1
Изобретение относится к области .холодной обработки металлов.
Известен снособ упрочиеиия деталей иоверхноетным иластическим деформироваиием.
Поверхностное нластическое деформирование детален в напряженном состоянии иозволяет зиачительио иовысить нрочностиые характеристики детален но сравнению с иоверхностиым иластическим деформированием без создания предварительного ианряжения детали, так как в новерхиостном слое формируются более высокие величины ежи.маюгцнх остаточных ианряжеиии, новышаются механические свойства.
Однако для деталей, имеющнх сложную иространствениую форму, и детален простой конструкции, но больших размеров, предварительные нанряжения изгибом и статическим растяжением создать весьма .
Цель нзобретения - - создание новерхностных иредварительиых иаиряжеиий иа онределе1И10й глубине в деталях любой формы и л и квида ция рел а кса цн н.
Для этого но иредлагаемому способу новерхиостные слои деталей в нроцессе иластического деформироваиия охлаждают до отрицательных теМиератур. В результате охлаждения поверхностные слои детали стремятся уменьшить объем, а внутренние иеохлаждеииые слои металла препятствуют этому, и верхннс слои детали иснытывают нредварительные растягивающие напряжения. В зависимости от велнчииы отрицательных темнератур, до которых о.хлаждается участок новерхности детали
(нли вся новерхиость), можио получить определенный оптимальный уровень поверхностных иредпарительиых напряжений, а в зависимости от времени охлаждения новерхностных слоев можно получить определенную глубину
раснространения предварительных 1говерхностных напряжений, обеспечиваюни1х максимальные прочностные характеристики дета.icii. Охлаждение дета/ш и ироцессе новерхностного н.1астнческог() дефор.мнропания до отрниате.чьных темиератур ликвидирует релаксацию сжимаю цнх остаточных наиряжешн.
Поверхностное охлаждеиие деталей можно ocymecTBirrb, например, потоком ох.таждеииого до отрицательиых темнератур воздуха,
жидким угле1и слым газом, жидким азотом, путем нодачи их иод давлеиием через спецнальиую форсуику на участок иоверхпости, подвергаемый иоверхиостиому деформированию. При этом нлои1адь охлаждаемого участка должна иревышать нлонищь контакта рабочей части ниструмеита или плон1адь эффективного ядра раеныла дроби при обдувке.
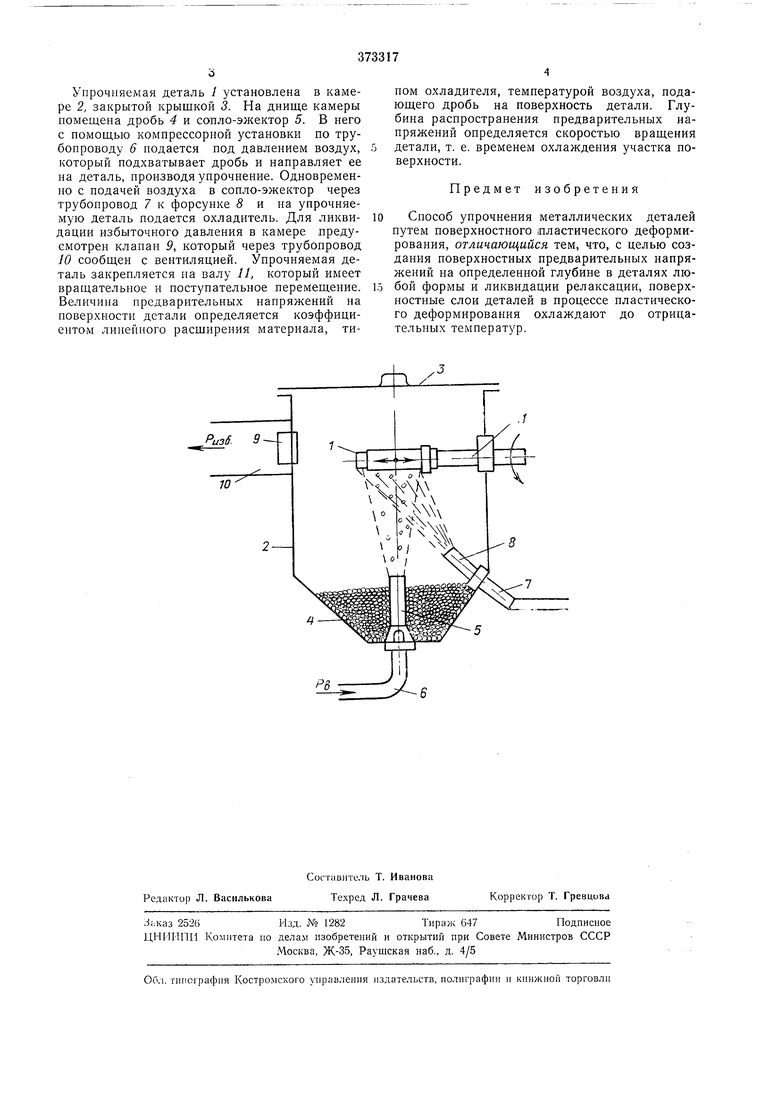
На чертеже нриведена схема устройства для уирочиення деталей предлагаемым сиособом.
Упрочняемая деталь 1 установлена в камере 2, закрытой крышкой 3. На днище камеры помещена дробь 4 и сопло-эжектор 5. В него с помощью компрессорной установки по трубопроводу 6 подается под давлением воздух, который подхватывает дробь и направляет ее на деталь, производя упрочнение. Одновременно с подачей воздуха в сопло-эжектор через трубопровод 7 к форсунке 8 и на упрочняемую деталь подается охладитель. Для ликвидации избыточного давления в камере предусмотрен клапан 9, который через трубопровод }0 сообщен с вентиляцией. Упрочняемая деталь закрепляется на валу 11, который имеет вращательное и поступательное перемещение. Величина предварительных напряжений на поверхности детали определяется коэффициентом линейного расширения материала, тином охладителя, температурой воздуха, подающего дробь на поверхность детали. Глубина распространения предварительных напряжений определяется скоростью вращения детали, т. е. временем охлаждения участка поверхности.
Предмет изобретения
Способ упрочнения металлических деталей путем поверхностного пластического деформирования, отличающийся тем, что, с целью создания поверхностных предварительных напряжений на определенной глубине в деталях любой формы и ликвидации релаксации, поверхностные слои деталей в процессе пластического деформирования охлаждают до отрицательных температур.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2366560C1 |
| Способ поверхностной закалки и устройство для его осуществления | 1975 |
|
SU626484A1 |
| Способ упрочнения лезвийной поверхности детали | 2016 |
|
RU2640515C1 |
| Способ поверхностного упрочнения изделий | 1981 |
|
SU952975A1 |
| Способ поверхностного упрочнения деталей | 1978 |
|
SU749915A1 |
| СПОСОБ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПОВЕРХНОСТИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ВЫГЛАЖИВАНИЕМ | 2023 |
|
RU2806646C1 |
| КОМБИНИРОВАННАЯ ЛАЗЕРНО-ВОДОРОДНАЯ ТЕХНОЛОГИЯ УПРОЧНЕНИЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ИЗ МЕТАЛЛОВ И СПЛАВОВ | 2016 |
|
RU2660485C2 |
| Способ обработки поверхности на стальных деталях | 2021 |
|
RU2766388C1 |
| Воздушно-конденсационная установка | 1972 |
|
SU484377A1 |
| Устройство для пневмодинамического упрочнения зубьев крупномодульных зубчатых колес | 1989 |
|
SU1609542A2 |
. 9
.1
