Изобретение относится к литейному производству, в частности к литейным формам, собираемым в вертикальную стопку.
Сборка литейных форм в вертикальную (опочную и без опочную) и горизонтальную (без опочную) стопки широко применяется как в отечественной так и в зарубежной практике. При этом достигается высокая производительность, максимальное использование производственных площадей и значительное снижение себестоимости отливок, однако резко ухудшается газовый режим.
Отвод газов через контрлад форм невозможен, а отвод по разъему форм возможен только из тех полостей которые, не отделены от периметра разъема форм элементами литниковой системы. Кроме того, для изготовления без опочных форм, собираемых в горизонтальную и вертикальную стопки, применяются формовочные смеси с высокой прочностью в сыром состоянии и высокие удельные давления при уплотнении смеси прессованием, что резко снижает общую газопроницаемость формы.
Известны устройства вентиляции литейных форм, которые по способу отвода газа можно разделить на два вида. К первому относится устройства, в которых отвод газов производится через прибыли и выпоры, установленные на отливках, газоотводные каналы в верхней полуформе. Ко второму виду относятся устройства с отводом газов через зазоры между стыками собранных полуформ, а также через вентиляционные каналы, выполненные в плоскостях разъема форм. (Рубцов Н.Н. «Специальные виды литья» М. 1955. С 61-66.)
Недостатком вентиляции форм первого типа является то, что при сборке в горизонтальную или вертикальную стопку обе стороны полуформ являются рабочими и через них отводить газы невозможно. Недостатком вентиляции форм второго типа - является неприемленность для отвода газов из полостей форм, замкнутых элементами литниковой системы.
Известны также устройства, в которых отвод газов из литейных форм осуществляется через боковой выпор и верхнюю полуформу в атмосферу. (Справочник по чугунному литью. М. 1961 г. с. 297)
Недостатком таких устройств является неприемленность применяемого в них отвода газов при сборке форм в горизонтальную и вертикальную стопки, т.к. в этих случаях обе стороны полуформ являются рабочими.
Цель изобретения - улучшение условий удаления газов из рабочих полостей формы собранных в вертикальную стопку.
Технический результат достигается тем, что в литейной форме, собранной в вертикальную стопку, содержащей литниковую систему с каналами и сообщенные между собой рабочие полости отливок, рабочие полости отливок и каналы литниковой системы выполнены вертикально в стержневых элементах каждого яруса с обеспечением свободного удаления в атмосферу газов, образующихся в рабочих полостях отливок при заливке жидким металлом, через стыки каждого яруса литейной формы и через стыки сегментов, из которых собран каждый ярус литейной формы, при этом для формирования литейной формы использована стержневая холоднотвердеющая смесь (ХТС) с высокой газопроницаемостью .
Полости отливок и литниковые каналы выполнены вертикально в стержневых элементах каждого яруса стопочной формы. Газы, образующиеся во время заливки формы металлом, из рабочих полостей будут свободно удаляться по плоскостям между ярусами стопочной формы, где нет препятствий для этого. Кроме того для формирования стопки используется стержневая ХТС смесь, отличающаяся высокой газопроницаемостью.
В форме расположено 32 отливки (возможно размещение 96 отливок).
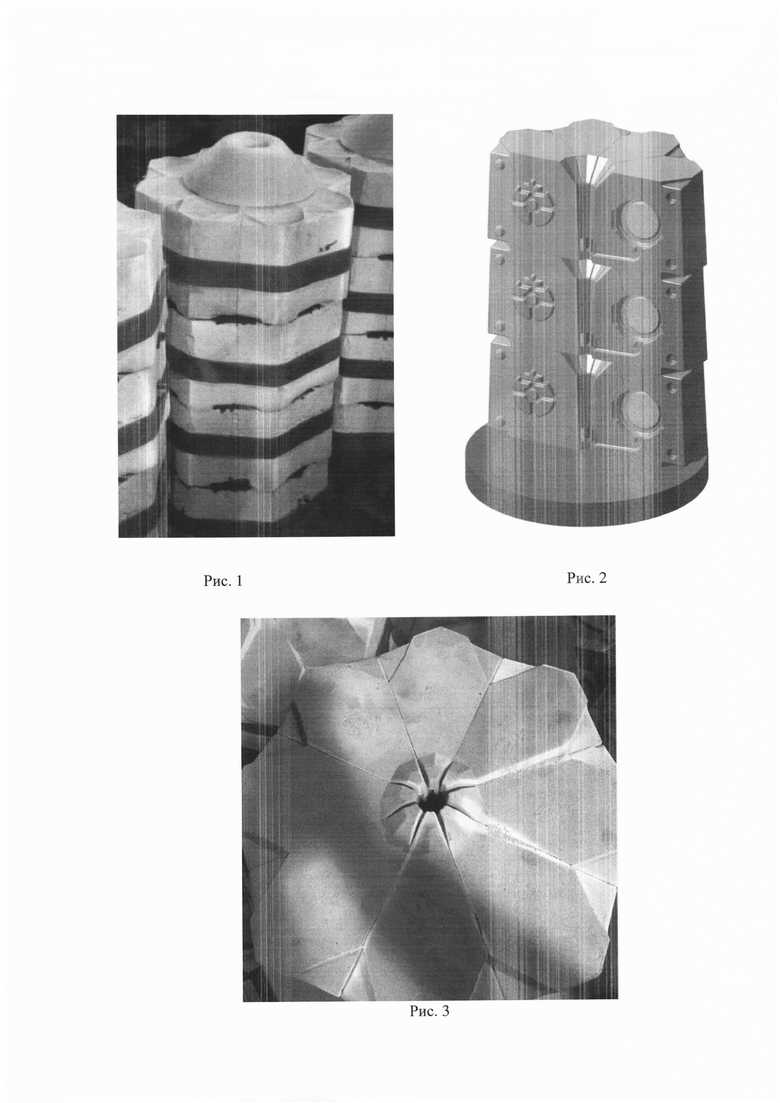
Рис. 1 Стопочная литейная форма
Рис. 2 Разрез модели стопочной формы
Рис. 3 Собранный слой стопочной формы
Газы, образующиеся в форме при её заливке жидким металлом из рабочих полостей удаляются через плоскости стыка слоев стопки и через поры смеси стопки в атмосферу. Кроме того удаление газов осуществляется через стыки сегментов, из которых собирается каждый ярус стопочной формы.
Применение предполагаемой литейной формы позволяет обеспечить отвод газов из полости отливок и элементов литниковой системы и тем самым полностью ликвидировать связанный с этим брак отливок по недоливу отливок и газовым раковинам.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стопочная литейная форма | 1978 |
|
SU710751A1 |
| Стопочная форма | 1981 |
|
SU988443A1 |
| Способ изготовления стальной отливки рабочего колеса центробежного насоса | 2019 |
|
RU2733963C2 |
| Литниковая система для заливки крупногабаритных тонкостенных отливок, представляющих собой тела вращения из магниевых сплавов в атмосфере защитного газа, в формы из ХТС | 2019 |
|
RU2738170C1 |
| Литейная линия | 1983 |
|
SU1235654A1 |
| Способ заливки литейных форм с применением метода локального поверхностного вакуумирования формы и устройство для его осуществления | 2023 |
|
RU2813437C1 |
| Литейная форма | 1982 |
|
SU1090486A1 |
| Стопочная безопочная литейная форма | 1984 |
|
SU1250383A1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОТОННАЖНЫХ РАЗНОСТЕННЫХ ЧУГУННЫХ ОТЛИВОК ТИПА ВТУЛОК | 2013 |
|
RU2549819C2 |
| Литейная форма | 1980 |
|
SU904873A1 |
Изобретение относится к литейному производству, в частности к литейным формам, собираемым в вертикальную стопку. Литейная форма, собранная в вертикальную стопку, содержащая литниковую систему с каналами и сообщенные между собой рабочие полости отливок, при этом рабочие полости отливок и каналы литниковой системы выполнены вертикально в стержневых элементах каждого яруса с обеспечением свободного удаления в атмосферу газов, образующихся в рабочих полостях отливок при заливке жидким металлом, через стыки каждого яруса литейной формы и через стыки сегментов, из которых собран каждый ярус литейной формы, при этом для формирования литейной формы использована стержневая холоднотвердеющая смесь (ХТС) с высокой газопроницаемостью . Изобретение улучшает условия удаления газов из рабочих полостей формы, собранных в вертикальную стопку. 3 ил.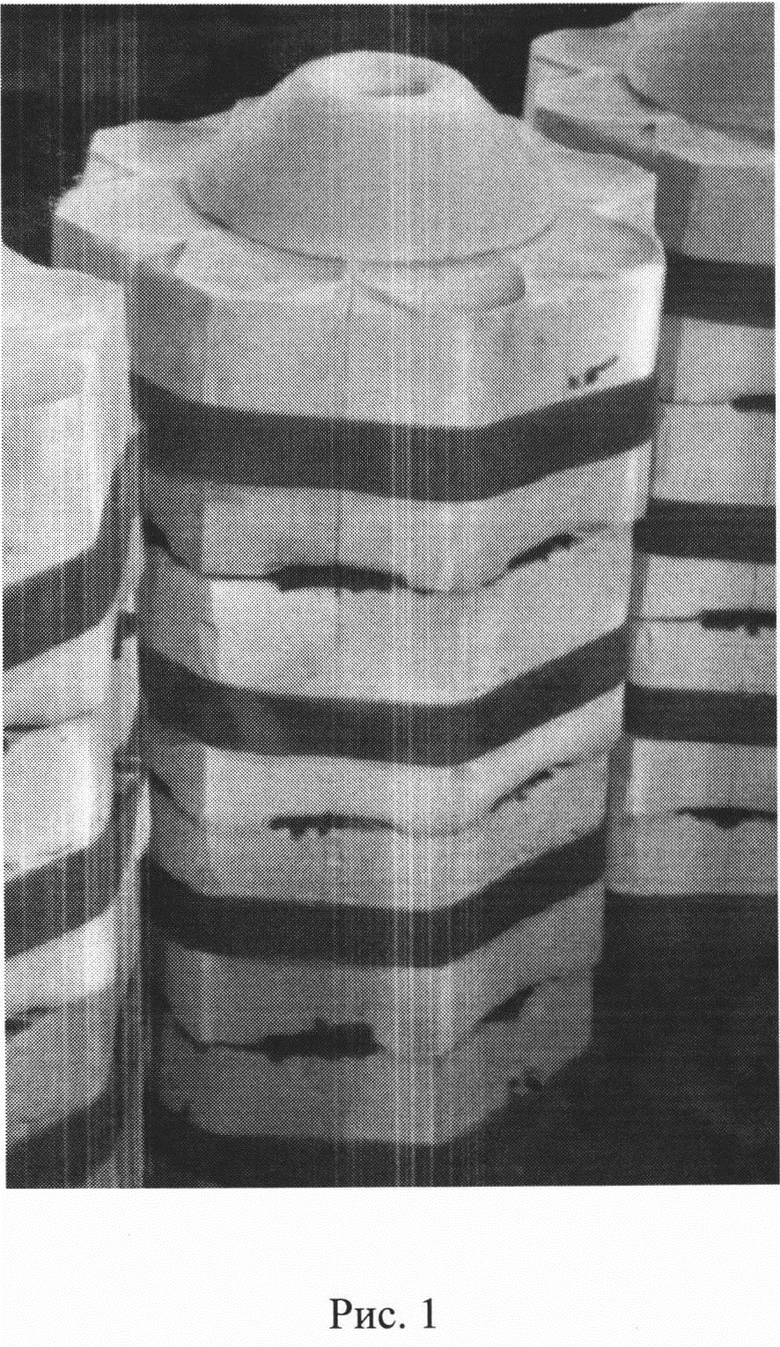
Литейная форма, собранная в вертикальную стопку, содержащая литниковую систему с каналами и сообщенные между собой рабочие полости отливок, отличающаяся тем, что рабочие полости отливок и каналы литниковой системы выполнены вертикально в стержневых элементах каждого яруса с обеспечением свободного удаления в атмосферу газов, образующихся в рабочих полостях отливок при заливке жидким металлом, через стыки каждого яруса литейной формы и через стыки сегментов, из которых собран каждый ярус литейной формы, при этом для формирования литейной формы использована стержневая холоднотвердеющая смесь (ХТС) с высокой газопроницаемостью.
| Стопочная литейная форма | 1978 |
|
SU710751A1 |
| Стопочная литейная форма | 1982 |
|
SU1045998A1 |
| Ступенчатая литниковая система для стопочной заливки форм | 1986 |
|
SU1366279A1 |
| Стопочная литейная форма | 1982 |
|
SU1066720A1 |
| DE 102010003824 A1, 13.10.2011 | |||
| JP 2010142857 A, 01.07.2010 | |||
| WO 2018104842 A2, 14.06.2018. | |||

