1
Изобретение относится к способам подачи проволоки по гибкому шлангу и может быть использовано в сварочных полуавтоматах.
Известен способ подачи сварочной проволоки в зону сварки через гибкий шланг, при котором проволоке при входе в шланг сообщают поперечные колебания. Но эффект от применения колебаний незначительный, особенно в естественных условиях работы, где шланг имеет изгибы различной и меняюш,ейся кривизны.
Предлол енный способ устраняет суш,ествующий недостаток благодаря тому, что гибкому шлангу, по которому перемепдается присадочная проволока, сообш,ается вращательное движение. Это позволяет резко снизить сопротивление при движении проволоки в гибком шланге для полуавтоматов как с тянущим, так и с толкающим механизмом подачи проволоки.
Фиг. 1 иллюстрирует описываемый способ.
Способ осуществляется следующим образом.
При помощи механизма подачн 1 сварочную проволоку 2 подают с катущки 3 в гибкий шланг 4- Далее проволока 2 проходит дерл атель 5 и подается в зону сварки. При этом в процессе подачи проволоки по гибкому щлангу щланг соверщает вращательное двиЛ ение.
2
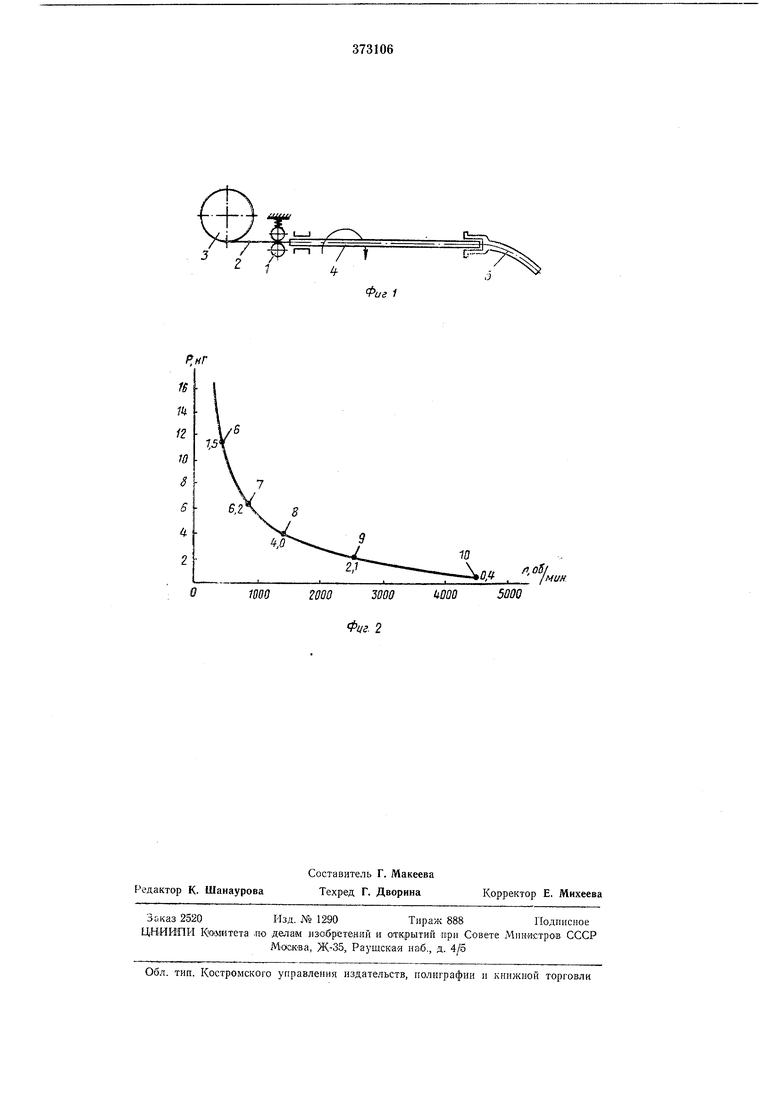
На фиг. 2 дана кривая зависимости усилия вытягивания проволоки из гибкого шланга длиной 8 м, свернутого в кольцо из 6,5 витков диаметром 380 мм, от числа оборотов
гибкого шланга (скорость подачи проволоки 2,4 MJMUH.
Точка 6 на кривой соответствует усилию 11,5 кг при числе оборотов гибкого шланга 450 об/мин; точка 7 соответствует усилию
6,2 кг при л 950 об/мин; точка 5 соответствует усилию 4 кг при об/мин; точка 9 соответствует усилию 2,1 кг при «2 2500 об/мин и точка 10 соответствует усилию вытягивания проволоки, равному 0,4 кг при Пз
4500 об/мин.
Для неподвижного щланга усилие вытягивания проволоки составило 83,5 кг (на фиг. 2 эта точка не показана).
Предмет изобретения
Способ подачи сварочной проволоки в зону сварки через гибкий шланг, при котором проволоке сообщают перемещения в направлении, перпендикулярном направлению подачи проволоки, отличающийся тем, что, с целью уменьшения тянущего или толкающего усилия, перемещения проволоки осуществляют путем вращения шланга.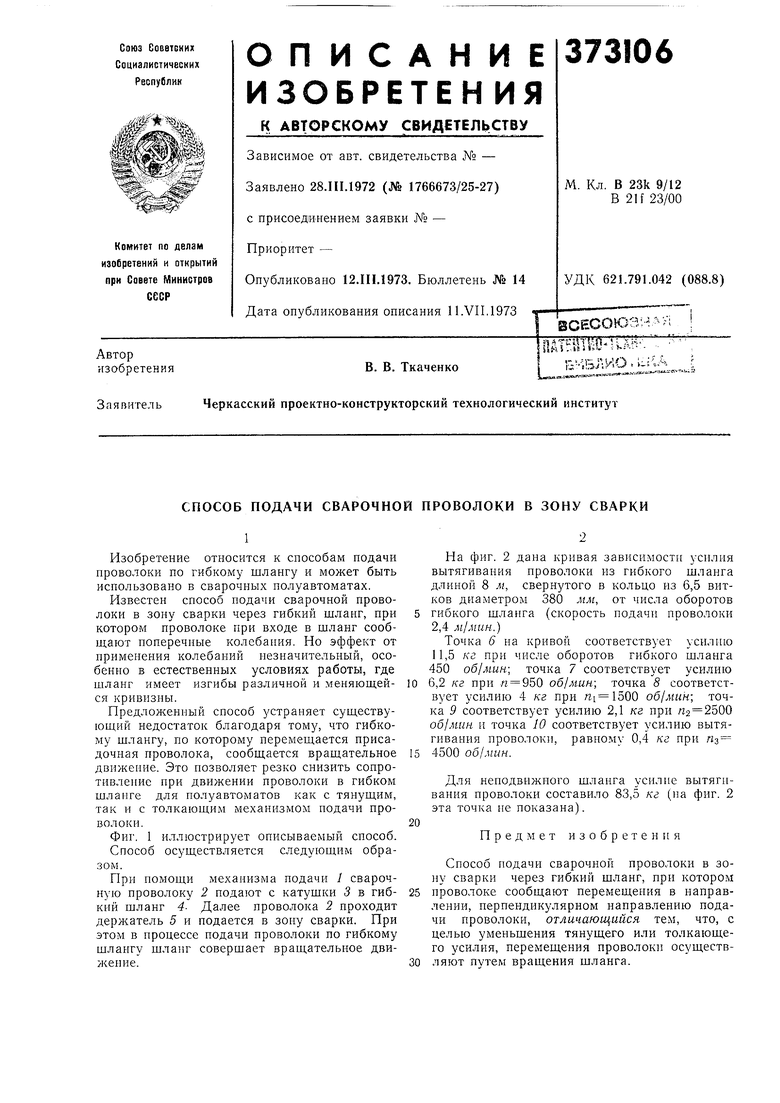
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДАЧИ СВАРОЧНОЙ ПРОВОЛОКИ В ЗОНУ СВАРКИ | 1971 |
|
SU304080A1 |
| Устройство для подачи электродной проволоки | 1982 |
|
SU1031670A1 |
| Способ подачи электродной проволоки и устройство для его осуществления | 1986 |
|
SU1323284A1 |
| Полуавтомат для сварки плавящимся электродом | 1984 |
|
SU1183319A1 |
| Механизм для подачи сварочной проволоки | 1983 |
|
SU1118498A1 |
| Устройство для подачи электроднойпРОВОлОКи | 1976 |
|
SU818786A1 |
| Способ подачи сварочной проволоки | 1977 |
|
SU676404A1 |
| СПОСОБ ВИБРОДУГОВОЙ СВАРКИ С ПОДАЧЕЙ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ПОДАЧИ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ | 2005 |
|
RU2301728C2 |
| Устройство для полуавтоматической сварки | 1973 |
|
SU468742A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ПОДАЧИ ПРИСАДОЧНОЙ ПРОВОЛОКИ | 1993 |
|
RU2074071C1 |
в.г
«,д
WOO20003000
w
. „/
й, . I мин
km 5000
Фцг. 2
