1
Изобретение относится К области литейного производства, а именно к блокам форм при литье окунанием.
Известны блоки форм, состоящие из верпикальнр установленных в. стопу форм с полостями для отливок, Выполненных из газодронИЦаемого материала и образующих ве ртикальный канал для выхода газов. Такие формы требуют значительное количество металла на литниковую систему и «е обеспечивают хорошей вентиляции формы в процессе ее заливки металлом.
Для Предотвращения попадания окислов в отливку и улучщения вентиляции каждая форма предлагаемого блака форм им-еет открытый канал, соединяющий полость отливки с атмосферой на периферии блока.
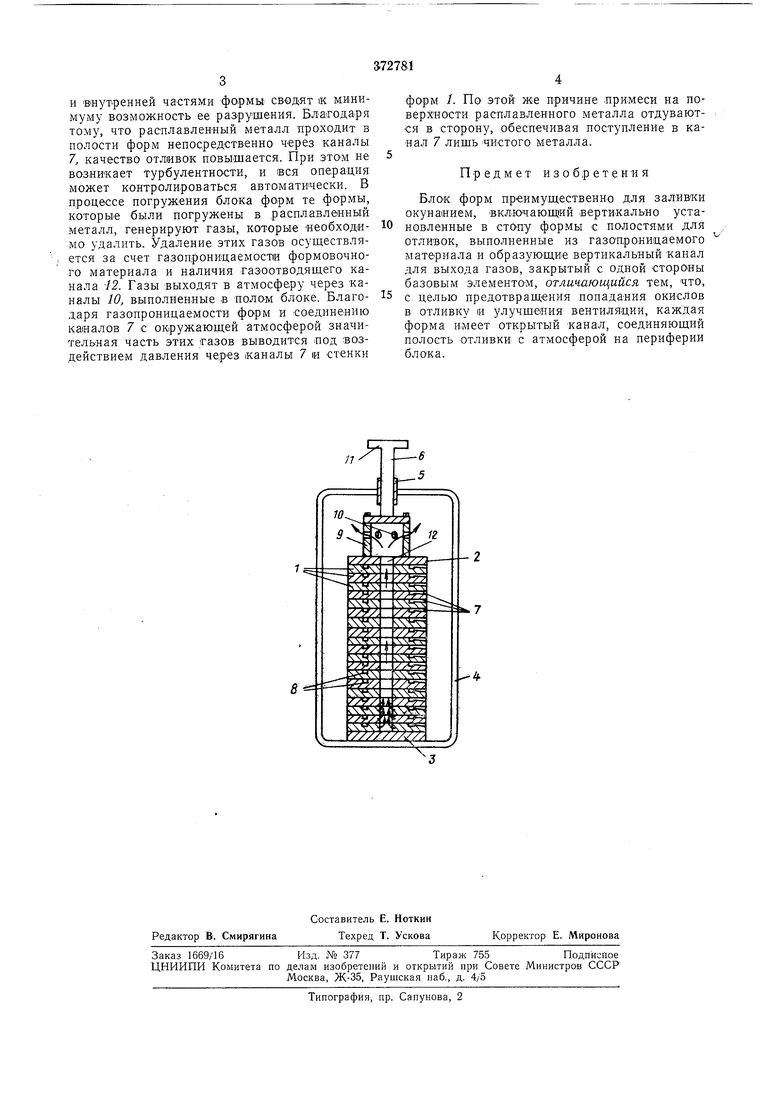
На чертеже схематически изображен блок форм, помещенных в зажимное приспособление, разрез.
Блок состоит из форм / и верхней формы 2, предназначенной для покрытия полости верхней формы /. Зажим состоит из базового элемента 3, на котором устанавливаются литейные формы. Базовый элемент, в свою очередь, опирается на поддерживающую серьгу 4, в верхнем конце которой имеется трубчатый держатель 5, способный перемещаться вверх
и вниз относительно вала 6. Каждая форма / имеет открытый канал 7, соединяющий полость 8 отливки с атмосферой.
Изготовлеаный из огнеупорного материала блок 9, имеющий газоотводящие каналы 10, расположен рядом с валом 6. На верхней части вала имеется деталь 11, при помощи которой вал присоединяется к соответствующему механизму, предназначенному для -погруже0ния зажима в расплавленный металл и удаления его из этого металла.
На груженный литейными формами зажим опускается в расплавленный металл приблизительно до уровня полови-ны блока 9. В начале процесса погружения -нижние формы прижимаются одна к другой давлением на них выщерасположенеых форм и начинают заполняться металлом. По истечении времени, достаточного для заполнения форм, они
0 удаляются из расплава и остужаются. Расщирение находящегося в формах воздуха пе допускает преждевременного попадания частично охлажденного металла в полость формы, таким образом обеспечивая чистоту отливок. Это предохраняет также поверхность металла от загрязнения при его .прохождении через каналы 7 в полости форм, уравненные металлостатические давления между внещней
и внутренней частями формы сводят к минимуму возможность ее разрушения. Благодаря тому, что расплавленяый металл проходит в полости форм непосредстВенно через каналы 7, качество отливок повышается. При этОМ не возникает турбулентно-сти, и вся операция может контролироваться автоматически. В процессе погружения блока форм те формы, которые были погружены в расплавленный металл, генерируют газы, которые «еобходимо удалить. Удаление этих газов осуществляется за счет газопроницаемости формовочного материала и наличия газоотводящего канала -12. Газы выходят в атмосферу через каналы 10, выполненные в полом блоке. Благодаря газопроницаемости форм и соединению каналов 7 с окружающей атмосферой значительная часть этих газов выводится оод воздействием давления через каналы 7 и стенки
форм /. По этой же причине .примеси на поверхности расплавленного металла отдуваются в сторону, Обеспечивая поступление в канал 7 лищь чистого металла.
Предмет изобретения
Блок форм преимущественно для заливки окунанием, включающий вертикально установленные в стопу формы с полостями для отливок, выполненные из газоироницаемого материала и образующие вертикальный канал для выхода газов, закрытый с одной стороны базовым элементом, отличающийся тем, что, с целью предотвращения попадания окислов в отливку и улучщееия вентиляции, каждая форма имеет открытый канал, соединяющий полость отливки с атмосферой на периферии блока.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формовки | 1990 |
|
SU1740100A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВКИ В ВАКУУМНО-ПЛЕНОЧНОЙ ФОРМЕ | 2018 |
|
RU2708035C1 |
| Стопочная литейная форма | 2019 |
|
RU2746869C1 |
| СПОСОБ ЛИТЬЯ С ПОМОЩЬЮ ЛОКАЛЬНОГО ВАКУУМИРОВАНИЯ ФОРМ, СТЕРЖНЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2278763C2 |
| ОТЛИВКИ В ЭЛЕКТРОМАГНИТНОЙ ФОРМЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2402405C2 |
| СПОСОБ ПОЛУЧЕНИЯ НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ КРУПНОРАЗМЕРНЫХ ОТЛИВОК ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 2015 |
|
RU2623941C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2404879C2 |
| СПОСОБ АНТИГРАВИТАЦИОННОЙ РАЗЛИВКИ РАСПЛАВЛЕННОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2039629C1 |
| Литейная форма | 1986 |
|
SU1447530A1 |
| Устройство для регулирования газового обмена в литейной форме | 1978 |
|
SU733857A1 |
