Настоящее изобретение относится к обработке металлов аавле1шем, в частности к производству кольцевых заготовок ппасге чес КИМ деформированием. Известен инструмент для раскатки колеи, включающий наружный нажимной диск внутренний раскатной валок и огра гачительные ролики 1. Недостатком такого инструмента является то. что в процессе раскатки образуются торцовые заусенцы, имеющие рваные края, а фаски и гаптелиполучаются недооформленными, так как зазор, образованный взаимным расположением раскатных валков, изменяется в процессе раскатки и к концу процесса сопротивление течению металла в труднодоступные м«;та калибра (фаски, округления) становится больше предусмотренного образующегося к этому моменту зазора, что вызывает преждевременный выход из калибра металла и недооформпение заданных фасок и галтелей. Наиболее близким к изобретению является инструмент, содержащий внутренТ Ий раскатной валок, наружный нажимной валок, ттмеющий профильный диск и торцовые цнски, а также опорные элементы. Лва торцовых диска жестко связаны стяжками 2, Недостатком этого инструмента является невозможность прокатки кольцевых цеталей в широком диапазоне размеров. Целью Изобретения является расширение технологических возможностей раскатки. Цель достигается тем, что инструмент для раскатки кольцевых заготовок снабжен механизмами для радиального перемещения торцовых дисков, причем каждый торцовой диск выполнен с цилиндрической профилированной проточкой, профильный диск выполнен с радиальными отверстиями по числу механизмов, а механизмы для радиального перемещения размещетш в -соответствующей проточке дисков и отверстиях профильного диска и выполнены в виде подпружиненных штоков с роликами.
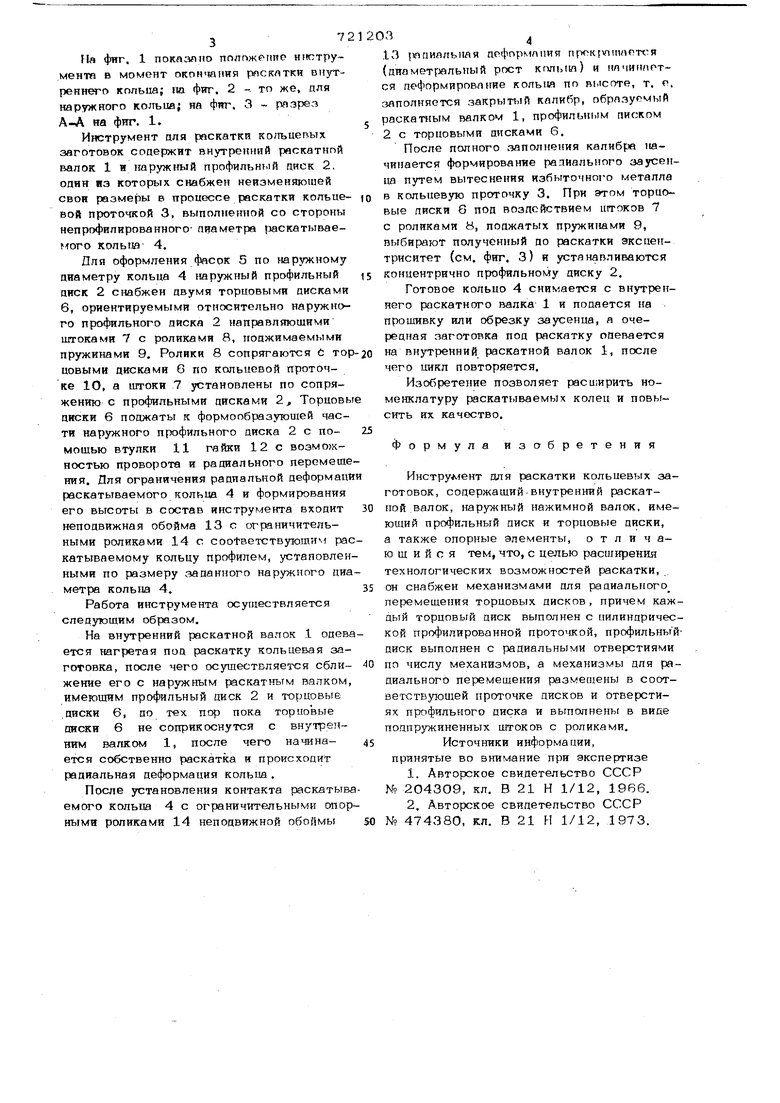
Па фиг. 1 noKacwno пплпжение nifcrpyменте в момент окончания рпскятки внутреннего кольца; 1Ш фиг. 2 -. то же, цля наружного кольца; на фяг. 3 - рязрез А-А на фиг. 1.
Инструмент для раскатки кольцевых заготовок соцержит внутренний рвскатнпй валок 1 и наружный профильный диск 2, один вэ которых снабжен неизменяющей свои размеры в процессе раскатки кольцевой проточкой 3, выполненной со стороны непрофилированного- пйаметра раскатываемого кольца 4, Для оформления фасок 5 по наружному дна метру кольца 4 наружный профильный диск 2 снабжен двумя торцовыми дисками 6, ориентируемыми относительно наружного профильного писка 2 направляющими штоками 7 с роликами 8, поджимаемыми пружинами 9. Ролики 8 сопрягаются и торцовыми дисками 6 по кольцевой проточке 1О, а штоки 7 установлены по сопряжению с профильными дисками 2, Торцовые диски 6 поджаты к формообразующей части наружного профильного диска 2 с помощью втулки 11 гайки 12с возможностью проворота и радиального перемещения. Для ограничения радиальной деформации раскатываемого кольца 4 и формирования его высоты в состав инструмента входит неподвижная обойма 13 с ограничительными роликами 14 с соофветствуюшим раскатываемому кольцу профипем, устаповленными по размеру заданного наружного циаметра кольца 4. Работа инструмента осуществляется следующим образом. На внутренний раскатной валок 1 одевается нагретая пои раскатку кольцевая заготовка, после чего осуществляется сближение его с наружным раскатным вапком, имеюютм профильный диск 2 и торцовые
. диски 6, по тех пор пока торцовые диски 6 не соприкоснутся с внутренним валком 1, после чего начинается собственно раскатка и происходит радиальная деформация кольца.
После установления контакта раскатываемого кольца 4 с ограничительными опорнъ ми роликами 14 неподвижной обоймы 50 №
.13 {шпиальняя пеформшшя npoKtviiivirrt (пиаметг«льный рост Kfvibtia) и нпчниаотся деформирование колыи по высоте, т. о. заполняется загсрыт1,й калибр, образуемый раскатным валком 1, профильным писком 2 с торцовыми писками б.
После полного заполнения калибра 1Ючинается формирование ралиального заусенца путем вытеснения избыточнот-о металла
ях пр11фильного диска и выполнены в вице подпружиненных щтоков с роликами. 45Источники информации,
принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 204309, кл. В 21 Н 1/12, 1966.
2,Авторское свидетельство СССР в кольцевую проточку 3. При этом торцовые лиски 8 под воздействием штоков 7 с роликами 8, поажатых пружинами 9, выбирают полученный по раскатки эксцентриситет (см. фиг. 3) и устанавливаются концентрнчно профильному диску 2. Готовое кольио 4 снимается с внутреннего раскатного валка 1 и подается на прошивку или обрезку заусенца, а очередная заготовка под раскатку одевается на внутренний раскатной валок 1, после чего цикл повторяется. Изобретение позволяет расширить номенклатуру раскатываемых колец и повысить их качество. Формула Изобретения Инстру чент для раскатки кольцевых заготовок, содержащий-внутренний раскатной валок, наружный нажимной валок, имеющий профильный писк и торцовые диски, а также опорные элементы, о т л и ч аю ш и и с я тем, что, с целью расширения технологических возможностей раскатки, он снабжен механизмами для радиального перемещения торцовых дисков , причем каждый торцовый диск выполнен с иилиндрической профилированной проточкой, профилЬныйдиск выполнен с радиальными отверстиями по числу механизмов, а механизмы для радиального перемещения размещены в соответствуюшей проточке писков и отверсти474380, кл. В 21 Н 1/12, 1973.
П
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для раскатки колец | 1978 |
|
SU721202A1 |
| Способ изготовления кольцевых заготовок раскаткой | 1982 |
|
SU1038033A1 |
| КОЛЬЦЕРАСКАТНЫЙ АВТОМАТ И СПОСОБ ИЗГОТОВЛЕНИЯ БАНДАЖЕЙ | 1998 |
|
RU2139163C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАСКАТНЫХ КОЛЕЦ С РЕГУЛЯРНОЙ МИКРОСТРУКТУРОЙ | 2017 |
|
RU2659501C1 |
| Устройство для раскатки колец | 1973 |
|
SU499016A2 |
| СПОСОБ БОКОВОГО ВЫДАВЛИВАНИЯ КОЛЬЦЕВЫХ ПРОФИЛЕЙ ПРИ ГОРЯЧЕЙ РАСКАТКЕ МАЛОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 2014 |
|
RU2573461C1 |
| СТАН ДЛЯ РАСКАТКИ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2017 |
|
RU2679033C1 |
| Способ раскатки цилиндрических колец | 1991 |
|
SU1821278A1 |
| Отключающее устройство к кольцераскатной машине | 1977 |
|
SU653012A1 |
| Инструмент для раскатки кольцевых заготовок | 1976 |
|
SU623618A1 |


