Изобретение относится к области трубопрокатного производства, а точнее - к станам холодной прокатки труб большого типоразмера.
Известна рабочая клеть стана холодной прокатки труб (см. пат. РФ №2088353, В21В 21/00, заяв. 08.06.1992 г., опуб. 27.08.1997 г.), включающая подвижный от привода корпус с опорными планками, рабочий инструмент с ручьями переменного профиля, удерживаемый сепаратором, и рычажный механизм, связанный штангами постоянной длины с сепаратором и штангой переменной длины с корпусом.
Недостатком данной конструкции является необходимость настройки вручную, непосредственно в стане положения развертки ручья калибров с зевами в пределах длины перемещения рабочего инструмента путем изменения длины штанги корпуса, что приводит к снижению качества прокатываемых труб, усложняет эксплуатацию стана, снижает надежность и долговечность оборудования.
Наиболее близким по технической сущности является стан холодной прокатки труб, содержащий рабочую клеть с подвижными силовой станиной и валковой кассетой, шатуны, связывающие станину и кассету через двуплечий рычаг с приводом перемещения клети, расположенные на рабочих валках сменные калибры с ручьями переменного профиля (см. пат. РФ №2220795, В21В 21/00, заявл. 04.06.2002 г., опуб. 10.01.2004 г.).
Недостаток известной конструкции стана заключается в том, что настройка положения развертки ручья калибров с зевами подачи и поворота в пределах длины перемещения кассеты осуществляется вручную в линии стана путем изменения длины шатуна станины. Точность выполняемой настройки невысокая из-за ее сложности. Это приводит к снижению качества прокатываемых труб, усложнению эксплуатации стана, уменьшению надежности и долговечности стана.
Задача настоящего изобретения состоит в создании стана холодной прокатки труб, позволяющего повысить качество прокатываемых труб, упростить эксплуатацию стана, повысить надежность и долговечность оборудования стана.
Поставленная задача достигается тем, что стан холодной прокатки труб, содержащий рабочую клеть с подвижными силовой станиной и валковой кассетой, шатуны, связывающие станину и кассету через двуплечий рычаг с приводом перемещения клети, расположенные на рабочих валках сменные калибры с ручьями переменного профиля и зевами подачи и поворота, имеющими угол привязки к базовой плоскости калибра, согласно изобретению снабжен дополнительным шатуном, соединяющим двуплечий рычаг с подвижной силовой станиной, шатуны станины выполнены постоянной длины, а угол привязки ручьев переменного профиля к базовой плоскости калибров для различных диаметров прокатываемых труб - переменный, обеспечивающий положение развертки ручья с зевами подачи и поворота в пределах длины перемещения кассеты.
Такое конструктивное выполнение позволяет повысить качество прокатываемых труб за счет более точного положения ручья калибра с зевами подачи и поворота на длине перемещения кассеты, определяемого углом привязки ручья к базовой плоскости калибра, значение которого расчитывается в зависимости от маршрута прокатки при постоянной длине шатунов станины и выполняется на стадии изготовления калибра.
Упрощение эксплуатации стана происходит за счет исключения ручной настройки в линии стана положения ручья с зевами подачи и поворота в пределах длины перемещения кассеты.
Кроме того, повышаются надежность и долговечность оборудования стана во всем диапазоне прокатываемых труб, за счет того, что расположение развертки ручья с зевами обеспечено в пределах длины перемещения кассеты. Расположение упомянутой развертки определяется углом привязки к базовой плоскости калибра, соответствующим маршруту прокатки.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
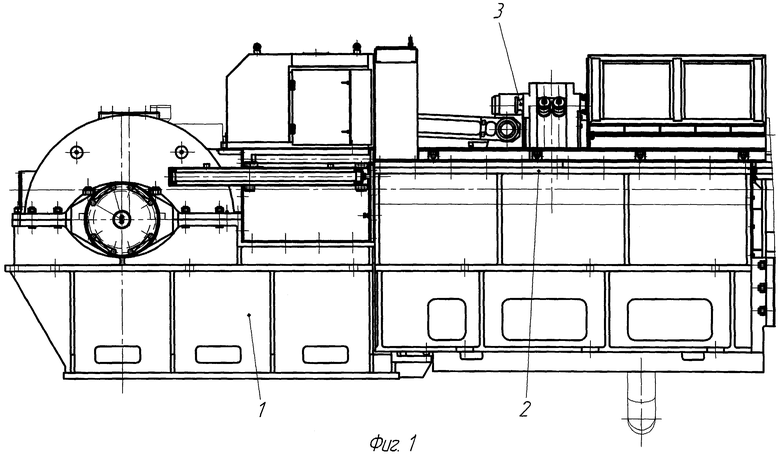
на фиг.1 изображен общий вид стана холодной прокатки труб;
на фиг.2 - то же, вид сверху;
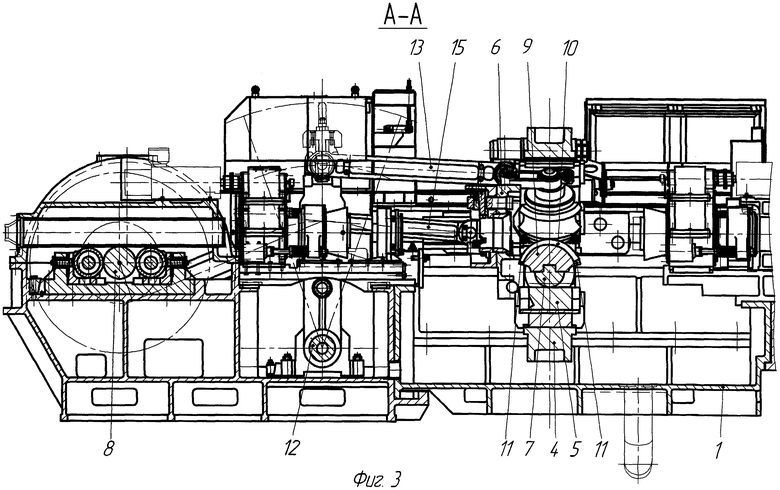
на фиг.3 - разрез А-А на фиг.2;
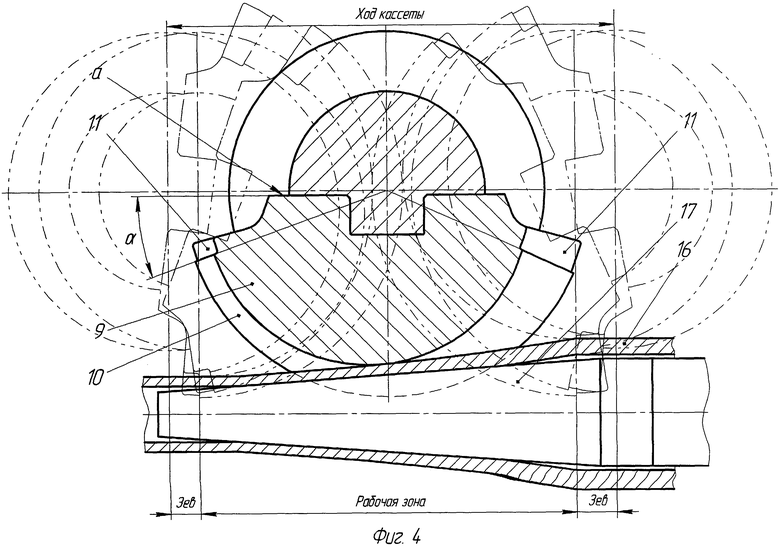
на фиг.4 - схема установки калибра.
Стан холодной прокатки труб содержит раму 1 с направляющими 2, установленную на них рабочую клеть 3, включающую подвижную силовую станину 4 с опорными рельсами 5, подвижную кассету 6, расположенные в ней рабочие валки 7, а также привод 8 возвратно-поступательного перемещения клети 3. Подвижная кассета 6 содержит сменные калибры 9 с ручьями 10 переменного профиля и зевами 11 подачи и поворота. Ручей 10 переменного профиля привязан к базовой плоскости а калибра 9 углом α, который для различных диаметров прокатываемых труб - переменный, обеспечивающий положение развертки ручья 10 с зевами 11 подачи и поворота в пределах длины перемещения кассеты 6.
Для синхронизации перемещения подвижной силовой станины 4 и кассеты 6 имеется двуплечий рычаг 12, соединенный шатуном 13 и дополнительным шатуном 14 с подвижной силовой станиной 4 и шатунами 15 постоянной длины - с подвижной кассетой 6. Шатуны 13, 14 станины 4 выполнены постоянной длины.
Стан работает следующим образом.
При прокатке труб рабочая клеть 3 совершает возвратно-поступательное движение, причем в клети 3 силовая станина 4 по направляющим 2 движется со своей скоростью и на свою длину хода, а кассета 6 перемещается со своей скоростью на свою длину хода. При этом их движения синхронны. Станина 4 и кассета 6 перемещаются посредством шатунов 13, 14, 15, соединенных двуплечим рычагом 12 с приводом 8. Соответственно в кассете 6 валки 7 совершают качательное движение и калибрами 9 прокатывают трубу 16 на оправке 17.
Прокатка трубы 16 в рабочей зоне ведется на переменном катающем диаметре. Переменный ручей на калибре 9 имеет переменный катающий диаметр, соотвествующий маршруту прокатки.
Угол α (см. фиг.4) привязки ручьев 10 к базовой плоскости а калибра 9 выполняется на стадии изготовления калибра. Угол α имеет свое значение для каждого маршрута прокатки и определяется из следующих соотношений;
- длины хода кассеты и станины;
- значений углов наклона шатунов кассеты и станины;
- начальных и конечных положений кассеты и станины.
Для примера приводим основные параметры трех маршрутов прокатки стана холодной прокатки труб (ХПТР 350-8).
1 маршрут: заготовка ⌀ 360×18, готовая труба ⌀ 325×10,
длина хода кассеты 1100 мм,
длина хода станины 1692 мм,
угол α=12,39°.
2 маршрут: заготовка ⌀ 325×24, готовая труба ⌀ 273×10,
длина хода кассеты 1100 мм,
длина хода станины 1664 мм,
угол α=17,73°.
3 маршрут: заготовка ⌀ 273×24, готовая труба ⌀ 219×10,
длина хода кассеты 1100 мм,
длина хода станины 1634 мм,
угол α=23,28°.
Как видно из примера, при прокатке труб по различным маршрутам длина хода кассеты - постоянная (1100 мм), длина хода станины - переменная (1692, 1664, 1634 мм), угол α, привязка ручья калибра к базовой плоскости - переменный (12,39°, 17,73°, 23,28°).
Предложенный стан холодной прокатки труб по сравнению с известными позволяет повысить качество прокатываемых труб, упростить эксплуатацию стана, повысить надежность и долговечность оборудования стана.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2009 |
|
RU2397033C1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2002 |
|
RU2220795C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2009 |
|
RU2384376C1 |
| РАБОЧАЯ КЛЕТЬ РОЛИКОВОГО СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2003 |
|
RU2243043C1 |
| Трехвалковая клеть стана холодной прокатки труб | 2018 |
|
RU2694440C1 |
| Рабочая клеть стана холодной прокатки труб | 1979 |
|
SU774627A1 |
| СПОСОБ МНОГОНИТОЧНОЙ ПЕРИОДИЧЕСКОЙ ПРОКАТКИ ТРУБ | 2009 |
|
RU2403107C1 |
| СТАН ПИЛИГРИМОВОЙ ПРОКАТКИ ТРУБ | 1967 |
|
SU196692A1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1997 |
|
RU2141388C1 |
| Рабочая клеть стана холодной прокатки труб | 1977 |
|
SU682292A1 |

Изобретение относится к области трубопрокатного производства, а точнее - к станам холодной прокатки труб большого типоразмера. Стан холодной прокатки труб содержит раму с направляющими, установленную на них рабочую клеть, включающую подвижную силовую станину с опорными рельсами, подвижную кассету, расположенные в ней рабочие валки, а также привод возвратно-поступательного перемещения клети. Подвижная кассета содержит сменные калибры с ручьями переменного профиля и зевами подачи и поворота. Ручьи переменного профиля привязаны к базовой плоскости калибров переменным для различных диаметров прокатываемых труб углом привязки, обеспечивающим положение развертки ручья с зевами подачи и поворота в пределах длины хода кассеты. Для синхронизации перемещения подвижной силовой станины и кассеты имеется двуплечий рычаг, соединенный шатуном и дополнительным шатуном с подвижной силовой станиной и шатунами постоянной длины с подвижной кассетой. Шатуны станины выполнены постоянной длины. Изобретение позволяет повысить качество прокатываемых труб, упростить эксплуатацию стана, повысить надежность и долговечность оборудования стана. 4 ил.
Стан холодной прокатки труб, содержащий рабочую клеть с подвижными силовой станиной и валковой кассетой, шатуны, связывающие станину и кассету через двуплечий рычаг с приводом перемещения клети, расположенные на рабочих валках сменные калибры с ручьями переменного профиля и зевами подачи и поворота, имеющими угол привязки к базовой плоскости калибра, отличающийся тем, что он снабжен дополнительным шатуном, соединяющим двуплечий рычаг с подвижной силовой станиной, причем шатуны станины выполнены постоянной длины, а ручьи переменного профиля привязаны к базовой плоскости калибров переменным для различных диаметров прокатываемых труб углом привязки, обеспечивающим положение развертки ручья с зевами подачи и поворота в пределах длины хода кассеты.
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2002 |
|
RU2220795C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1992 |
|
RU2088353C1 |
| Устройство для перемотки длинномерного материала | 1979 |
|
SU867832A1 |
| WO 8810160 A1, 29.12.1988. | |||

