварены во избежание заклинивания каретки с роликами и для получения необходимых размеров коушей.
В результате гибки У-образной заготовки на оправке возникающие напряжения нарушают параллельность стенок заготовок в центре ее на значительную длину, что
приводит к необходимости введения дополнительной технологической операции - рихтовки. Это положение подтверждает опыт эксплуатации известного устройства на Воронежском механическом заводе № 2, где не прошедшие рихтовку коуши не отвечали требованиям ГОСТ-2424-75.
Цель изобретения - устранение указанных недостатков, а именно - облегчение переналадки устройства и повышение качества изготовляемых коушей.
10
Поставленная цель достигается тем, что в устройстве для гибки коушей, содержащем установленные на станине гибочную оправку, симметрично расположенные вокруг нее копиры с направляющими, гибочные ролики на осях, связанные с копирами, и меха15низм сброса готового изделия, направляющие копиров выполнены Т-образными и снабжены осью, связывающей их горизонтальные участки с оправкой с возможностью поворота вокруг нее, копиры выполнены в виде
20 кронштейнов и жестко связанных с ними ползушек, размещенных в Т-образных направляющих, при этом устройство снабжено шарнирным звеном, связывающим оси роликов, и приводимым захватом, расположенным
между роликами и имеющим паз по форме поперечного сечения коушей.
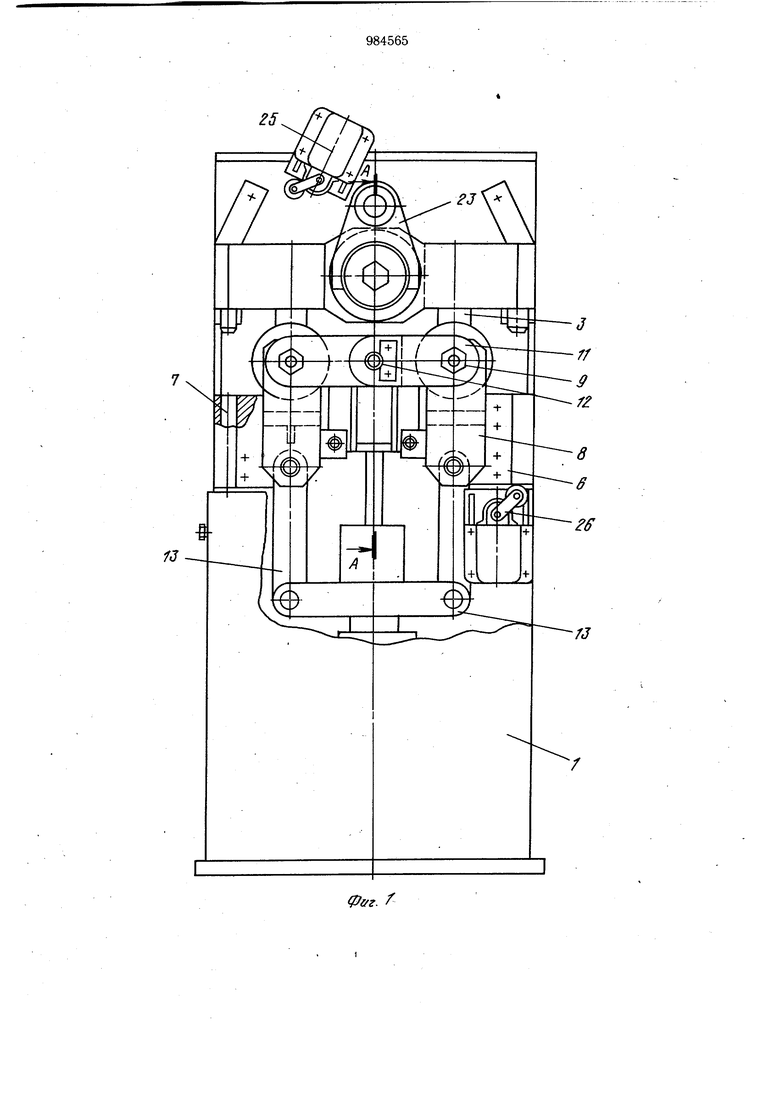
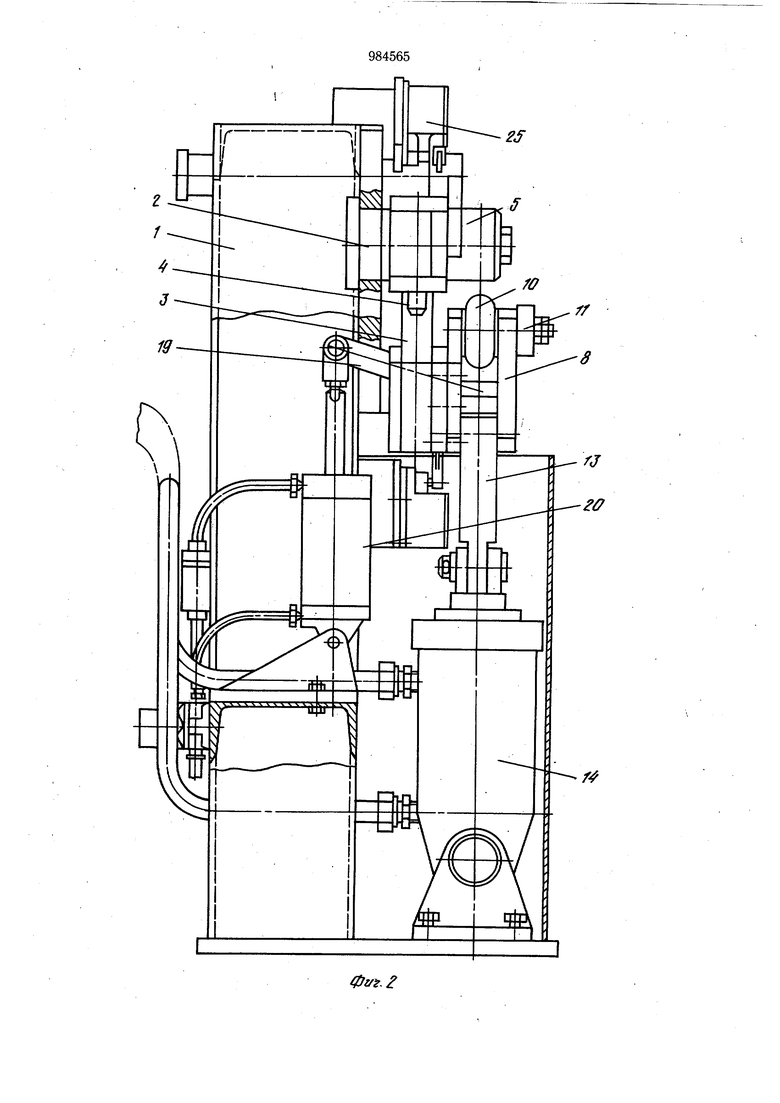
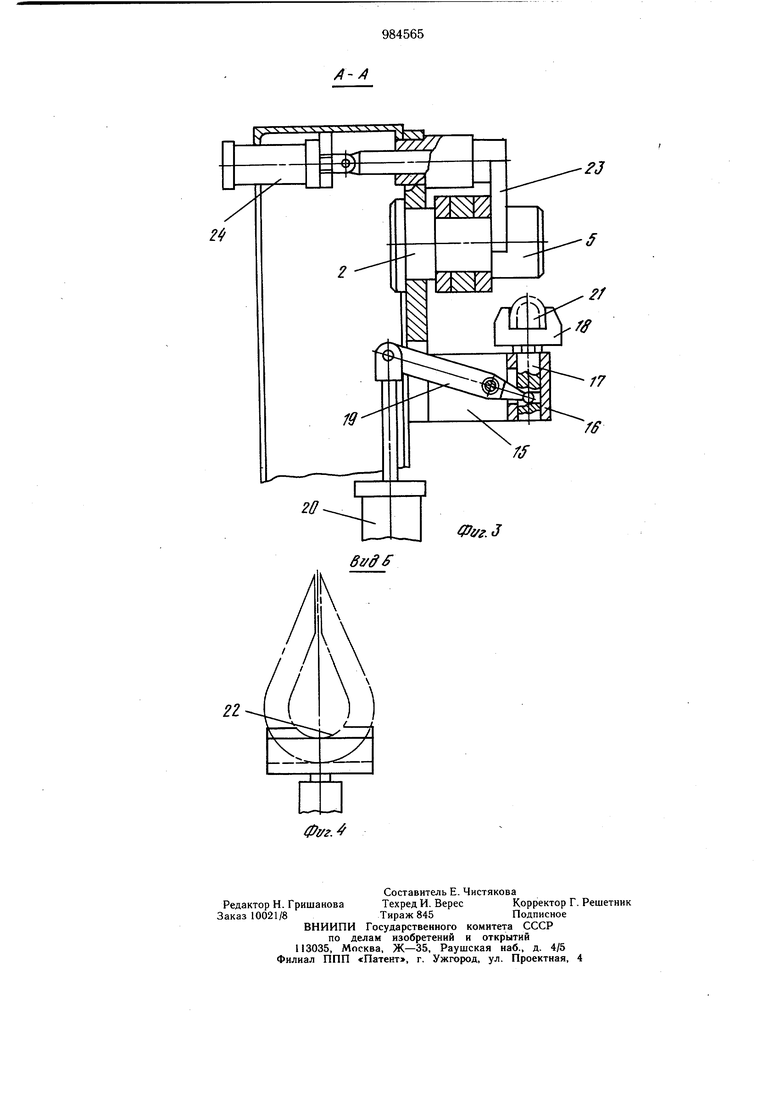
На фиг. 1 изображено устройство, общий вид, вид спереди; н-а фиг. 2 - вид сбоку; на фиг. 3 - разрез А-А на фиг 1; на фиг. 4 - вид Б на фиг. 3.
Устройство содержит станину 1 с закрепленными на оси 2 Т-образйыми направляющими 3 с фиксирующими штырями 4 и гибочной оправкой 5. На направляющих закреплены ползушки 6 с фиксирующими отверстиями 7 и установленными на консольных кронщтейнах 8, на осях 9, гибочными роликами 10. Оси 9 соединены между собой щарнирным звейом 11 с центральной осью 12, а ползушки 6 с помощью рычагов 13 связаны с приводом 14 (например, гидроцилиндр). На станине установлен кронштейн 15 с втулкой 16. В отверстие втулки вставлена штанга 17 захвата 18, которая связана рычагом 19 с приводом 20. Захват имеет внутренний паз 21, обращенный в сторону гибочной оправки 5 и снабженный радиальной проточкой 22 под гибочную оправку 5. Последняя охвачена подковообразным сталкивателем 23, связанным с приводом 24. Для управления работой устройства оно снабжено закрепленными на станине конечными выключателями 25 и 26.
Устройство работает следующим образом,
По команде вступают в действие приводы 14 и 20. От действия привода 20 захват 18 пазом 21 захватывает установленную на гибочных роликах 10 заготбвку коуша и прижимает ее к гибочной оправке 5. Под действием привода 14 ползушки 6 и гибочные ролики 10 перемещаются в направлении гибочной оправки 5 и осуществляют гибку заготовки. Т-образные направляющие 3 удерживаются в исходном положении посредством шарнирного звена 11, Когда оси 9 гибочных роликов 10 и ось 12 шарнирного звена 11 поравняются с осью 2 и фиксирующие штыри 4 Т-образных направляющих 3 войдут в фиксирующие отверстия 7 ползушек 6, направляющие 3 с роликами 10 начнут обкатку заготовки вокруг гибочной оправки 5.
Вследствие контакта направляющих с концевым выключателем 25 осуществляется реверс приводов 14 и 20, в результате чего направляющие 3 и захват 18 придут в исходные положения, выключатель 26 приведет в действие привод 24, а последний - сталкиватель 23, который сбросит коуш с гибочной оправки 5 в. бункер (не показан).
Переход на изготовление коушей других типоразмеров осуществляется путем замены гибочных роликов и оправок.
Использование предлагаемого устройства позволяет в 1,5 раза повысить производительность труда при изготовлении коушей за счет упрощения переналадки устройства при переходе на изготовление коушей других типоразмеров и исключением дополнительной технологической операции - рихтовки.
Формула изобретения
Устройство для гибки коушей, содержащее установленные на станине гибочную оправку, симметрично расположенные вокруг нее копиры с направляюшими, гибочные ролики на осях, связанные с копирами, и механизм сброса готового изделия, отличающееся тем, что, с целью облегчения переналадки устройства и повышения качества коушей, направляюшие копиров выполнены Тобразными, и снабжены осью, связывающей их горизонтальные участки с оправкой с возможностью поворота вокруг нее, копиры выполнены в виде кронштейнов и жестко связанных с ними ползушек, размещенных в Тобразных направляющих, при этом устройство снабжено шарнирным звеном, связывающим оси роликов, и приводным захватом, расположенным между роликами и имеющим паз по форме поперечного сечения коушей.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 372006, кл. В 21 D 7/022, 1968 (прототип) .
25
/
Фог. /
2S
/
фу.2
.
ШГ-
Фуг.
