Изобретение относится к обработке металлов давлением, а именно к изготовлению болтов холодной объемной штамповкой.
Известен способ безотходной штамповки головок болтов, включающий отрезку заготовки, предварительную высадку головки диаметром меньше размера под ключ с оформлением на торце головки выступа и формированием вокруг выступа кольцевой канавки, окончательное оформление многогранной головки выдавливанием углубления на торце головки путем приложения усилия деформирования к выступу (а.с. СССР, №1806895, кл. В 21 К 1/46, 1993).
Известный способ имеет следующие недостатки:
- на первой формообразующей позиции при осадке цилиндрической заготовки с кольцевой канавкой сложная конструкция инструмента и низкая его стойкость;
- на второй позиции формирование многогранника из цилиндрической заготовки с кольцевым углублением возможно только из металла с высокими пластическими свойствами и невозможно из сталей легированных марок для изготовления высокопрочных болтов, так как при этом будет низкая стойкость инструмента и качество заполняемых граней.
Наиболее близким к предлагаемому является способ штамповки болтов с многогранной головкой, включающий получение цилиндрической головки, редуцирование многогранника на части высоты цилиндрической головки, окончательное оформление многогранной головки, получение на ней наружной фаски, формирование стержня (патент РФ 2191089, кл. В 21 К 1/46, B 21 J 5/08).
Такой способ обеспечивает хорошее качество головок болтов, но имеет существенный недостаток: при обрезке недоредуцированной цилиндрической части головки часть металла уходит в отход.
Изобретение решает задачу снижения нормы расхода материала, обеспечивая при этом высокое качество деталей и стойкость штамповочного инструмента.
Поставленная задача решена тем, что в способе штамповки болтов с многогранной головкой, включающем получение цилиндрической головки, редуцирование многогранника на части высоты цилиндрической головки, окончательное оформление многогранной головки, получение на ней наружной фаски, формирование стержня, согласно изобретению цилиндрическую головку получают осадкой на первой формообразующей позиции диаметром 0,94-0,98 размера под ключ многогранника готовой детали, а многогранник на части высоты цилиндрической головки редуцируют на второй формообразующей позиции с размером под ключ, равным 0,80-0,86 размера под ключ многогранника готовой детали; на третьей позиции осуществляют осадку многогранника с небольшим углублением на торце и на последней позиции калибруют многогранную головку с оформированием наружной фаски.
Стержень формируют цилиндрическим с диаметром под накатку резьбы по всей его высоте, при этом диаметр исходной заготовки соответствует 0,94-0,98 диаметру под накатку резьбы.
Стержень также может быть сформирован ступенчатым с цилиндрическим подголовком, тогда диаметр исходной заготовки будет соответствовать 1,05-1,07 диаметру под накатку резьбы.
За счет получения многогранной головки без облоя происходит значительная экономия металла и обеспечивается высокое качество деталей и стойкость штамповочного инструмента.
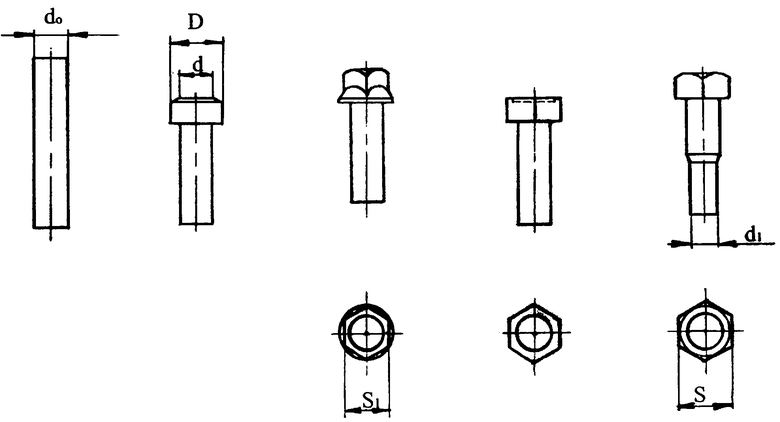
На чертеже представлена схема изготовления болтов по позициям на холодновысадочном многопозиционном автомате.
Способ осуществляют следующим образом.
Отрезанную заготовку подают на первую формообразующую позицию, где осуществляют осадку цилиндрической головки с диаметром D=(0,94-0,98)S, где S - размер под ключ многогранника готового болта, и оформляют наружную фаску с наименьшем диаметром d=(1,0-1,03)d0, где d0 - диаметр исходной заготовки.
Затем заготовку переносят на вторую формообразующую позицию и на части высоты цилиндрической головки редуцируют многогранник с размером под ключ S1=(0,80-0,86)S.
На третьей позиции осуществляют осадку многогранника с небольшим углублением на торце. На всех трех позициях производят предварительное формирование стержня.
На последней позиции калибруют многогранник с окончательной формовкой наружной фаски, маркировкой класса прочности и товарного знака изготовителя. Окончательно формируют стержень с диаметром d1 под накатку резьбы.
Применение предлагаемого способа существенно снизит себестоимость изготовления болтов благодаря безотходной шамповки многогранных головок.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ, ИМЕЮЩИХ МНОГОГРАННОЕ СЕЧЕНИЕ | 2001 |
|
RU2200642C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОГРАННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2241569C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕСНОЙ ГАЙКИ | 2002 |
|
RU2229953C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТОВ | 2001 |
|
RU2203157C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕСНОЙ ГАЙКИ | 2001 |
|
RU2209703C1 |
| Способ формирования многогранных головок болтов | 1989 |
|
SU1764757A1 |
| Способ изготовления стержневых изделий с шестигранной головкой | 2016 |
|
RU2635495C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕСНЫХ БОЛТОВ | 2001 |
|
RU2207930C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТА С ФАСОННОЙ ГОЛОВКОЙ И ФЛАНЦЕМ | 2007 |
|
RU2344015C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОЛОВОК ТОРЦОВЫХ КЛЮЧЕЙ СО СТУПЕНЧАТОЙ НАРУЖНОЙ ПОВЕРХНОСТЬЮ | 2003 |
|
RU2254201C1 |
Изобретение относится к области обработки металлов давлением, а именно к изготовлению болтов холодной объемной штамповкой. Способ штамповки болтов с многогранной головкой включает получение цилиндрической головки, редуцирование многогранника на части высоты цилиндрической головки, окончательное оформление многогранной головки, получение на ней наружной фаски и формирование стержня. Цилиндрическую головку получают осадкой на первой формообразующей позиции диаметром 0,94-0,98 размера под ключ многогранника готовой детали. Многогранник на части высоты цилиндрической головки редуцируют на второй формообразующей позиции с размером под ключ, равным 0,80-0,86 размера под ключ многогранника готовой детали. На третьей позиции осуществляют осадку многогранника с небольшим углублением на торце. На последней позиции калибруют многогранную головку с оформлением наружной фаски. В результате обеспечивается снижение нормы расхода материала, высокое качество деталей и стойкость штампового инструмента. 2 з.п.ф-лы, 1 ил.
| СПОСОБ ШТАМПОВКИ ГОЛОВОК БОЛТОВ | 2001 |
|
RU2191089C1 |
| SU 1806895 A1, 07.04.1993 | |||
| Способ изготовления стержневых изделий с многогранной головкой и мертвой шайбой | 1972 |
|
SU464374A1 |
| СПОСОБ УКЛАДКИ ТРУБОПРОВОДА С СУДНА (ВАРИАНТЫ) И СУДНО ДЛЯ УКЛАДКИ ТРУБОПРОВОДА (ВАРИАНТЫ) | 2011 |
|
RU2548201C2 |
| Приемная рапира для прокладки уточной нити к рапирному ткацкому станку | 1987 |
|
SU1544193A3 |

