1
Изобретение относится к устройствам ДлЯ полуавтоматической сварки плавящимся электродом и может быть использовано в машиностроении, в частности в котлостроении для сварки крупногабаритных конструкций при монтаже котлоагрегатов.
Известно устройство для полуавтоматической сварки плавящимся электродом, содержащее сварочную горелку, основной и вспомогательный механизмы подачи проволоки и гибкий направляющий шланг для проволоки.
Предлагаемое устройство повышает равномерность подачи проволоки за счет того, что вспомогательный механизм подачи снабжен компенсатором, выполненным в виде разъемной рамки, на двух противоположных сторонах которой в направлении подачи проволоки жестко закреплены и смещены относительно друг друга в плоскости, перпендикулярной плоскости рамки, направляющие для ввода и вывода проволоки, при этом на рамке по ее периметру шарнирно укреплены пружины с закрепленными на них направляющими роликами, взаимодействующими с проволокой, образующей при этом виток спирали, а на одном из роликов смонтирована планка, воздействующая поочередно на один из двух выключателей, введенных в схему основного механизма подачи.
2
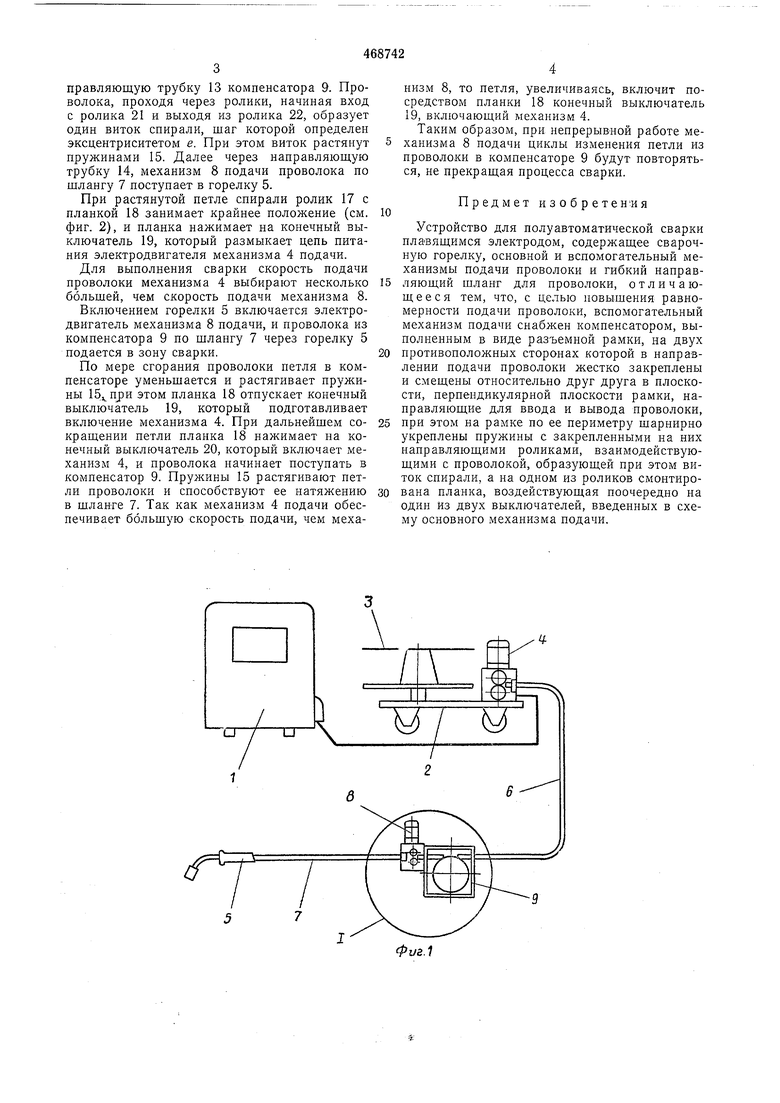
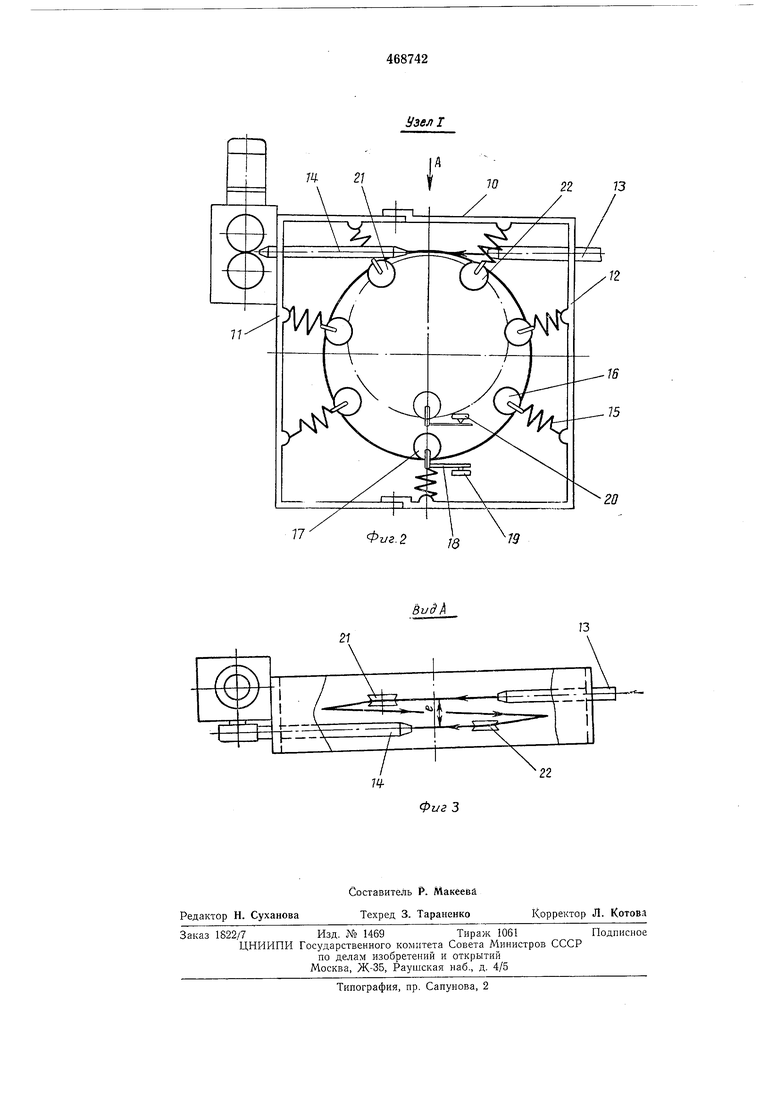
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - узел I на фиг. 1; на фиг. 3 - вид по стрелке А на фиг. 2.
Устройство содержит шкаф 1 управления, передвижную тележку 2 с кассетой 3 и основным механизмом 4 подачи проволоки, который соединен со сварочной горелкой 5 посредством гибких шлангов 6 и 7 и вспомогательного механизма 8 подачи, установленного на компенсаторе 9.
Компенсатор выполнен в виде разъемной рамки 10, на стенках 11 и 12 которой жестко смонтированы направляющие трубки 13 и 14 соответственно для ввода и вывода проволоки. При этом их оси установлены с некоторым эксцентриситетом е и параллельны основному движению проволоки. По периметру рамки шарнирно смонтированы пружины 15, снабженные роликами 16, установленными с возможностью вращения вокруг своих осей. Кроме того один из роликов 17 снабжен планкой 18, контактирующей с конечными выключателями 19 и 20, которые управляют работой основного механизма подачи проволоки. При этом по ходу проволоки ролик 21 является первым, а ролик 22 - последним.
Устройство работает следующим образом.
Перед началом сварки в полол ении наладки сварочную проволоку из кассеты 3 механизмом 4 подачи по шлангу 6 подают в направляющую трубку 13 компенсатора 9. Проволока, проходя через ролики, начиная вход с ролика 21 и выходя из ролика 22, образует один виток спирали, шаг которой определен эксцентриситетом е. При этом виток растянут5 пружинами 15. Далее через направляющую трубку 14, механизм 8 подачи проволока по щлангу 7 поступает в горелку 5. При растянутой петле спирали ролик 17 с планкой 18 занимает крайнее положение (см.10 фиг. 2), и планка нажимает на конечный выключатель 19, который размыкает цепь питания электродвигателя механизма 4 подачи. Для выполнения сварки скорость подачи ироволоки механизма 4 выбирают несколько15 большей, чем скорость подачи механизма 8. Включением горелки 5 включается электродвигатель механизма 8 подачи, и проволока из компенсатора 9 по щлангу 7 через горелку 5 подается в зону сварки. По мере сгорания проволоки петля в компенсаторе уменьщается и растягивает пружины 15 при этом планка 18 отпускает конечный выключатель 19, который подготавливает включение механизма 4. При дальнейшем со- 25 кращении петли планка 18 нажимает на конечный выключатель 20, который включает механизм 4, и проволока начинает поступать в компенсатор 9. Пружины 15 растягивают петли проволоки и способствуют ее натяжению зо в шланге 7. Так как механизм 4 подачи обеспечивает оольшую скорость подачи, чем меха20
му основного механизма подачи. низм 8, то петля, увеличиваясь, включит посредством планки 18 конечный выключатель 19, включающий механизм 4. Таким образом, при непрерывной работе механизма 8 подачи циклы изменения петли из проволоки в компенсаторе 9 будут повторяться, не прекращая процесса сварки. Предмет изобретения Устройство для полуавтоматической сварки плавящимся электродом, содержащее сварочную горелку, основной и вспомогательный механизмы подачи проволоки и гибкий направляющий шланг для проволоки, отличающееся тем, что, с целью повышения равномерности подачи проволоки, вспомогательный механизм подачи снабжен компенсатором, выполненным в виде разъемной рамки, на двух противоположных сторонах которой в направлении подачи проволоки жестко закреплены и смещены относительно друг друга в плоскости, перпендикулярной плоскости рамки, направляющие для ввода и вывода проволоки. при этом на рамке по ее периметру шарнирно укреплены пружины с закрепленными на них направляющими роликами, взаимодействующими с проволокой, образующей при этом виток спирали, а на одном из роликов смонтирована планка, воздействующая поочередно иа один из двух выключателей, введенных в схе
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для сварки плавящимся электродом | 1984 |
|
SU1183319A1 |
| Устройство для автоматической приварки штуцеров | 1981 |
|
SU959960A1 |
| Устройство для сварки с колебаниями электрода | 1986 |
|
SU1360932A1 |
| Устройство для сварки | 1985 |
|
SU1250422A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ | 1972 |
|
SU453259A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПАКЕТОВ ИЗ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА | 1994 |
|
RU2063337C1 |
| Устройство для дуговой сварки крестообразных соединений арматурных стержней | 1972 |
|
SU468745A1 |
| Токоподводящее устройство | 1979 |
|
SU821093A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ И НАПЛАВКИ | 1991 |
|
RU2070492C1 |
| Шланг для подачи сварочной проволоки | 1976 |
|
SU610629A1 |
Фиг.1
17
20
