1
Изобретение отиосится к области термообработки сварных соединений.
Известны способы местной термической обработки сварных соединений, заключак)щнеся IS нагреве зоны сварки посредством нагревателя с последуюн им охлаждением с требуемо скоростью при помощи соответствующе охлаждающей среды.
Однако при сварке рельсов этим способом зоны термического влияния по обе стороны от стыка имекзт пониженные механические свойства.
По предлагаемому способу для улучшении мехаиических свойств сварного соединения вначале нагревают центральную часть зоны сварки до температуры выще /Ьи одним нагревателем с последующим его отклонением, а затем нагревают зоны термического 1У1пяния но обе стороны от стыка двумя соответствуюндими нагревателями.
В качестве нагревателя ири :1том используют или газопламенные горелки, или индукционные нагреватели.
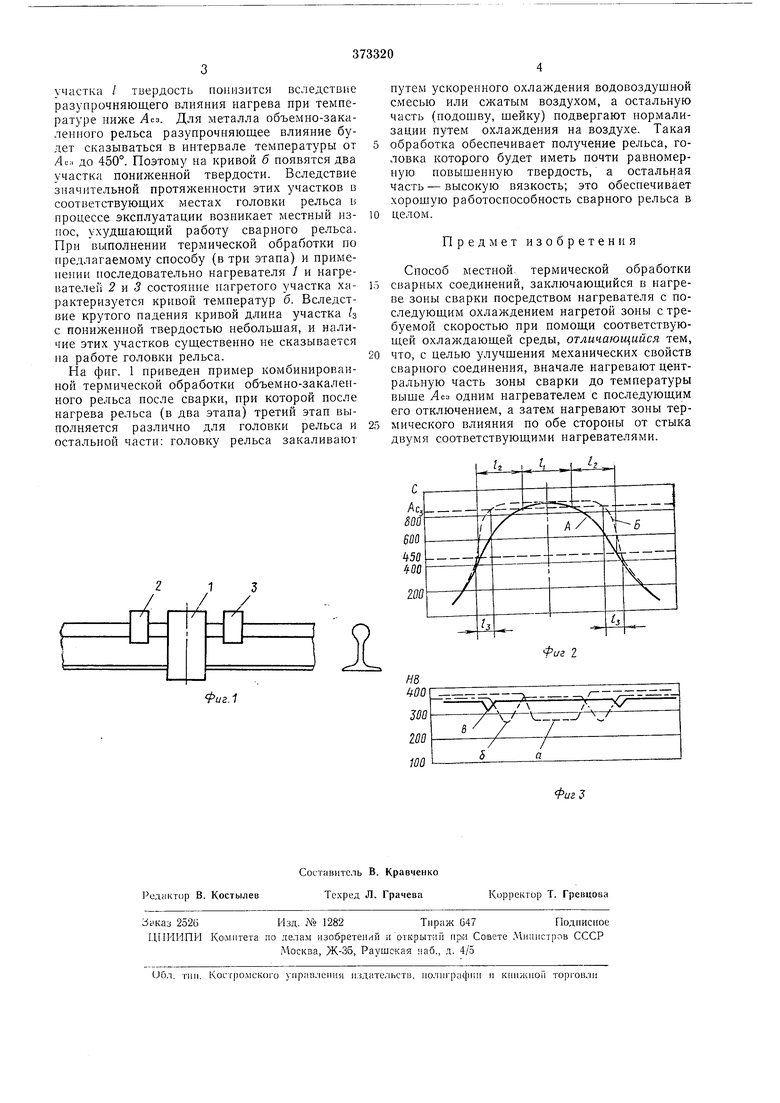
На фиг. 1 изображена схема размещения нагревателей; иа фиг. 2 - кривая распределения температуры; иа фиг. 3 - кривые твердости ио головке рельса, а-иосле сварки, б- после закалки с использованием нагревателя }, в - после закалки с использованием нагревателей /-3.
Обработку производят в три этапа.
1.11нтенсив 1ый нагрев разупрочненной области, включающей сварной щов, до температуры, .ежащей вьние критической температуры Ло.., прн помощи нагревателя 1 (многопламенной газокнслородЕЮЙ -()релкн или нндуктора), которьп может быть неподвижным или приводится в колебательное движение.
2.Дополнительный Harpei крнйних переходпых зон (справа п слева), в которых температура ниже критической, нрн HOMOHUI двух неИОДГИ1ЖНЫХ нагревателей 2 и 3, носле 1 ыключення нагревателя 1.
3.Охлаждение нагрето|о участка с нужной скоростью п применепием наиболее подходящей среды, нричем охлаждение отдельных 4acTeit (головки и др.), в зависимости от требова1Н1Й, может пронз1К)диться различно.
В состоянин после сваркн кривая гвердости а но длине объемно-закалеино1Ч) ре.чьса характеризуется значнтелып 1м сниженнем в средней части вс.юдствне )азунрочнення при сварочном цикле.
После термической обработкн с прнменением только одного нагревателя / состояние нагретого участка характеризуется криво температур .4 (фиг. 2). Участок головки рельса с температурой выше /Ьа нрн последующем быстром ох-паждеиии закалится, и твердость здес1 повысится. Одпако с.тева п справа от
участка / твердость понизится вследствие разупрочняющего влияния нагрева при температуре ниже Лез. Для металла объемно-закаленного рельса разупрочняющее влияние будет сказываться в интервале температуры от Ас:, до 450°. Поэтому на кривой б появятся два участка пониженной твердости. Вследствие значительной протяженности этих участков в соответствующих местах головки рельса в процессе эксплуатации возникает местный износ, ухудшающий работу сварного рельса. При выполнении термической обработки но предлагаемому способу (в три этапа) и применении последовательно нагревателя / и нагревателен 2 и 3 состояние нагретого участка характеризуется кривой температур б. Вследствие крутого падения кривой длина участка /з с пониженной твердостью небольшая, и наличие этих участков существенно не сказывается на работе головки рельса.
На фиг. 1 нриведен пример комбинированной термической обработки объемно-закаленного рельса после сварки, при которой после нагрева рельса (в два этапа) третий этап выполняется различно для головки рельса и остальной части: головку рельса закаливают
путем ускоренного охлаждения водовоздушной смесью или воздухом, а остальную часть (подошву, шейку) подвергают нормализации путем охлаждения на воздухе. Такая обработка обеспечивает получение рельса, головка которого будет иметь почти равномерную повышенную твердость, а остальная часть-высокую вязкость; это обеспечивает хорошую работоспособность сварного рельса в целом.
Предмет изобретен и я
Способ местной термической обработки сварных соединений, заключающийся в нагреве зоны сварки посредством нагревателя с последующим охлаждением нагретой зоиы с требуемой скоростью при помощи соответствующей охлаждающей среды, отличающийся тем, что, с целью улучшения механических свойств сварного соединения, вначале нагревают центральную часть зоны сварки до температуры выше Лез одним нагревателем с последующим его отключением, а затем нагревают зоны термического влияния по обе стороны от стыка двумя соответствующими нагревателями.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОПТАКТНОЙ СТЫКОВОЙ СВАРКИ ЗАКАЛЕННЫХРЕЛЬСОВ | 1966 |
|
SU187185A1 |
| Способ термической обработки сварных соединений рельсов и устройство для осуществления способа | 2018 |
|
RU2705820C1 |
| Способ термической обработки сварных рельсов | 1989 |
|
SU1735392A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ СТЫКОВ РЕЛЬСОВ | 2008 |
|
RU2371535C1 |
| Способ и устройство термической обработки сварных соединений рельсов | 2017 |
|
RU2667574C1 |
| Способ изготовления рельсовых плетей и комплекс для осуществления способа | 2017 |
|
RU2681046C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ СТЫКОВ РЕЛЬСОВ | 2012 |
|
RU2524526C1 |
| Способ контактной стыковой сварки рельсов | 1988 |
|
SU1563920A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ СВАРНОГО РЕЛЬСОВОГО СТЫКА | 2012 |
|
RU2589533C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ СОЕДИНЕНИЙ РЕЛЬСОВ | 2006 |
|
RU2309185C1 |
Фиг 2
