1
Изобретение относится к станкостроению.
Известны устройства для электрической обработки металлических заготовок, в которых частицы металла снимают электрическим током, протекающим между электродом-инструментом и обрабатываемой заготовкой.
Электрический ток может протекать в виде электрических, проскакиваюш,их между инструментальным электродом и электродом-заготовкой разрядов. При этом обе эти части отделены друг от друга маленьким зазором, заполненным диэлектрической жидкостью.
Вместо диэлектрической жидкости может применяться также электролит. При этом обработку ведут электрохимическим методом.
Для обработки больших заготовок, например инструментов глубокой вытяжки, для кузовных металлических листов автомобилей, заготовки и инструментальные электроды становятся настолько громоздкими, что их вес достигает несколько тонн и обработка электрическими методами затруднена.
Цель изобретения - обеспечить синхронизацию подачи и обеспечить расстояние и параллельность между электродами, а так же удобство эксплуатации устройства.
Это достигается тем, что автоматическое устройство выполнено в виде, по крайней мере, трех изолированных от электродов жестко соединенных и синхронно перемещаемых домкратов, каждый из которых управляется вспомогательным двигателем.
Кроме того, вспомогательные двигатели соединены в электрический вал, например, посредством электрической синхронизирующей муфты. Домкраты установлены подвижно относительно электродов.
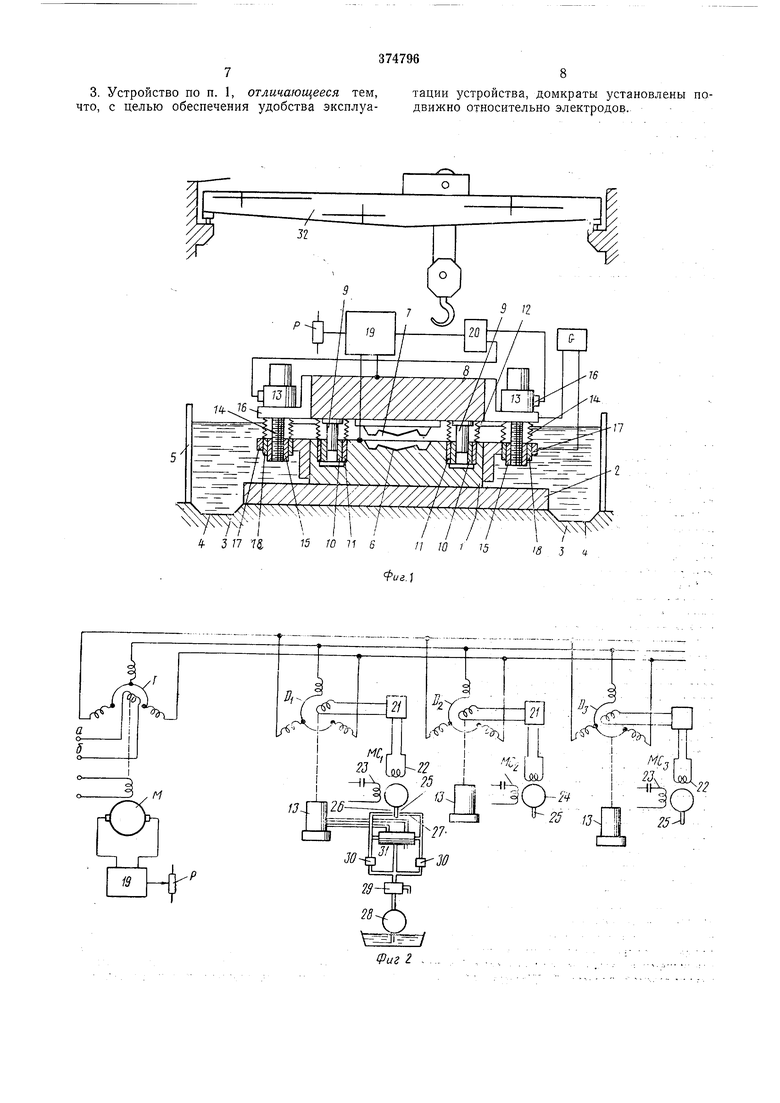
На фиг. 1 представлено предлагаемое устройство, разрез; на фиг. 2 - схема управления; на фиг. 3 - вариант схемы исполнения.
Металлическая заготовка / лежит на плите основания, установленной на фундаменте 3. Фундамент, выполненный из бетона, имеет окружающую плиту 2 основания, канавку 4 для регенерации диэлектрической рабочей жидкости, которая находится в бассейне, образованном стенками 5.
Заготовка / является матрицей глубокой вытяжки для больщих листовых деталей, которая имеет выемку 6, точно соответствующую противоположной форме 7 блока 8, образующего противоположную матрицу.
Электрическая обработка, которая должна обеспечить необходимое совпадение выемки 6 с противоположной формой 7, производится продолжительными прерывистыми искровыми
разрядами между противоположной формой 7 и матрицей /, которые погружаются в диэлектрическую жидкость, иапример керосин. При этом одновременно они поддерживаются по отношению друг к другу в совершенно определенном положении. Электрические разряды производятся сепаратором 6.
Положения блока 8 по отношению к матрице 1 устанавливаются направляющими средствами, которые состоят из поршней 9, жестко связанных с блоком 8. Блок с поршнями установлены без зазора с возможностью перемеш,ения в гильзах 10, закрепленных в соответствуюш,их отверстиях матрицы, изолированных втулками //. Вокруг каждого поршня 9 устанавливают складчатые мехи 12, чтобы предотвратить проникновение керосина во втулки.
Благодаря поршням 9 блок 8 перемешается параллельно оси этих поршней и тем самым ближе к матрице 1. Оба поршня 9 предотвраш,ают какие-либо перпендикулярные к направлению подачи перемешения блока 8 по отношению к матрице / и препятствуют какому-либо взаимному провороту этих частей. Поршни слишком коротки, чтобы обеспечить параллельность блока 8 по отношению к матрице 1.
Эта параллельность обеспечивается посредством трех винтовых домкратов 13, содержаш;их гидродвигатель, прнводяший винт 14, который с помош,ью вращаюш,ихся шариков движет винт 15. Гидравлические двигатели крепежными уголками 16 закреплены с возможностью разъема на блоке 8, а гайки 15 посредством крепежного угла 17 и изолирующих втулок 18 прикрепляются к матрице / с возможностью разъема.
Предусмотрено, по крайней мере, три винтовых домкрата 13, которые приводятся в движение синхронно так, что постоянно обеспечивают параллельность между блоком 8 и матрицей 1, поэтому отпадает необходимость в применении машины с крупными направляюшими салазками.
Электроискровая обработка должна контролироваться при минимальном расстоянии между заготовкой и электродом, которое необходимо точно выдерживать соответственно заранее заданной величине, зависяшей от различных факторов, особенно от заданного напряжения при обработке. Если это расстояние будет слишком большим, то эрозия прекращается, а если это расстояние становится слишком коротким, то возникает короткое замыкание между электродом и заготовкой и, следовательно, обрабатываемая наружная поверхность повреждается. Необходимое расстояние выдерживают с помощью электронного устройства 19, которое реагирует на напряжение обработки между блоком 8 и матрицей. Это напряжение сравнивается с опорным напряжением, регулируемым с помощью распределителя напряжения Р. Устройство 19 управляет при этом устройством 20 вспомогательного управления, воздействующим на все винтовые домкраты.
Электронное устройство 19 регулирует вращение электрического двигателя М и приводит его во вращение то в одном, то в другом направлении, если напряжение обработки будет больше или меньше опорного напряжения. Если Налряжение обработки возра стает, то электродвигатель М приводится в одном
10 направлении, приближая блок 8 к матрице /. Если напряжение обработки, выпрямленное в устройстве 19, становится меньше необходимой величины, то электродвигатель М вращается в другом направлении, отделяя друг
15 от друга эти детали.
Двигатель М является сервомотором, который соединен с гидравлическим двигателем винтовых домкратов 13 электрической связью. Электродвигатель М соединен с ротором синхронного датчика Т. Причем этот ротор питается с помощью источника переменного тока, подключенного к клеммам а и б.
Датчик Т содержит включенный звездой трехфазный ротор, непосредственной связанный с соответствующим статором синхронных детекторов DI-D, которые состоят из трехфазных синхронных двигателей. К роторным обработкам этих детекторов подводится напряжение, амплитуда и положение фаз которого связаны с угловым отклонением между положением датчика Т и соответствующего детектора. Напряжение ротора каждого из этих детекторов подается к усилителям 21, которые питают обмотки 22 синхронных серводвигателей MCi-МСз. Каждый синхронный электродвигатель возбуждается посредством второй обмотки 23, к которой подводится переменное напряжение, сдвинутое по фазе на 90°.
0 Ротор 24 каждого синхронного детектора соединен с валом двигателя соответствующего винтового домкрата так, что напряжение в роторе каждого синхронного детектора зависит от относительного углового положения
5 между соответствующими винтовыми домкратами и синхронным датчиком Т. Если это относительное угловое положение является правильным, то напряжение на клеммах ротора соответствующего детектора равно нулю.
0 Каждый синхронный серводвигатель управляет одним винтовым домкратом 13.
Ротор 24 этого двигателя имеет- крыльчатку 25, установленную между отверстиями 26 и 27, которые питаются от гидравлического
5 источника давления, состоящего из насоса 28. Выход насоса через регулятор давления 29 направляется в два разветвления. Каждое из этих ответвлений имеет калиброванную диафрагму 30, находящуюся перед отверстием 26
0 или 27. Давление в подводящих мембранах к отверстиям 26 и 27 действует на управляющий порщень золотникового клапана 31.
Если крыльчатка 25 находится точно в среднем положении между отверстиями 26 и
27, то давление после диафрагмы 30 будет
одинаковым и золотниковый клапан 31 окажется в положении, в котором он не действует на двигатель винтового домкрата 13. Если крыльчатка приближается к одному или другому отверстию 26 или 27, то это способствует возрастанию давления в соответствующем ответвлении и подаче золотникового клапана 31, который питает гидродвигатель для винтового домкрата 13, чтобы вращать его в соответствующем направлении.
Если угловое положение винтового домкрата не соответствует положению, показанному посредством синхронного датчика Т, то управляющее напряжение, полученное таким образом от соответствующего детектора, подводится к синхронному сервомотору.
Последний вращает двигатель винтового домкрата до тех пор, пока он не возвратится в правильное положение.
Таким образом посланные электронным устройством 19 напряжения управляют синхронным вращением трех винтовых домкратов 13, постоянно обеспечивая параллельность между блоком 8 и матрицей /.
После законченной обработки блок-5 и матрицу 1 с помощью мостового крана 32 переводят на пресс глубокой вытяжки, где их используют вместе. Заранее удаляют углы 16 и 17, которые посредством винтов прикреплены к снабженному резъбовыми отверстиями блоку 8 или к матрице 1.
Устройство для обработки состоит лишь из матрицьг / и блока 8 или противоположной матрицы, винтовых домкратов 13 и их управляющих устройств и генератора питания током для обработки.
Аналогичное устройство можно применять для обработки режущих инструментов: в этом случае блок 8 образует штамп соответствующей матрицы / вырубного инструмента.
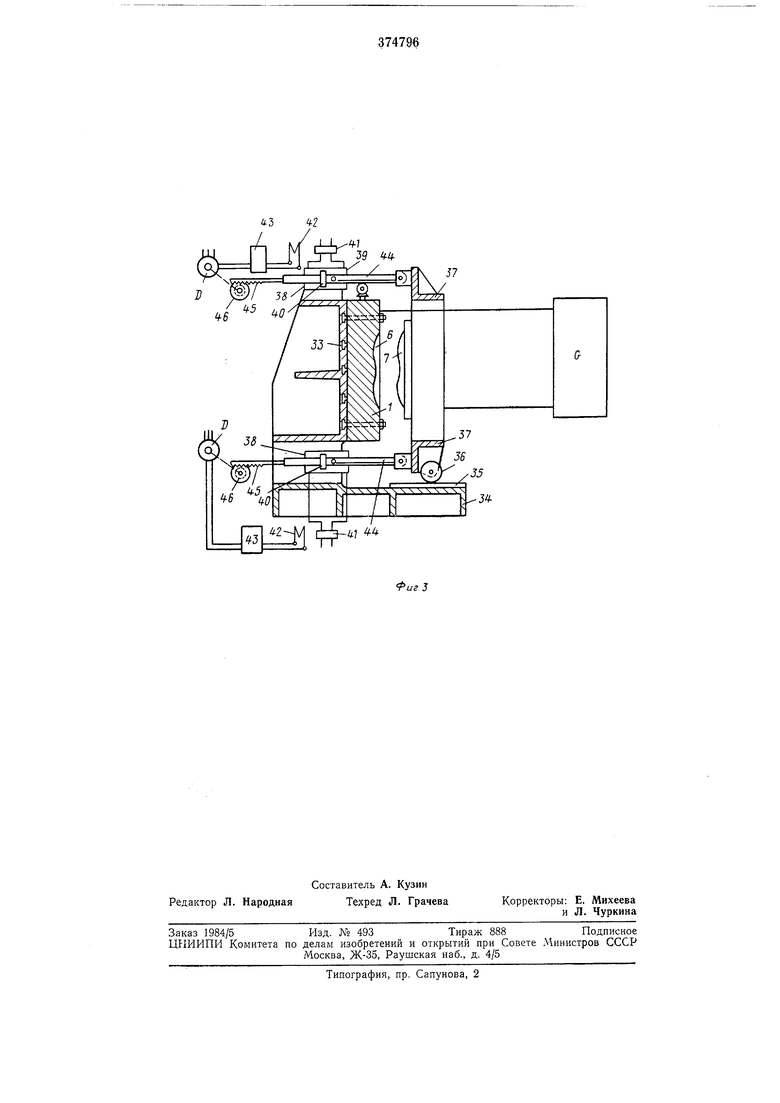
Матрицу можно закрепить на неподвижном вертикальном суппорте 33 (см. фиг. 3). жестко связанном го столом 34, ся.гтазки 55 которого служат в качестве поверхностей качения для роликов 36 сУппорта 37. Суппорт 37 несет б.яок 8, который образует ПРОТИВОПОЛОЖНУЮ (Ьорму 7 для обработки выемки 6 матрицы /. Генератор G дает энергию для обработки.
Подача суппопта 37 осушествляется посредством тпех гилпавтических птановочмых домкратов 38. каждый из КОТОРЫХ содержит перемешаемый в цилиндре ,9.9 порщень 40. На него действует находяшаяся под давлением жидкость, которую регулируют золотниковые клапаны 41.
Чепез обмотки 42 синхронного сервомотора, действующего на клапан, протекает выходной ток из усилителей 43. СИНХРОННОГО сервомотора, действл юшего на клапан, которые регулируются синхронными де- -екторами Я. Последние обеспечивают синхронное вратпение установочных домкратов 38 и подачу блока 5 соответственно напряжению, господствующемл в зазоре между выемкой 6 и ПРОТИВОПОЛОЖНОЙ формой 7. Штампы 44, соединенные с суппортом 37, имеют зубчатый венец 45 для привода зубчатого колеса 46, жестко связанного с регулируемым ротором синхронного детектора.
Посредством одной механической муфты между этими винтовыми домкратами можно было бы обеспечить весьма хорошую синхронность движения различных винтовых домкратов. В этом случае можно обойтись единственным вспомогательным двигателем, чтобы обеспечить соблюдение необходимого расстояния между электродом и заготовкой. Причем этот вспомогатеьный электродвигатель воздействует на все винтовые домкраты.
Аналогичным образом можно обеспечить синхронизацию двигателей для привода каждого винтового домкрата с помощью регулирующих цепей с программным управлением. ПРИ этом каждый электродвигатель снабжен
цифповым фотоэлектрическим приемным устройством, которое включено в каждую из этих регулирующ.их цецей.
Если винтовые домкраты обладают направляющими свойствами, особенно если они содержат гидравлические ПОРШНИ, то их применяют для крепления электродов в поперечном направлении к подаче последних по отношению к заготовке. Боковые винтовые домкраты 13 fcM. Лиг. Л МОГУТ быть заменены
полачей в гильзы рабочей жидкости, находящейся под давлением, чтобы осуц е1 твить движение вверх поршней 9 к опоре блока 8. Предлагаемые формы исполнения особенно це.песообразны в том случае. ес.ли электроды
и заготовки состоят из громоздких и тяжелых частей. Это УСТРОЙСТВО аналогичным образом может применяться, если ПРОИЗВОДИТСЯ серийная обработка заготовок, которые зажимаются последовательно ДРУГ с дрлтом на столе
етинственното ппис-пособ.ттения и обрабатываются электроискровым способом посредством нескольких закпепленных на сУппорте электролов. Это УСТРОЙСТВО можно, кроме того, применять для обработки сравнительно небольших заготовок, котопые весят несколько килогг амм.
Предмет изобретения
1.Устройство для электрической обработки металлических изделий преимущественно
крупногабаритных по крайней мере одним электродом-инструментом, подаваемым автоматически к электроду-заготовке, отличающееся тем, что, с целью синхронизации подачи и обеспечения необходимого расстояния и параллельности между электродами, автоматическое устройство вьтолиено в виде ло крайней мере трех изолированных от электродов жестко соединенных и синхронно перемещаемых домкратов, каждый из которых управляется вспомогательным двигателем.
2.Устройство по ц. 1, отличающееся тем, что вспомогательные двигатели соединены в электрический вал, например, посредствоу
электрической синхронизирующей муфты. 7 3. Устройство по п. 1, отличающееся тем, что, с целью обеспечения удобства эксплуа8тации устройства, домкраты установлены подвижно относительно электродов.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОГИДРАВЛИЧЕСКИЙ СЛЕДЯЩИЙ ПРИВОД | 1991 |
|
RU2029890C1 |
| Устройство для управления подачей ножевого суппорта лущильного станка | 1988 |
|
SU1676804A1 |
| СИСТЕМА АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ЧАСТОТЫ ВРАЩЕНИЯ РОТОРА ТУРБИННОГО ДВИГАТЕЛЯ | 2003 |
|
RU2239071C1 |
| ГАЗОРАСПРЕДЕЛИТЕЛЬНЫЙ МЕХАНИЗМ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ С ГИДРАВЛИЧЕСКИМ ПРИВОДОМ КЛАПАНОВ И ГИДРАВЛИЧЕСКАЯ СИСТЕМА РЕГУЛИРОВАНИЯ ФАЗ ГАЗОРАСПРЕДЕЛЕНИЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ С ГИДРАВЛИЧЕСКИМ ПРИВОДОМ КЛАПАНОВ | 2004 |
|
RU2271455C2 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ СЛОЖНОФАСОННЫХ ПОВЕРХНОСТЕЙ ПРОВОЛОЧНЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ | 1992 |
|
RU2014184C1 |
| ВИНТОВОЙ ДЕТАНДЕР И УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ЭЛЕКТРИЧЕСКОЙ ЭНЕРГИИ ИЗ ТЕПЛА С ПОМОЩЬЮ ВИНТОВОГО ДЕТАНДЕРА | 2021 |
|
RU2779008C1 |
| ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ЛОПАСТЕЙ ГРЕБНЫХ ВИНТОВ | 1946 |
|
SU69470A1 |
| Способ управления расходом пара через турбину,работающую в энергосистеме | 1983 |
|
SU1090896A1 |
| ЭЛЕКТРОПРИВОД ЛЕТАТЕЛЬНОГО АППАРАТА (ВАРИАНТЫ) | 2016 |
|
RU2630966C1 |
| Пресс для штамповки блисков | 2021 |
|
RU2769500C1 |
V V т k ТЧ , у L I Tk ч ( 1.. С/т -. J , t г I л I 1 г L
.
I 1 / / / //
fr I
5 77 7,J75 70 7f б// /Д / 75ig
(/г. J
43Ч-2
