1.
Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении холодным деформированием деталей, имеющих многогранное сечение, например, болтов, гаек.
Известен способ изготовления деталей, имеющих многогранное сечение, холодным деформированием, включающим операции отрезки заготовки, высадки круглого сечения, а также получения многогранного сечения.
С целью повышения качества деталей, изготовляемых по предлагаемому способу, круглое сечение высаживают диаметром, больщим размера «под ключ, но не более диаметра описанной окружности многогранника, а многогранное сечение получают редуцированием.
При изготовлении детален типа гаек редуцирование ведут до получения промежуточного многогранного сечения, а затем осуществляют выаадку окончательного сечения многогранника и прошивку отверстия.
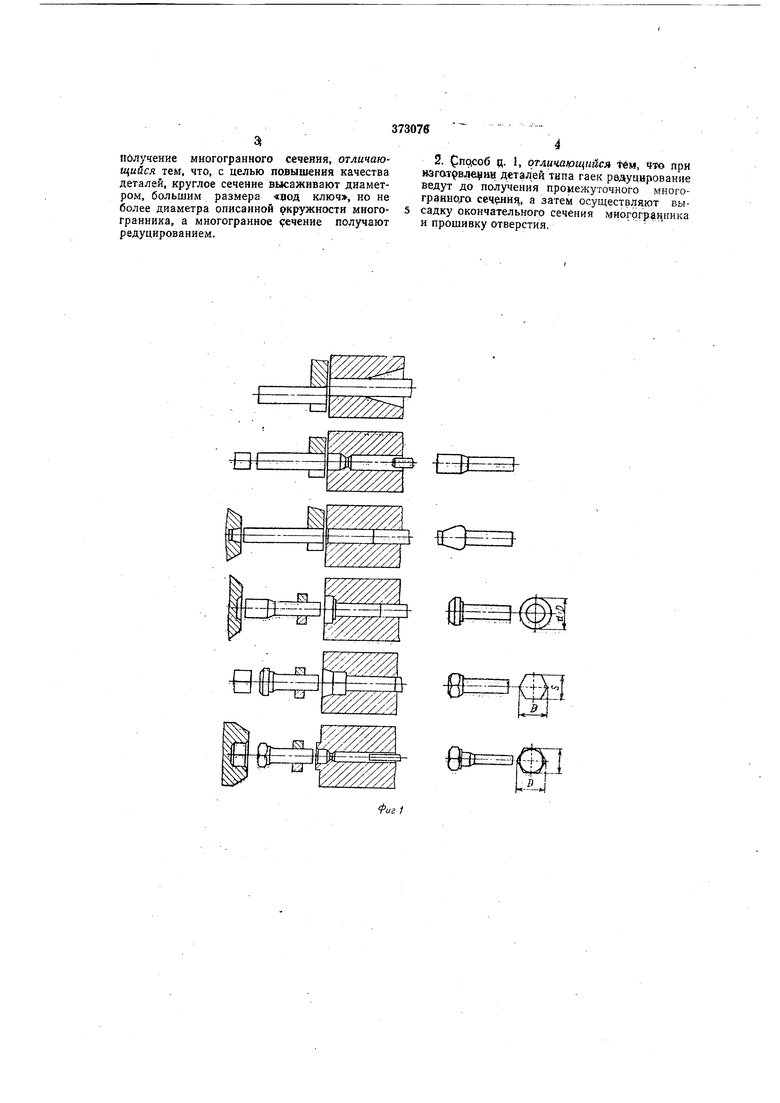
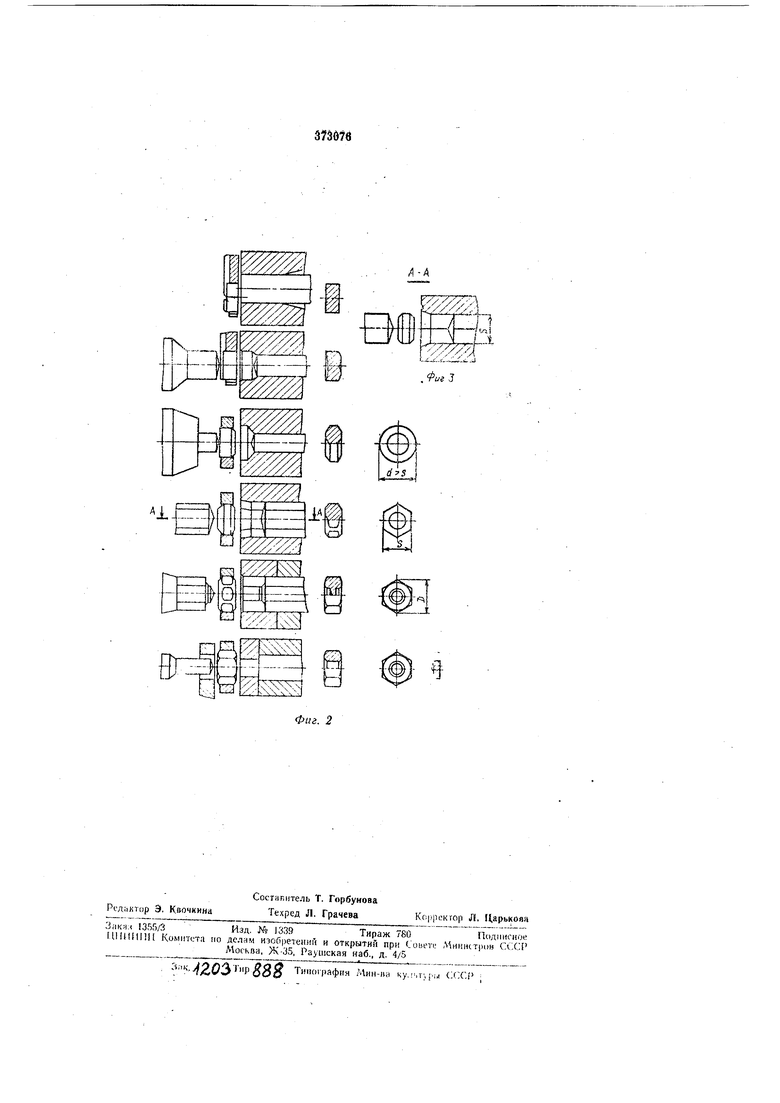
Сущность изобретения поясняется чертежом, где на фиг. I - поясняется предлагаемый способ применительно к изготовлению болтов; на фиг. 2 - то же, применительно к изготовлению гаек; на фиг. 3 - разрез А-А.
Технологические переходи при изготовлении болтов следующие.
Отрезанную заготовку переносят на первую позицию, где производят редуцирование
стержня, затем осуществляют высадку конусной головки, далее высадку круглой головки диаметром, большим размера «под ключ,, но не более диаметра описанной окружности многогранника, зачем редуцирование многогранника и редуцирование резьбового участка стержня с выравниванием торцевой фаски и опорной поверхности многогранника.
10 Технологические переходы при изготовлении гаек следующие.
Отрезанную заготовку переносят на первую позицию, где производят выравнивание торцев с образованием конусных углублений и односторонней фаски, после чего на следующих позициях последовательно производят высадку бочкообразной заготовки с диаметро м бочки, равным диаметру описанной окружности многогранника, т. е. размером, большим размера
20 «под ключ, редуцирование промежуточного многогранника, высадку окончательного многогранника и прощивку отверстия.
25Предмет изобретения
1. Способ изготовления деталей, имеющих
многогранное сечение, холодным деформирование.м, включающим операции отрезки заго30 товки, высадки круглого сечения, а также получение многогранного сечения, отличающийся тем. что, с целью повышения качества деталей, круглое сечение высаживают диаметром, большим размера «вод ключ, но не более диаметра описанной ркружности многогранника, а многогранное речение получают редуцированием. 2. ( ц. 1, отличающийся тем, что при взгат9В4кц1ин детал ей типа гаек редуцирование ведут до получения промежуточного многограннод-о , а затем осуществляют высадку окончательного сечения многогранника и прошивку отверстия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ, ИМЕЮЩИХ МНОГОГРАННОЕ СЕЧЕНИЕ | 2001 |
|
RU2200642C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОГРАННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2241569C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТОВ | 2001 |
|
RU2203157C2 |
| Способ высадки гаек | 1990 |
|
SU1750843A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТОВ С ФЛАНЦЕМ | 2012 |
|
RU2489224C1 |
| Способ формирования многогранных головок болтов | 1989 |
|
SU1764757A1 |
| Способ изготовления многогранных деталей | 1987 |
|
SU1484431A1 |
| СПОСОБ ШТАМПОВКИ БОЛТОВ С МНОГОГРАННОЙ ГОЛОВКОЙ | 2002 |
|
RU2236926C1 |
| Способ изготовления стержневых изделий с шестигранной головкой | 2016 |
|
RU2635495C1 |
| Способ холодной объемной штамповки гаек | 1990 |
|
SU1777571A3 |
A-A
