со
О9 СО СО
-- ТШ
ч1
Изобретение относится к обработ ке металлов давлением и может быть использовано при раскатке заготовок колец подшипников качения на кольцераскатных станах.
Известен способ раскатки кольцевых заготовок, включающий деформацию заготовки вращающимися и перемещающимися в радиальном направлении наружным-и внутренним раскатными Валками с профилированными рабочими поверхностями, соответствующми наружной и внутренней поверхностям готового изделияi
Сцелью снижения усилий деформирования для раскатки колец как в открытом, так и в закрытом калибре используют заготовку с. внутренней поверхностью, соответствующей профилированной рабочей поверхности наружного валка, и- наружной поверхностью, соответствующей профилированной рабочей поверхности внутреннего валка.
Предлагаемый способ может применяться как для открытой раскатки с уменьшением площади поперечного , так и для закрытой раскатки с уменьшением и сохранением площади сечения.
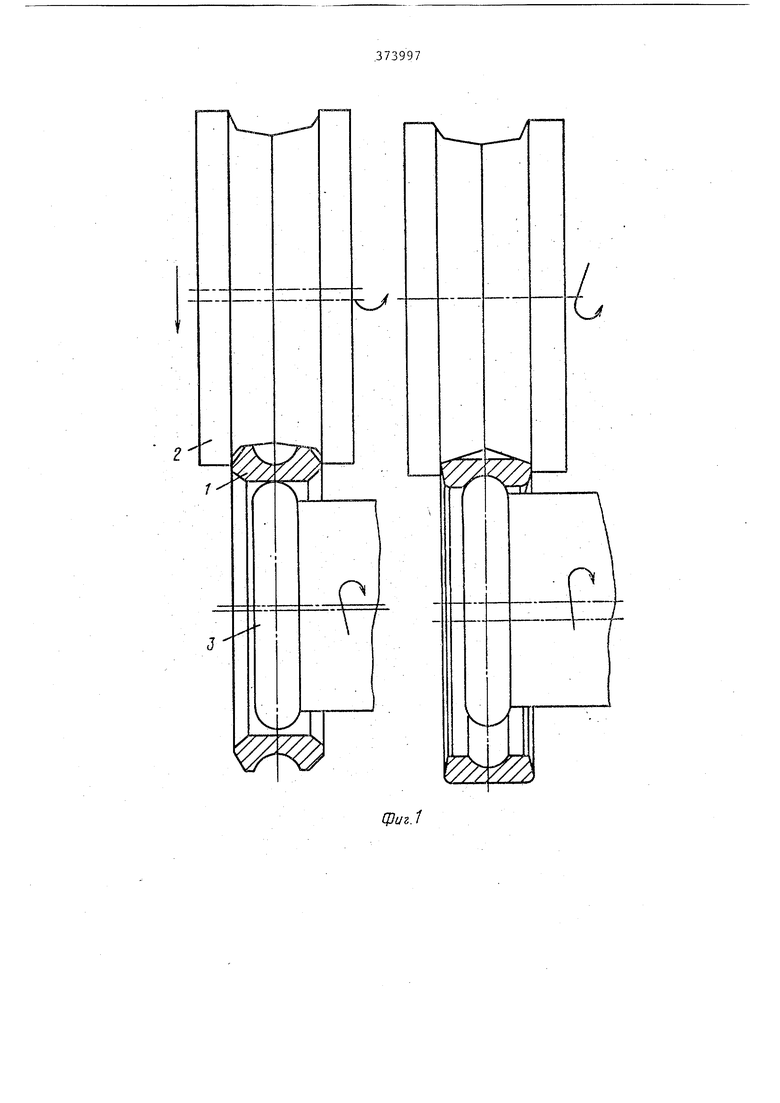
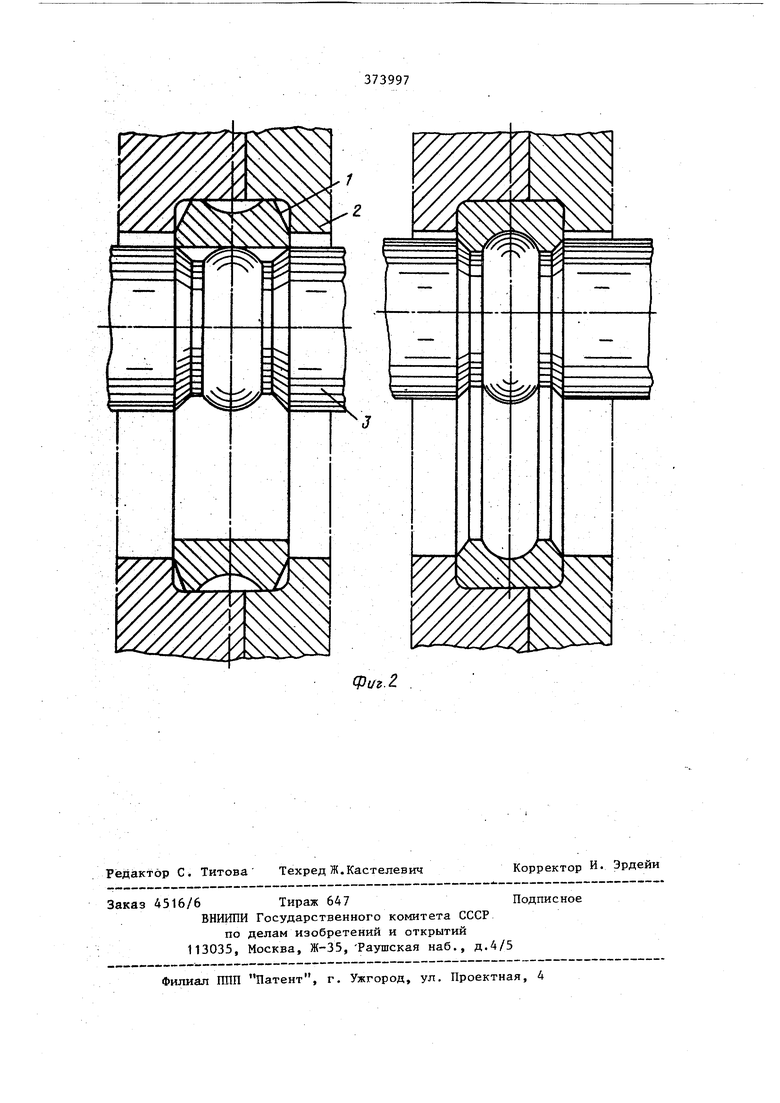
На фиг. 1 показано поперечное сечение заготовки при начальном и конечном положениях валков при открытой раскатке ; на фиг. 2 - то же, для закрытой раскатки с сохранением площади поперечного сечения.
Деформация заготовки 1 осуществляется При вращении и сближении на- ружного 2 и внутреннего 3 раскатных валков/
Для раскатки кольцевых заготовок предлагаемым способом используют заготовку, у которой внутренняя поверхность соответствует профилированной рабочей поверхности наружного валка 2, а наружная поверхность соответствует профилированной ра- , бочей поверхности внутреннего валка 3, При использовании такой заго: товки раскатка осуществляется не пу- тем обжима всего поперечного сечения заготовки, а изгибом осевого сечения заготовки в зоне с наименьшей толщиной сечения.
Предлагаемый способ раскатки способствует уменьшению нагрузки на внутренний валок и при той же нагрузке .на него позволяет осуществлять раскатку в полугорячем и даже холодном состояниях.
Таким образом, предлагаемый спо.соб значительно расширяет технологические возможности раскатки колец, преимущественно подшипников качения, и способствует повышению их качества и долговечности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления полых,преимущественно составных деталей с наружными и внутренними профилированными кольцевыми утолщениями | 1982 |
|
SU1097421A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАСКАТНЫХ КОЛЕЦ С РЕГУЛЯРНОЙ МИКРОСТРУКТУРОЙ | 2017 |
|
RU2659501C1 |
| Инструмент для раскатки колец | 1981 |
|
SU967635A1 |
| КОЛЬЦЕРАСКАТНЫЙ АВТОМАТ И СПОСОБ ИЗГОТОВЛЕНИЯ БАНДАЖЕЙ | 1998 |
|
RU2139163C1 |
| Способ раскатки крупногабаритныхпРОфильНыХ КОлЕц | 1979 |
|
SU820999A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕЦ ИЗ ЗАГОТОВОК С МЕЛКОЗЕРНИСТОЙ СТРУКТУРОЙ | 2004 |
|
RU2271261C1 |
| ОПРАВКА КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 2009 |
|
RU2378063C1 |
| Стан для открытой раскатки колец | 1978 |
|
SU893353A1 |
| Инструмент для раскатки кольцевых заготовок | 1978 |
|
SU721203A1 |
| Инструмент для раскатки кольцевых заготовок | 1989 |
|
SU1804364A3 |
СПОСОБ РАСКАТКИ КОЛЬЦЕВЫХ ЗАГОТОВОК, включающий деформирование исходной заготовки вращаюш^1ми- ся и перемещающимися в радиальном направлении наружным и внутренним раскатными валками с профилирован-' ными рабочими поверхностями, соответствующими наружной и внутренней поверхностям готового изделия, отличающийся тем, что, с целью снижения усилий деформирования, для раскатки колец как в открытом, так и в закрытом калибре используют заготовку с внутренней поверхностью, соответствующей профилированной рабочей поверхности наружного валка, и наружной поверхностью, соответствующей профилированной рабочей поверхности внутреннего валка.S^