1
Изобретен-ие относится к литейному производству, в частности к оборудовадаию для заливки металла в форму.
Известно устройство для заливки металла в форму центробежной машины, включающее воронку с основанием и металлопровод.
Однако в таком устройстве невозможно регулировать скорость пюдачи металла, а также рафнйиров ать и защищать его от окисления.
Предложенное устройство отличается от известного тем, что оно снабжено пористой вставкой и трубопроводом, причем пористая вставка установлеаа в месте соединения основания воронки и металлопровода н, соединена с трубопроводом, который снабжен регулируемым клапаном.
Это позволяет регулировать скорость подачи металла в форму, р1афиНИрОвать и защитить его от окисления.
Пористая вставка может быть выполнена, например, из пористого корунда или пористого магнезита, применяемых в настоящее время при продувке жидкой стали аргоном в ковще.
Форма вставки, в зависимости от конкретного выполнения места соединения воронки и металлопровода, может быть различной. Для наиболее распространенных мест соединения, представляющих собой поверхности
сопряжения цилиндров, вставка может иметь форму усеченного цилиндра, установленного своей скощенной стороной по ходу течения металла.
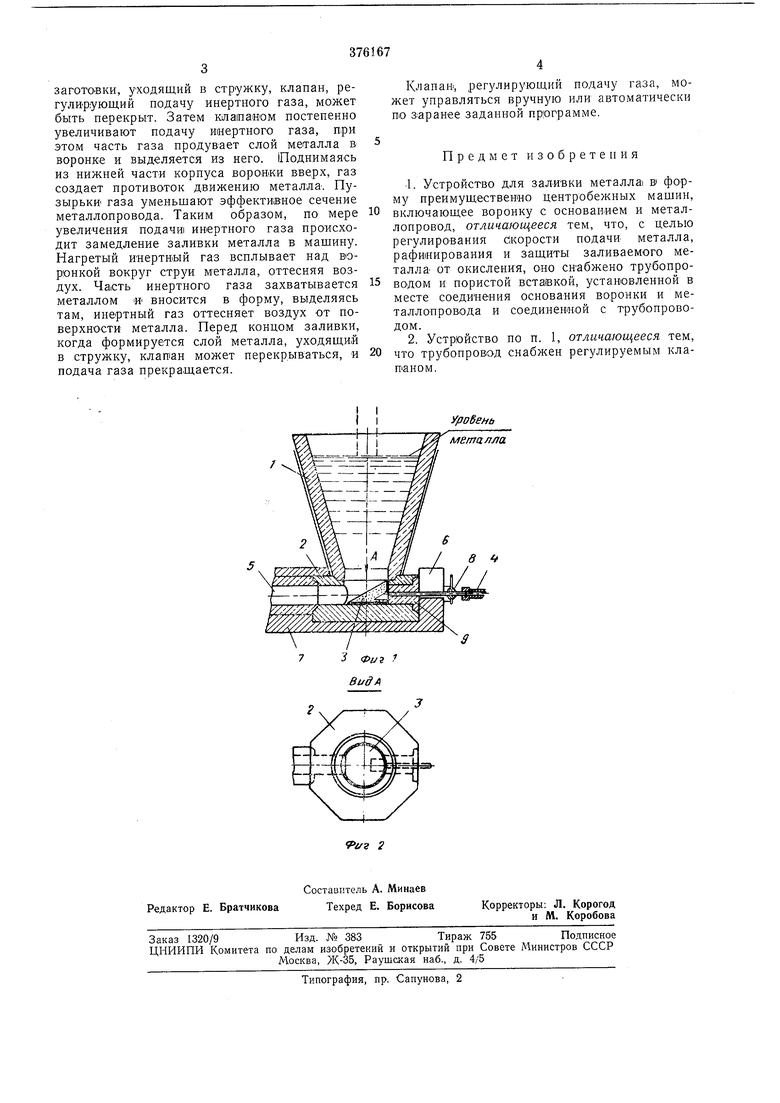
На фиг. 1 изображено поперечное сечение предложенного устройства; на фиг. 2 - вид по стрелке А на фиг. 1.
Устройство для заливки металла в форму содержит воронку / с основанием 2, пористую вставку 3, соединенную с трубопроводом 4, металлопровод 5 и клапан (па чертежах не показан-). В месте соединения основания 2 воронки / и металлопровода 5 установлена пористая вставка 3 с полостью.
Трубопровод 4 сообщается с источником (например, баллоиом) инертного газа (на чертежах не показан) через регулирующий клапан .
Трубопровод 4 жестко закреплен в пазе 6 заливоч«01го стола 7 с помощью зажима 8. В качест1ве зажима 8 может быть использовано клиновое крепление. Трубопровод 4 фиксируется с основанием 2 воронки / при помощи газонепроницаемой огнеупорной набивки- 9.
Пунктиром показана струя заливаемого металла и его поверхность в воронке /.
После сборки устройства заливка металла производится следующим образом. В начале заливки, когда формируется слой металла