(54) СТАН ДЛЯ ОТКРЫТОЙ РАСКАТКИ КОЛЕЦ
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для раскатки колец | 1983 |
|
SU1159700A1 |
| Способ изготовления кольцевых деталей и устройство для его осуществления | 1977 |
|
SU698710A1 |
| Стан для раскатки колец | 1986 |
|
SU1409390A1 |
| Кольцераскатный роторный автомат | 1975 |
|
SU551099A1 |
| Многопозиционный кольцераскатный стан | 1978 |
|
SU697234A1 |
| Многопозиционный кольцераскатныйСТАН | 1979 |
|
SU814530A1 |
| СТАН ДЛЯ РАСКАТКИ КОЛЕЦ | 1971 |
|
SU423550A1 |
| КОЛЬЦЕРАСКАТНЫЙ АВТОМАТ И СПОСОБ ИЗГОТОВЛЕНИЯ БАНДАЖЕЙ | 1998 |
|
RU2139163C1 |
| МАШИНА ДЛЯ ОТКРЫТОЙ РАСКАТКИ КОЛЕЦ | 1994 |
|
RU2111076C1 |
| Многопозиционный кольцепрокатный стан | 1977 |
|
SU660758A1 |

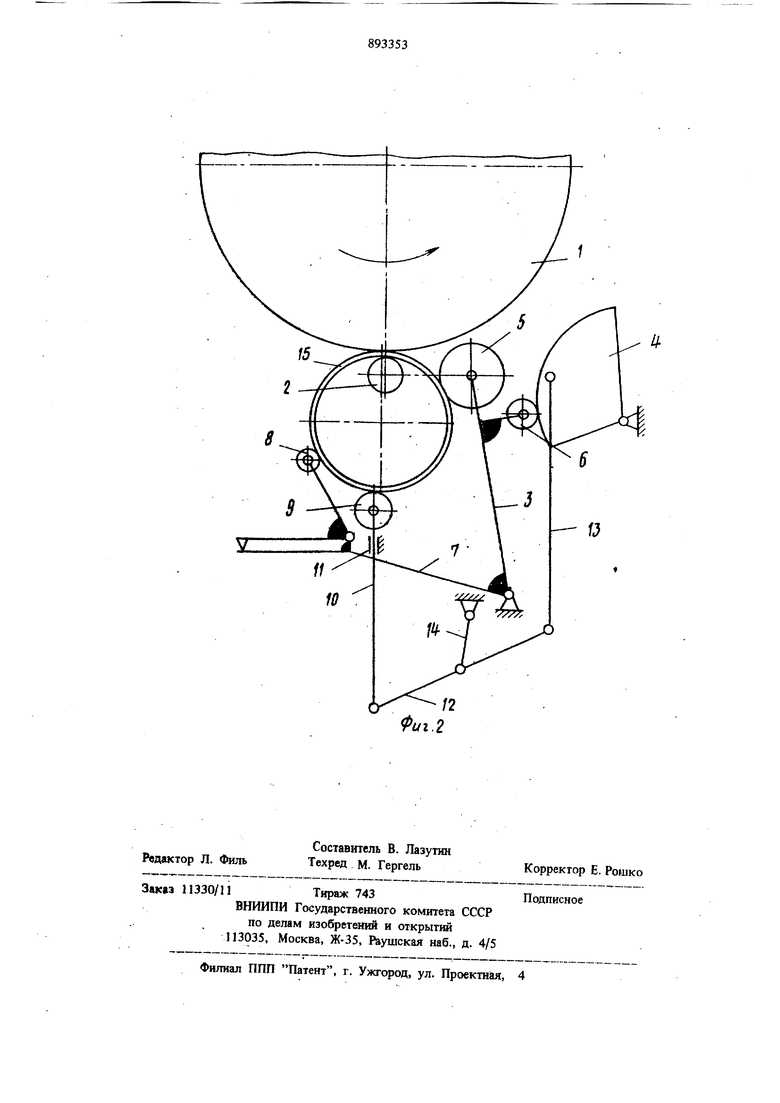
Изобретение относится к обработке металлов давлением, а именно к устройствам для производства кольцевых заготовок, преимущес твенно колец подшипников качения. Известен стан для открытой раскатки коле содержащий установленный в станине наружный нажимной раскатной валок и внутренний холостой раскатной валок, направляющий валок, закрепленный на поворотном рычаге и связанный с подвижным упором, и контрольный ролик 1. Недостатком известного стана является ограничение степени деформации стенки кольца 40-50% за одну наладку, а также малая точность колец по диаметру и разностенности. Цель изобретения - расширение технологических возможностей стана и повышение точности изделий. Указанная цель достигается тем, что стаи для открытой раскатки колец, содержащий уст новленные на станине наружный нажимной раскатной валок и внутренний холостой раскатной валок, направляющий валок, закрепленный на поворотном рычаге и связанный с подвижным упором, и контрольный ролик, снабжен измерительным роликом, расположенным диаметрально противоположно наружному валку и кинематически связанным с подвижным упором, и установленными на поворотном рычаге кронштейном и пятой с роликом, связывающей направляющий валок с подвижным упором, причем контрольный ролик расположен на крсдаштейне диаметрально противоположно направляющему валку. При этом подвижный упор выполнен в виде поворотного профилированного сектора. На фиг. 1 изображена схема стана в момент начала раскатки; на фиг. 2 - то же, в момент окончания процесса раскатки. Стан содержит станину, на которой установлены наружный нажимной раскатной валок 1, внутренний холостой раскатной валок 2, поворотный рьгааг 3 и упор, выполненный в внде, поворотного профилированного сектора 4. На поворотном рычаге 3 установлены направляющий валок 5, пята с роликом 6, контактирующим с профилированным сектором 4, и кронштейн 7, на котором установлен конт3рольный ролик 8 диаметрально противоположно направляющему валку 5. Диаметрально противоположно наружному валку 1 расположен измерительный ролик 9, кинематически связанный посредством штока 10, который проходит через направляющую 11, рычага 12 и тяги 13 с подвижньш упором (сектором 4). Рычаг 12 связан с подвеской 14. Измерительный ролик постоянно касается раскатываемого кольца 15 за счет использования одного из средств силового воздействия пружины, груза {не показаны расположенного на конце рычага 12 противоположно месту крепления щтока 10. Стан работает следующим образом.. На неподвижный в радиальном направлении внутренний валок 2 помещают кольцевую заготовку 15, вводят в соприкосновение с ней измерительный ролик 9, который посредством имеющейся кинематической связи перемещает подвижный упор 4 так, что направляющий валок 5, перемешаясь вместе с рычагом 3, входит в соприкосновение с заготовкой 15. После этого опускают вращающийся наружный валсж I и производят раскатку. Измерительны ролик 9, касающийся заготовки 15, начинает свое перемещение, поворачивая сектор 4. За счет выполнения кривой на проАилирюванном секторе на участке постоянного радиуса переме щения направляющего валка 5 не происходит до тех пор, пока не выдается первоначальная разностенность кольцевой заготовки 15. Практически разностенность выводится при указанных условиях раскатки в пределах роста заготовки не более ч«м на 5-8 мм по диаметру, после этого начинается следующий зтап раскат ки (фиг. 2), при которсж измерительный ролик 9, воздействуя на подвижный упор 4, обеспечивает постоянное передвижение направляющего валка 5 от внутреннего валка 2 под воздействием растущего при раскатке по диаметру кольца 15 таким образом, что искажемне формы кольца, имеющее место при раскатке, остается все время постоянным и не выходящим за пределы значений, обусловленных получением кольца заданной точности по окружности (постоянства диаметра по окружности) .Т. е. в каждый момент времени, прервав раскатку и сняв кольцо 15 со стана, с 1г(омсяцью измерительного прибора можно установить, что некруглость кольца 1 весьма мала.. Заданное положение направляющего валка 5 в зависимости от диаметра кольца 15 в данный момент раскатки обеспечивается за счет соответствующей кривой на подвижном упоре 4, выполненном в виде сектора. В конце раскатки готовое кольцо 15 оказывается между противоположно установленными направляющим валком 5 и контрольным роликом 8, и поскольку направляющий валок 5 задает искажение формь, а сам жестко связан при своем перемещении с коитролы1ым роликом 8, то контролю подвергаются кольцо 15 в сечении, где искажение формы кольца 1 при раскатке (от кольца к . кольцу) минимально и постоянно, так что диаметр кольца 15 после окончания раскатки на стане по сигналу контрольного ролика также весьма постоянен. Формула изобретения 1.Стаи для открытой раскатки колец, содержащий установленные на станине наружный нажимной раскатной валок и внутренний холостой раскатной валок, направляющий валок, закрепленный иа поворотите рычаге и связанный с поцшижным упором, и ксжтрольный ролик, отличающийся тем, что, с целью расишрения технологических возможностей стана и повышения точности изделий, он снабжен измерительным роликом, расположенным диаметрально противоположно наружному валку и кинематтескя связанным с подвижным упором, и устмовл«д1Ь1ми на поворотом рь1чаге кронштейнст и пятш) с роликом, связывающей направляющ валок с подвижнь м упором, причем контрольный ролик расположен на кронштейне диаметрально противоположно направляю1Цему ваяку. 2.Стан по п. 1, о т л и ч а ю щ и и с я тем, что подвижшй упор вьшолнен в виде поворотного профилированного сектора. Источники информации, принятые во внимание при зкспертизе 1. Литвак Л. К. Методика расчета размеров, заготовок при штамповке на ГКИ и раскатке. М., Мащгиз, 1955, с. 7-9, рис. 2,3.
