Изобретение может быть использовано для обработки криволинейных ручьев калибров валков, преимущественно стана периодической прокатки труб с вращающейся рабочей клетью, например станов ХПТВ.
Известны устройства для обработки калибров валков, включающие установленные на станине с возможностью перемещения салазки и связанные с ними оправки с калибрами
1.
Однако эти устройства имеют недостаточную жесткость, которая приводит к перекосам и заклиниваниям в направляющих, что отрицательно сказывается на точности обработки. Кроме того, трудность получения необходимой точности возникает и вследствие длинной кинематической цепи для осуществления вращения оправок с калибрами вокруг своих осей.
Предлагаемое устройство для обработки калибров валков отличается от известных тем, что оно снабжено установленной на станине с возможностью поступательного перемещения, шарнирно соединенной с салазками цапфой и установленным на ней коническим зубчатым сектором, кинематически связанным с Оправками.
Это обеспечивает повышение точности формирования криволинейных ручьев.
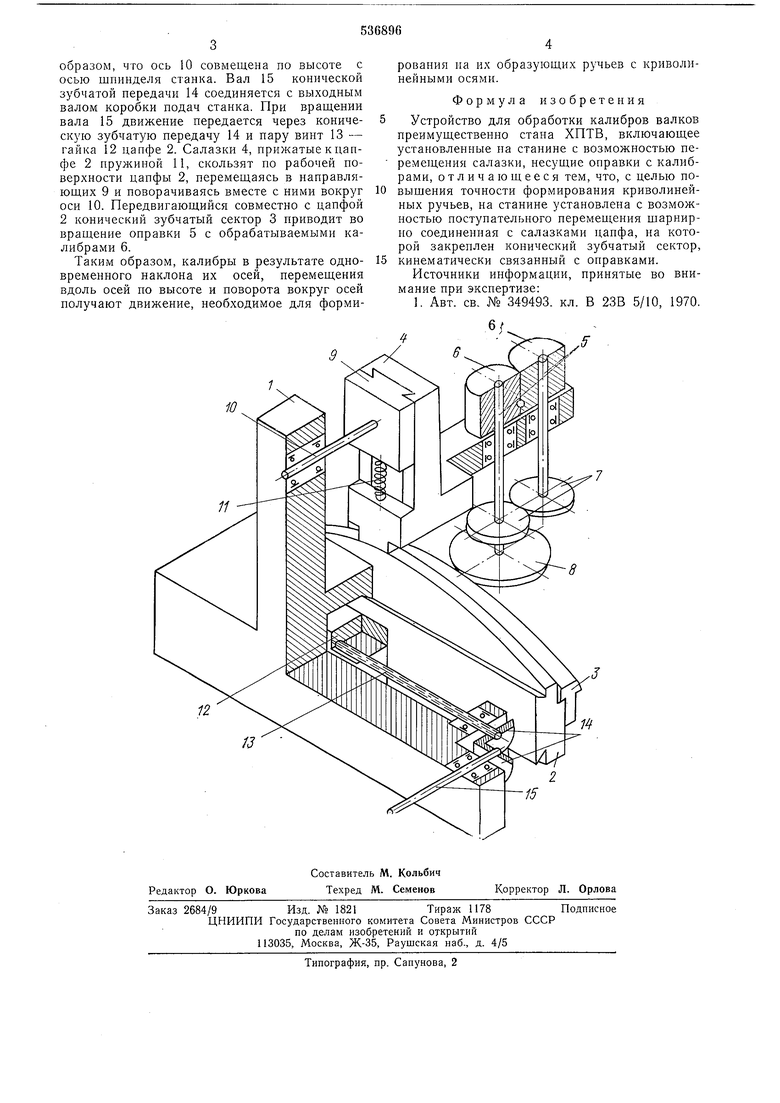
На чертеже представлено предлагаемое устройство.
В направляющих станины 1 установлена цапфа 2 с неподвижно закрепленным на ней коническим зубчатым сектором 3. На рабочую поверхность цапфы 2 опираются салазки 4 с закрепленными в них оправками 5 с калибрами 6. Оправки 5 связаны между собой синхронизирующими зубчатыми колесами 7, а одна из них имеет также коническое зубчатое колесо 8, находящееся в зацеплении с зубчатым сектором 3. Салазки 4 находятся в направляющих 9, которые имеют возможность поворота вокруг оси 10, закрепленной в станине 1, причем для осуществления силового замыкания салазок 4 с цапфой 2, направляющие 9
имеют пружину 11. Для привода цапфы 2 с помощью имеющейся на нем гайки 12 в станине 1 закреплен ходовой винт 13, приводящийся конической зубчатой передачей 14, шестерня которой посажена на вал 15, предназначенный для соединения всего устройства с коробкой подачи станка.
Формирование криволинейного ручья калибра осуществляется путем наклона осей калибров и смещения их по высоте. Наклон осей
и смещение по высоте происходят в результате скольжения салазок с оправками по рабочей поверхности подвижной цапфы, которая выполнена по дуге окружности. Устройство устанавливают на стол станка
с расточной бабкой, например 2692Ш, таким
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство к шлифовальному станку для обработки калибров валков | 1988 |
|
SU1688997A1 |
| УСТРОЙСТВО для ОБРАБОТКИ КАЛИБРОВ ВАЛКОВ | 1972 |
|
SU349493A1 |
| Станок для обработки ручьев переменного профиля прокатных валков | 1982 |
|
SU1060316A1 |
| Устройство для обработки кольцевого желоба переменного профиля | 1973 |
|
SU515628A1 |
| Способ отделочной обработки зубчатых элементов муфты с пространственно модифицированными зубьями | 1987 |
|
SU1511025A1 |
| Устройство для шлифования бочки валка | 1977 |
|
SU917687A3 |
| Станок для обработки кольцевого желоба переменного профиля | 1988 |
|
SU1645108A1 |
| Стан для прокатки клиновидных профилей | 1979 |
|
SU832825A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ТРУБ И СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2241557C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
