1
Изобретение относится к способам испытания тонких листовых пористых материалов на способность к глубокой вытяжке, т. е. к способам определения штампуемости при изготовлении фильтров, пористых деталей химических источников тока и т. д.
Известен способ определения штампуемости по методу Эриксена, заключающийся в том, что зажатый на кольцевой матрице образец вытягивают, нагружая паровым пуансоном, По величине деформации образца без разрушения определяют его штампуемость.
Известный способ, однако, не позволяет определить способность к глубокой вытяжке листовых пористых проницаемых материалов, так как появление треш,ины является следствием полного разрушнеия, а предельно допустимые изменения в пористой структуре в процессе испытания остаются незамеченными.
Цель изобретения - повышение точности контроля величины деформации пористых, преимущественно металлокерамических, материалов при испытании на глубокую вытяжку.
Это достигается тем, что исследуемый образец пропитывают смачивающей жидкостью, заливают ее сверху на образец, под которым создают избыточное давление газа, величина которого меньше равновесного давления смачивающей жидкости в порах максимального радиуса недеформированного образца, а о
моменте предельно допустимого разрушения его структуры судят по появлению пузырьков газа в жидкости.
Давление газа на пропитанный смачивающей жидкостью и залитый ею сверху образец позволяет определить величину допустимого предела разрушения норовых каналов в зависимости от глубины вытяжки образца и формы наконечника пуансона, что основано на свойстве капилляра определенного поперечного сечения освобождаться от заполняющей жидкости, если давление смачивающей жидкости в канале меньше внешнего давления газа.
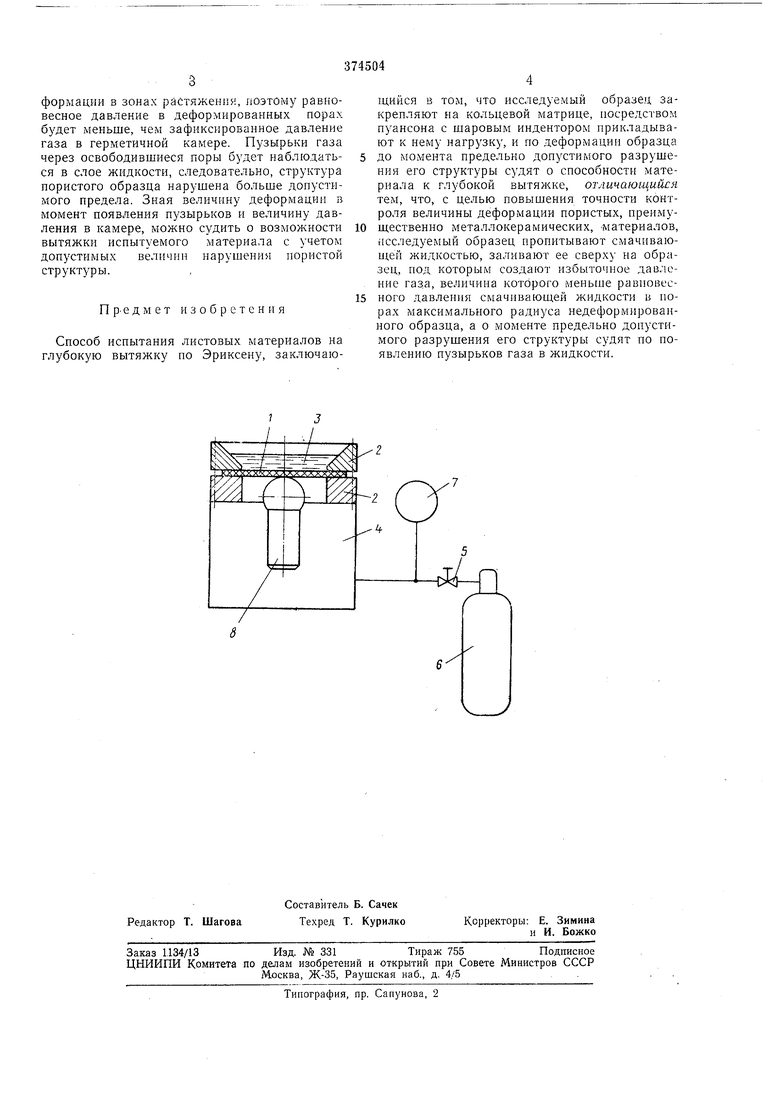
На чертеже схематически изображена установка для реализации предлагаемого способа.
Испытуемый образец / пористого металлокерамического материала, пропитанный смачивающей жидкостью, закрепляется на кольцевой матрице 2. Па образец наливают слой 3 той же жидкости. В герметичной камере 4 создается давление газа через регулятор 5 от газового баллона 6, контролируемое но манометру 7. В герметичной камере имеется механизм равномерного перемещения пуансона 8, создающего усилие деформации образца.
При равномерной скорости деформации наступит такой момент, когда отдельные поры увеличатся в поперечных сечениях из-за деформации в зонах растяжения, поэтому равковесное давление в деформированных порах будет меньше, чем зафиксированное давление газа в герметичной камере. Пузырьки газа через освободившиеся поры будет наблюдаться в слое жидкости, следовательно, структура пористого образца нарушена больше допустимого предела. Зная величину деформации в момент появления пузырьков и величину давления в камере, можно судить о возможности вытяжки испытуемого материала с учетом допустимых величин нарушения пористой структуры. Пр едмет изобретения Способ испытания листовых материалов на глубокую вытяжку по Эриксену, заключающийся в том, что исследуемый образец закрепляют на кольцевой матрице, посредством пуансона с шаровым индентором прикладывают к нему нагрузку, и по деформации образца до момента предельно допустимого разрушения его структуры судят о способности материала к глубокой вытяжке, отличающийся тем, что, с целью повышения точности контроля величины деформации пористых, преимуш.ественно металлокерамических, -материалов, исследуемый образец пропитывают смачивающей жидкостью, заливают ее сверху на образец, под которым создают избыточное давление газа, величина которого меньше равиовесного давления смачиваюш,ей жидкости в иорах максимального радиуса недеформированного образца, а о моменте предельно допустимого разрушения его структуры судят по появлению пузырьков газа в жидкости.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ оценки штампуемости листового металла | 1980 |
|
SU902919A1 |
| СПОСОБ ИСПЫТАНИЯ И ОЦЕНКИ ЭФФЕКТИВНОСТИ ТЕХНОЛОГИЧЕСКИХ СМАЗОК | 1996 |
|
RU2133460C1 |
| СПОСОБ ИСПЫТАНИЯ И ОЦЕНКИ ЭФФЕКТИВНОСТИ ТЕХНОЛОГИЧЕСКИХ СМАЗОК | 2008 |
|
RU2437076C2 |
| СПОСОБ ИСПЫТАНИЯ И ОЦЕНКИ ЭФФЕКТИВНОСТИ СМАЗЫВАЮЩИХ МАТЕРИАЛОВ ПРИ ШТАМПОВКЕ | 2009 |
|
RU2400729C1 |
| СПОСОБ ТЕХНОЛОГИЧЕСКОГО ИСПЫТАНИЯ ЛИСТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ ПРИ ГЛУБОКОЙ ВЫТЯЖКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2497621C1 |
| СПОСОБ ИСПЫТАНИЯ И ОЦЕНКИ ШТАМПУЕМОСТИ ЛИСТОВОГО ПРОКАТА | 2008 |
|
RU2426979C2 |
| Способ испытания листового материала на штампуемость | 1991 |
|
SU1791058A1 |
| СПОСОБ ОЦЕНКИ ПРЕДЕЛЬНОЙ ДЕФОРМАЦИИ ПРИ ЛОКАЛЬНОЙ ЛИСТОВОЙ ШТАМПОВКЕ | 2006 |
|
RU2324918C1 |
| СПОСОБ ИСПЫТАНИЯ ЛИСТОВОГО МАТЕРИАЛА НА ПРУЖИНЕНИЕ И ПРЕДЕЛЬНЫЕ ПАРАМЕТРЫ ПРИ ДВУХУГЛОВОЙ ГИБКЕ (ВАРИАНТЫ) | 2005 |
|
RU2344405C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ШТАМПУЕМОСТИ ТОНКОЛИСТОВОГО ХОЛОДНОКАТАНОГО ПРОКАТА МЕТАЛЛА ДЛЯ ТРУДНОШТАМПУЕМЫХ ДЕТАЛЕЙ | 1997 |
|
RU2133461C1 |
J
: В 37: х7Г7ро
т
(У
