Известный стан холодной прокатки труб включает станину с приводом перемещения, установленные в опорах рабочие валки с винтовы М профилем ручья IH привод перемещения вдоль оои прокатки опор валков, кинематически связав-ный с приводом стаиииы.
Недостатком известных станов является то, что рабочие валки расположены под углом к прокатываемому изделию, а это косое расположение приводит к возздикновению изпибаюнхего момента, действующего на оправку и приводящего к ее поломке.
С целью предотвращения перекоса оправки относительно калибра валков предложенный стан снабжен параллельными направляющими, расположенными поперек оси прокатки, в которых свободно установлена станина, а привод перемещения последней выполнен в виде спаренного крявощипно-шатунного механизма.
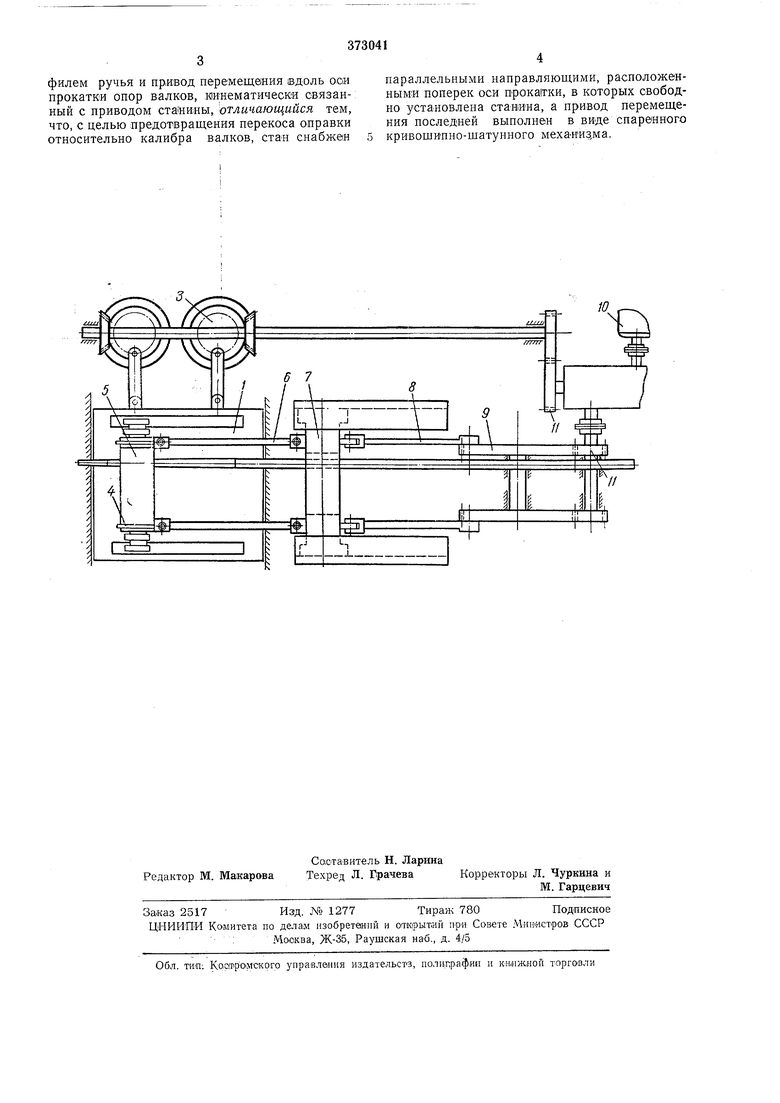
На чертеже показан предложенный стан.
Стан содержит станину /, свободно устаиовленную в параллельных направляющих 5, расположенных поперек оси прокатки.
Станина .имеет привод перемещения, который выполнен в виде спаренного кривощипношатунного механизма 3.
В станине смонтированы в опорах 4 рабочие валки 5 с винтовым профилем ручья (профиль не указан). Опоры рабочих валков имеют привод перемещения вдоль оси прокатки, выполненный в виде соединяемых с опорой тяг 6, крейцкопфа 7, шатунов 8, кривощипных щестерен 9. Привод перемещения опор вдоль валков кинематически связан с приводом станины.
Передаточное отнощение кривощипного механизма привода опор рабочих валков и спаренного кривощина механизма привода станины одинаковы, и фазы их совпадают. Работает стан следующим образом.
Возвратно-поступательное движение опор 4 рабочих валков 5 осуществляется от двигателя 10, посредством К1ривощи;пов 9, щатунов 8, крейцкопфа 7 и тяг 6. Одновременно синхронно с перемещением
опор происходит перемещение станины / спаренным кривощилно-шатунным механизмом 3 в параллельных направляющих 2, которые расположены поперек оои прокатки. Приводы перемещения станины и опор 4 рабочих валков
для синхронизации нинематически связаны зубчатыми парами //. Такое исполнение стана позволяет ликвидировать перекос оправк1И относительно калибра валков во время прокатки и тем самым повьюить стойкость инструмента.
Предмет изобретения
Стан холодной прокатки труб, включающий
станину с приводом перемещения, установлен30 ные в опорах рабочие валки с винтовым профилем ручья и привод перемещения вдоль оси прокатки опор валков, кинематически связанный с приводом станины, отличающийся тем, что, с целью предотвращения перекоса оправки относительно калибра валков, ста« снабжен
параллельными направляющими, расположенными поперек оси Прока|тки, в которых свободно установлена станина, а привод перемещения последней выполнен в виде спаренного кривощипно-шатунного механиз,ма.
| название | год | авторы | номер документа |
|---|---|---|---|
| Привод стана холодной прокатки труб | 1983 |
|
SU1152674A1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2009 |
|
RU2397033C1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2009 |
|
RU2414975C1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2014 |
|
RU2578883C1 |
| СТАН ПИЛИГРИМОВОЙ ПРОКАТКИ ТРУБ | 1967 |
|
SU196692A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1997 |
|
RU2118921C1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2011 |
|
RU2481904C1 |
| РЕГУЛЯТОР ВЕЛИЧИНЫ ПЕРЕМЕЩЕНИЯ КЛЕТИ В ГЛАВНОМ ПРИВОДЕ СТАНА ХОЛОДНОЙ ПРОКАТКИ | 1973 |
|
SU371996A1 |
| Устройство для обработки калибров валков | 1974 |
|
SU536896A1 |
| Рабочая клеть стана холодной прокатки труб | 1983 |
|
SU1148660A1 |