Изобретение относится к обработке металлов давлением и может быть использовано при производстве болтов для крепления колес.
Известен способ изготовления болта с шестигранной головкой и плоской шайбой, включающий подачу и отрезку заготовки; первое редуцирование стержня и предварительную высадку головки; высадку цилиндрической головки до диаметра, несколько больше, чем диаметр описанной окружности шестигранника болта; второе редуцирование стержня под резьбу, высадку шайбы и обрезку шестигранника, обрезку шайбы и облоя шестигранника; снятие фаски и накатку резьбы (РД 37.002.0465-85. Холодная объемная штамповка специальных крепежных и фасонных деталей. Технологические процессы и инструмент. - Горький, 1986, с.18, рис.15).
Известный способ имеет следующие недостатки:
- повышенный расход металла, который на последней позиции уходит в облой;
- выровы металла на поверхности фланца и шестигранной головке на четвертом и пятом переходах;
- низкая стойкость инструмента при обрезке шестигранной головки и фланца на четвертом и пятом переходах.
Наиболее близким техническим решением является способ изготовления болтов с фланцем, включающий отрезку заготовки; первое редуцирование стержня; предварительную высадку цилиндрической головки; предварительное редуцирование шестигранной головки и высадку фланца; редуцирование стержня под накатку, формирование шестигранника и фланца (патент РФ №2222408, кл. В21K 1/46).
Однако известный способ имеет ряд недостатков:
- не обеспечивается стабильное качество изделия в виду неполного заполнения граней головки болта при окончательном ее формировании с S=14 до S=17 мм, при этом при выполнении этой операции возникают большие удельные нагрузки на пуансон, которые снижают его стойкость;
- проявляется низкая стойкость холодновысадочного инструмента, особенно на четвертой позиции в результате второго редуцирования стержня заготовки болта, т.к. возможны нарушения поверхностного слоя фосфатирующего покрытия;
- не решена проблема получения фаски на конце стержня под накатку резьбы;
- используют пять холодновысадочных операции, т.е. добавляется 2-я дополнительная операция редуцирования стержня с использованием дорогостоящего инструмента.
Технической задачей, на решение которой направлено заявленное изобретение, является повышение качества полученных деталей, снижение расхода металла и повышение стойкости холодновысадочного инструмента.
Поставленная задача решена тем, что в способе изготовления болтов с фланцем деформирование головки производят за три перехода, при этом на первом переходе осуществляют предварительную высадку цилиндрической головки диаметром d, равным диаметру описанной окружности шестигранника, далее редуцируют стержень и шестигранную головку с набором металла под фланец, а на третьем переходе окончательно высаживают шестигранную головку и фланец и одновременно калибруют стержень под накатку резьбы с формированием фаски на его торце.
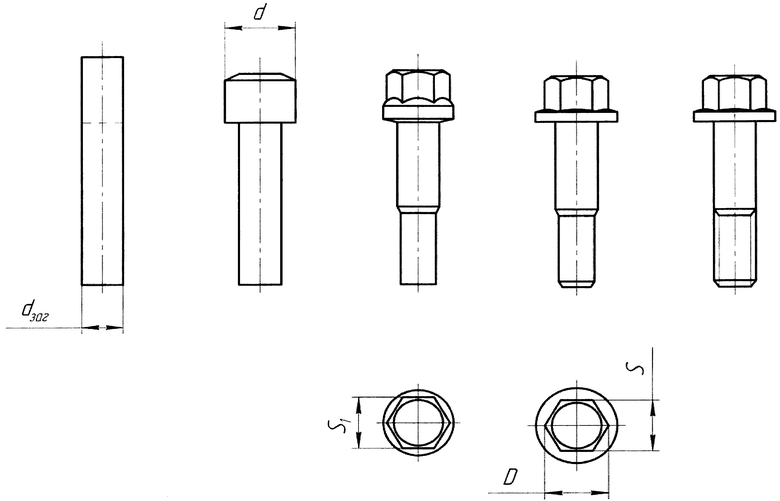
Изобретение поясняется чертежом, где представлен технологический процесс изготовления болтов с фланцем,
где dзаг - диаметр исходного металла;
d - редуцируемый диаметр головки болта;
D - описанный диаметр шестигранной головки болта;
S - размер шестигранника под ключ;
S1 -размер редуцированного шестигранника.
Способ изготовления болта с фланцем осуществляется следующим образом. На холодновысадочном оборудовании мод. M20-4DBM из стали марки 38ХГНМ отрезают заготовку диаметром (dзаг) 15,7 мм. Формообразование болта начинается с отрезки мерной заготовки круглого сечения. На первой позиции производят предварительную высадку головки болта диаметром d, равным описанному диаметру шестигранника. На второй позиции редуцируют шестигранную головку болта S1 на размер шестигранника под ключ S и гладкую часть стержня заготовки болта под накатку резьбы. На третьей позиции производят окончательную высадку шестигранной головки болта с фланцем и калибровку стержня. На этой же позиции одновременно формируют фаску на конце стержня заготовки болта. Далее на последней позиции происходит операция накатки резьбы на стержне болта.
Все операции по изготовлению болта с фланцем, в том числе и накатка резьбы, выполнены на одном многопозиционном холодновысадочном оборудовании. Технология является безоблойной при получении головки болта и безотходной при получении фаски на конце стержня без применения острильного устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТА С ГОЛОВКОЙ, ИМЕЮЩЕЙ ВНУТРЕННИЙ МНОГОГРАННИК И ФЛАНЕЦ, НА ХОЛОДНОВЫСАДОЧНОМ АВТОМАТЕ | 2007 |
|
RU2350424C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ, ИМЕЮЩИХ МНОГОГРАННОЕ СЕЧЕНИЕ | 2001 |
|
RU2200642C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕСНЫХ БОЛТОВ | 2001 |
|
RU2207930C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТОВ С ФЛАНЦЕМ | 2002 |
|
RU2222408C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ТИПА ДЕРЖАТЕЛЯ ДВЕРИ | 2010 |
|
RU2443495C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОГРАННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2241569C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ СТУПЕНЧАТЫХ ДЕТАЛЕЙ С РИФЛЕНИЯМИ | 2010 |
|
RU2422236C1 |
| Способ изготовления закладных болтов | 2020 |
|
RU2732332C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТА С ФАСОННОЙ ГОЛОВКОЙ И ФЛАНЦЕМ | 2007 |
|
RU2344015C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАПРАВЛЯЮЩЕГО ВИНТА | 2003 |
|
RU2251468C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при производстве болтов для крепления колес. Отрезают заготовку и на первом переходе формообразования осуществляют предварительную высадку цилиндрической головки диаметром, равным диаметру описанной окружности шестигранника. На втором переходе редуцируют стержень и шестигранную головку с набором металла под фланец. На третьем переходе окончательно высаживают шестигранную головку и фланец и одновременно калибруют стержень под накатку резьбы с формированием фаски на его торце. Все операции по изготовлению болта, в том числе и накатку резьбы, выполняют на одном многопозиционном холодновысадочном оборудовании. В результате обеспечивается повышение качества полученных деталей, снижение расхода металла и повышение стойкости холодновысадочного инструмента. 1 ил.
Способ изготовления болтов с фланцем, включающий отрезку заготовки, редуцирование стержня, формирование шестигранной головки и фланца, накатку резьбы, отличающийся тем, что формообразование шестигранной головки и фланца производят за три перехода, при этом на первом переходе осуществляют предварительную высадку цилиндрической головки диаметром, равным диаметру описанной окружности шестигранника, далее одновременно редуцируют стержень и шестигранную головку с набором металла под фланец, а на третьем переходе окончательно высаживают шестигранную головку и фланец и одновременно калибруют стержень под накатку резьбы с формированием фаски на его торце.
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТОВ С ФЛАНЦЕМ | 2002 |
|
RU2222408C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТОВ С ФЛАНЦЕМ | 2008 |
|
RU2385200C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТА С ФАСОННОЙ ГОЛОВКОЙ И ФЛАНЦЕМ | 2007 |
|
RU2344015C1 |
| JP 6229410 A, 16.08.1994 | |||
| JP 57134232 A, 19.08.1982. | |||

