1
Изобретение касается абразивной обработки плоских изделий.
Известны устройства для нритирки, снабженные верхней и нижней притирочными плитами и механ1измом «х относительного перемещения. Недостаток этих устройств - невозможность получения сложной траектории движения притираемого изделия - устранен в предлагаемом устройстве.
Предложено нижнюю притирочную плиту снабдить хомутиком с элл.ипсным окном, в которое помещен эксцентриковый диск, сообщающий колебательные движения хомутику, кинематически связанному с верхней притирочной плитой. Хомут1ик снабжен съемным упором, связанным с верхней плитой и передающим последней колебательные движения хомутика. С целью повыщения производительности притирки на верхней плите установлены барабаны с абразивной лентой, перематывающейся в процессе притирки.
На чертеже схематично представлено предлагаемое устройство.
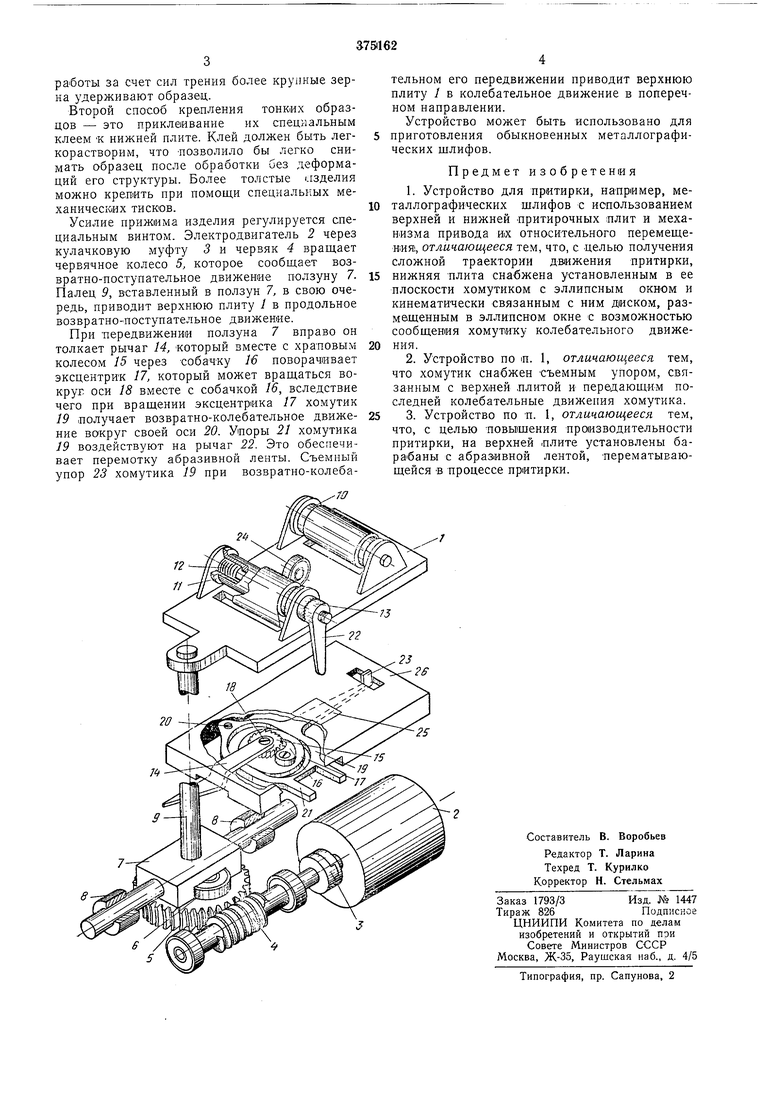
Продольное возвратно-поступательное движение верхняя плита / получает от электродвигателя 2, вал,которого соединен кулачковой муфтой 3 с червяком 4 редуктора. На червячном колесе 5 эксцентрично его оси вмонтирован подщипник 6, входящий в паз ползуна 7, .который может свободно перемещаться
вдоль оси 8. Палец 9, вставленный в ползун 7, приводит в движение верхнюю плиту 1, на которой смонтированы ведомый 10 и ведущий // барабаны. На ведомый барабан 10 намотана абразивная лента, пропущенная через нижнюю часть верхней плиты 1 и прикрепленная к ведущему барабану 11, имеющему тормоз обратного хода 12, который позволяет вращаться барабану 11 только в одну сторону, и зубчатую муфту 13.
Рычаг 14 нижней плиты жестко соединен с храповым колесом 15. Собачка 16 прикреплена к эксцентрику 17, установленному вместе с храповым колесом 15 на общей оси 18 в вырезе хомутика 19, который может колебаться вокруг оои 20. Хомутик 19 имеет упоры 21, в которые входит рычаг 22 муфты /5, и съемный упор 23, который входит в специальный продольный -паз верхней колодки. Последняя через подшипник 24 плоской пружиной прижата к обрабатываемой детали 25, установленной на нижней плите 26.
Крепление детали можно производить различными способами в зависимости от того, какие образцы будут обрабатываться. При обработке деталей толщиной 0,1-0,08 мм на нижней плите приклеивается кусок наждачной бумаги с более крупным абразивным зерном чем рабочая абразивная лента. Во время
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНЕРЦИОННЫЙ МЕХАНИЧЕСКИЙ ПРУЖИННЫЙ ДВИГАТЕЛЬ ДЛЯ ПОЛУЧЕНИЯ ЭНЕРГИИ | 1999 |
|
RU2153099C1 |
| МЕХАНИЗМ ОТБОРА ЛАМЕЛЕЙ НА ПРОВОРНОМ СТАНКЕ | 1968 |
|
SU208561A1 |
| СТАНОК ДЛЯ ЗАБИВАНИЯ ГРЕБЕННЫХ ИГЛ В ИГЛОНАБОРНЫЁ ПЛАНКИ | 1970 |
|
SU278483A1 |
| ПРЕСС ДЛЯ СКЛЕЙКИ КИНОПЛЕНКИjfC-:' ;1! .. ^ : -* л , • Т-.'.л .TV а-дMiH >&•:-:-: --J V .;Цw--,-j L:,^.,::.;. , i nfl | 1972 |
|
SU418826A1 |
| Пишущая машина | 1934 |
|
SU43012A1 |
| Устройство для нанесения клея на кромки обувных деталей из мягких материалов | 1990 |
|
SU1784202A1 |
| Устройство для обработки трохоидальных поверхностей | 1975 |
|
SU549324A1 |
| ИНЕРЦИОННЫЙ МЕХАНИЧЕСКИЙ ПРУЖИННЫЙ ДВИГАТЕЛЬ С ЭЛЕКТРИЧЕСКИМ УПРАВЛЕНИЕМ ДЛЯ ПОЛУЧЕНИЯ ЭНЕРГИИ | 1999 |
|
RU2151323C1 |
| Делительная машина | 1958 |
|
SU118618A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ БЕТОННЫХ ИЗДЕЛИЙ | 2009 |
|
RU2405672C1 |
