Настоящее изобретение относится к области металлургии, а точнее к нагревательному устройству для перемещения жидкого металла. Указанное устройство относится к устройствам с закрытым поперечным сечением. Изобретение, в первую очередь, касается способа производства устройства вышеуказанного типа, которое имеет выход на одном конце через выпускное отверстие для питания по крайней мере одной формы и типа, включающего на всей его длине по крайней мере одно средство нагрева, состоящее из индикатора в виде катушки, охлажденные витки которой снабжаются переменным электрическим током.
Наиболее близким аналогом предлагаемого изобретения является способ изготовления нагревательного устройства для перемещения жидкого металла, раскрытый в заявке Франции N 2532866, кл. B 22 D 35/04, 1984.
Полученные этим способом нагревательные устройства особенно выгодны для передачи металла с высокой температурой разливки и устраняют опасность охлаждения и затвердевания металлического сплава с температурой разливки, по крайней мере, равной 1400oC в литейном желобе между двумя последовательными операциями литья.
В классической технике литейный желоб включает полный цилиндр, раструб из графита, имеющий прямую часть и изогнутую часть.
Эта форма в особенности интересна, когда разливка имеет прерывный характер. Действительно, в этом случае жидкий металл не может присутствовать в течение более или немее длительного срока в желобе. Тогда становится важным сохранить его постоянно предварительно нагретым в течение этого срока, в этом - роль графита. Однако, когда работают непрерывным способом, что является типичным для процессов производства, ориентированных на крупный или средний поток, это уже не столь важно. В этом случае непрерывное присутствие жидкого металла в желобе, соединенное с подогревом путем индукции, позволяет поддерживать систему с температурой. Следовательно, графит становится ненужным, тем более, что первоначальный предварительный нагрев желоба перед его заполнение жидким металлом может осуществляться вторичным средством подогрева, более мягким и менее дорогостоящим, таким средством, например, как использование газа.
С другой стороны, классическая форма имеет несколько недостатков, связанных с эксплуатацией и сложностью изготовления желоба: трудности штамповки, трудности резки, трудности центровки. Эти трудности увеличивают издержки производства желоба.
Техническим результатом настоящего изобретения является снижение издержек при изготовлении нагревательного устройства для перемещения жидкого металла, которое достигается за счет упрощения штамповки, резки и центровки.
Этот технический результат достигается за счет того, что в способе изготовления нагревательного устройства для перемещения жидкого металла устанавливают в металлическом кожухе трубу металлопровода с последовательно расположенными вокруг нее теплоизоляционным слоем и индуктором, заполняют огнеупорным бетоном пространство между индуктором и металлическим кожухом и высушивают устройство, и согласно изобретению сначала размещают вокруг металлопровода теплоизоляционный слой и формируют вокруг него, в контакте с ним, индуктор, затем осуществляют установку в металлический кожух трубы металлопровода с последовательно расположенными вокруг нее теплоизоляционным слоем и индуктором, после чего заполняют пространство между индуктором и металлическим кожухом огнеупорным бетоном, а высушивание устройства осуществляют после схватывания бетона, при этом в качестве трубы металлопровода используют огнеупорную трубу, установку в металлический кожух трубы металлопровода с последовательно расположенными вокруг нее теплоизоляционным слоем и индуктором осуществляют центрированием в металлическом кожухе расположенного вокруг трубы металлопровода теплоизоляционного слоя, окруженного индуктором, а заполнение огнеупорным бетоном пространства между индуктором и металлическим кожухом осуществляют заливкой с вибрацией.
При этом огнеупорную трубу используют после одного или нескольких этапов резки и/или сборки.
В качестве теплоизоляционного слоя используют слой изоляционного огнеупорного бетона и/или по меньшей мере одного слоя волокнистого материала.
Вокруг теплоизоляционного слоя формируют индуктор, питаемый переменным электрическим током средней или высокой частоты.
Используют переменный ток частотой от 1000 до 15000 герц.
Также для достижения указанного технического результата в нагревательном устройстве для перемещения жидкого металла, содержащем металлический кожух и расположенные в нем закрытый металлопровод, выполненный в виде трубы, выпускное отверстие которой расположено выше приемного отверстия и с возможностью питания по меньшей мере одной формы, и расположенную по всей длине трубы, отдельную от нее теплоизоляционным слоем и окруженную огнеупорным бетоном, заполняющим металлический кожух, по меньшей мере одну индукционную катушку, охлаждаемые витки которой выполнены с возможностью снабжения переменным электрическим током, согласно изобретению, труба металлопровода выполнена в виде огнеупорной трубы, расположенной в металлическом кожухе с возможностью подъема жидкого металла по всей ее длине от принимающего отверстия к выпускному, а теплоизоляционный слой, отделяющий индукционную катушку от трубы металлопровода, выполнен из слоя огнеупорного бетона и/или по меньшей мере одного слоя волокнистого материала.
При этом предлагаемое устройство может быть выполнено в виде литейного желоба, ось которого выполнена с постоянным радиусом кривизны (R).
Также оно может быть выполнено в виде литейного желоба, ось которого выполнена прямолинейной.
Также оно может быть выполнено с возможностью питания формы от печи, содержащей жидкий металл, и снабжено расположенным на уровне соединения с печью выполненным со сквозными отверстиями фланцем с примыкающей к нему шайбой, выполненных с возможностью закрепления на кожухе печи, при этом огнеупорная труба, теплоизоляционный слой и огнеупорный бетон, заполняющий металлический кожух, на уровне принимающего отверстия огнеупорной трубы выполнены с возможностью примыкания к кожуху печи через уплотнение из огнеупорного материала с химическим схватыванием, выполненное в виде шайбы, установленной с возможностью взаимодействия с уплотнителем из волокнистого материала, расположенным на кожухе печи.
Также в соответствии с предлагаемым устройством его торец с выпускным отверстием огнеупорной трубы металлопровода, выполненным с возможностью питания по меньшей мере одной формы, снабжен кольцом и огнеупорным раструбом полой цилиндрической формы, причем наружная стенка раструба и внутренняя цилиндрическая стенка кольца соединены огнеупорным бетоном.
Примеры реализации, применения и использования изобретения будут далее описаны со ссылкой на фигуры, на которых: фиг. 1 представляет в вертикальном разрезе нагревательное устройство согласно изобретению; фиг. 2 представляет в вертикальном разрезе установку для разливки, использующую нагревательное устройство согласно изобретению; фиг. 3 - диаграмма баланса медно-никелевого сплава, который может быть использован в устройстве согласно изобретению; фиг. 4 представляет температуру разливки в зависимости от напряжения при применении нагревательного устройства согласно изобретению.
Устройство, представленное на фиг. 1, - это нагревательное устройство 1 подачи жидкого металла с поперечным закрытым сечением и прямолинейной осью 8.
Нагревательное устройство 1 отстоит от оси 8 к наружной поверхности из огнеупорной трубы 4. Оно включает теплоизоляционный слой 5, образованный теплоизоляционным покрытием, состоящим из слоя изоляционного огнеупорного бетона 5a, окруженного слоем волокнистого материала 5b, индуктора 3, из огнеупорного бетона 7 и наружного металлического кожуха 6. Все эти элементы 3, 4, 5, 5a, 6 и 7 имеют практически полую цилиндрическую форму. Конец устройства 1 - горизонтальный и имеет отверстие 2. Металлический кожух 6 имеет кольцевое горизонтальное утолщение 24 в своей верхней части так, чтобы частично покрыть огнеупорный бетон 7. Кожух 6 имеет радиально расположенное на уровне его нижней части и выходящее к низу отверстие 26. Нижняя часть кожуха 6 заканчивается наружным радиальным утолщением, образующим воротник (фланец) - кольцевой, вертикальный 11, имеющий отверстия 12, в которых проходят крепежные винты 18.
Индуктор 3 состоит из спиральных витков металлической трубы из меди, окружающей изоляционное покрытие 5 и утопленной в огнеупорном бетоне 7. Каждый конец металлической трубы, составляющей катушку, проводится к уровню отверстия 26 и выходит из нагревающего устройства 1 таким образом, чтобы осуществлять электрическое соединение с генератором тока со средней или высокой частотой. Крайняя горизонтальная поверхность устройства 1 продолжена промежуточной быстроизнашивающейся деталью 23 в виде полого цилиндра, причем внутренняя стенка цилиндра имеет постоянный диаметр по высоте. Наружная стенка раструба 21 взаимодействует с внутренней полой цилиндрической стенкой кольца 20 посредством набивного бетона 22.
Высота раструба 21 идентична высоте кольца 20. Выемки (пазы) вертикальной оси 25 предусмотрены в буртике кольца 20, чтобы обеспечить проход крепежного винта на горизонтальный конец кожуха 6, как это известно из заявки на патент 9010798.
На внешнем воротнике (фланце) 11 надета шайба 13, соединяющая с металлическим кожухом 6, причем огнеупорные части 4, 5, 7 указанного устройства продолжены на уровне и к печи 9 посредством уплотнения (стыка) 14 из огнеупорного бетона с химическим схватыванием в виде шайбы, которая сама продолжена вторым уплотнением, соединением 15 из волокнистого материала.
Устройство 1 предназначено для закрепления на кожухе (каркасе) печи 9, которая имеет несквозные отверстия с внутренней резьбой 19, позволяющие осуществлять крепления и затягивание устройства 1 с помощью винта 12, что обеспечивает сжатие соединений 14, 15 и шайбы 13, что в свою очередь, обеспечивает герметичность комплекта.
Кожух 17 полностью покрыт до внутренности печи 9 огнеупорным покрытием (футеровкой) 16. Печь имеет канал, выходящий наружу и окруженный огнеупорным покрытием.
Устройство 1 начинает закрепляться в продолжении указанного канала, чтобы образовать устройство, представленное на фиг. 2, которая представляет установку для разливки. Нагревательное устройство 2 отличается от нагревательного устройства, представленного на фиг. 1, тем, что оно образует выпускной желоб с постоянным радиусом изгиба R оси 8. На фиг. 2 цифровые позиции соответствуют элементам, на которые ссылаются на фиг. 1. В этом примере печь 9 - герметична и закрыта, чтобы образовать разливочный комплекс в замкнутом сосуде, когда форма 27 находится в рабочем положении с верхним концом устройства 1. Печь 9 содержит жидкий металл 28, который под действием давления Pr в верхней части печи 9 поднимается до уровня 29 к верхнему краю устройства 1 в направлении формы (изложницы) 27.
Уровень 29 - выше поверхности жидкого металла 28 в форме 9. Это давление P газа, действующее на металл 28, получено через трубопровод 30, выходящий внутрь печи 9 в ее верхней части.
Трубопровод 30 подводит воздух или газ выше уровня ванны металла 28, содержащегося в печи 9. Трубопровод 30 соединен с источником газа под давлением 32. На трубопроводе установлены маномер 31 и кран 33 таким образом, чтобы допускать, прекращать, регулировать ввод газа в печь, что позволяет регулировать величину уровня 29 металла в устройстве 1. Таким образом установка для разливки позволяет вести заполнение формы 27 благодаря давлению Pr, что дает возможность получить тонкие детали или сложной формы путем подачи под давлением Pr жидкого металла 28 в форму 27.
Закругление выпускного желоба согласно оси 8 уменьшает габариты относительно прямолинейного желоба, приближая форму 27 к печи 9. Постоянство радиуса R позволяет избежать использования явно выраженного изгиба (колена), такое, как в классической форме (конфигурации). Действительно в этом случае констатируют значительную неоднородность температуры в изгибе. Эта неоднородность связана с сверхконцентрацией мощности в нижней части изгиба из-за сближения витков в этом месте. Неоднородность температуры вызывает неоднородности состояния деталей в форме. Использование устройства с постоянным радиусом кривизны дает возможность избежать этого эффекта.
Кроме того, равномерность прямолинейной оси 8 или постоянного радиуса R позволяет очищать желоб такими инструментами, как скребки, шаберы, которые будут блокированы изгибом. Действительно, металлические сплавы, сильно окисляемые, вызывают засорение в устройстве 1, которое требует очистки, предпочтительно горячей, чтобы избежать закупорки устройства 1.
С другой стороны, индуктор 3 позволяет генерировать индуктированные токи в глубине жидкого металла 28, что вызывает перемешивание, облегчающее тепловое усреднение металла.
Величина перемешивания контролируется выбором частоты. Перемешивание тем выше, чем эта частота - ниже. Низкие частоты также предпочтительны в случае значительного диаметра огнеупорной трубы 4, или когда хотят ограничить проблемы инфильтрации к катушке индуктора 3. Однако высокая частота оказывается более благоприятной, чтобы ограничить движения турбулентности внутри желоба, которые могут быть причиной изменений в доброкачественности деталей (газовые пузыри, включения и т.д.). Следовательно, выбор частоты в индукторе 3 - это компромисс между этими различными параметрами.
Таким образом, тип подогрева согласно изобретению позволяет получить превосходную точность температуры в устройстве нагрева, фиксируя электрические параметры; именно это позволяет с помощью применения нагревательного устройства 1 разливать металл 28 с высокой точностью плавления, выше 1400oC и/или сильно окисляемого с температурой, которая может точно регулироваться. Эта способность регулировать точно температуру позволяет подгонять ее в очень точных пределах. Таким образом, температура разливки в желобе может быть очень близкой к линии ликвидуса, без опасности затвердевания металла.
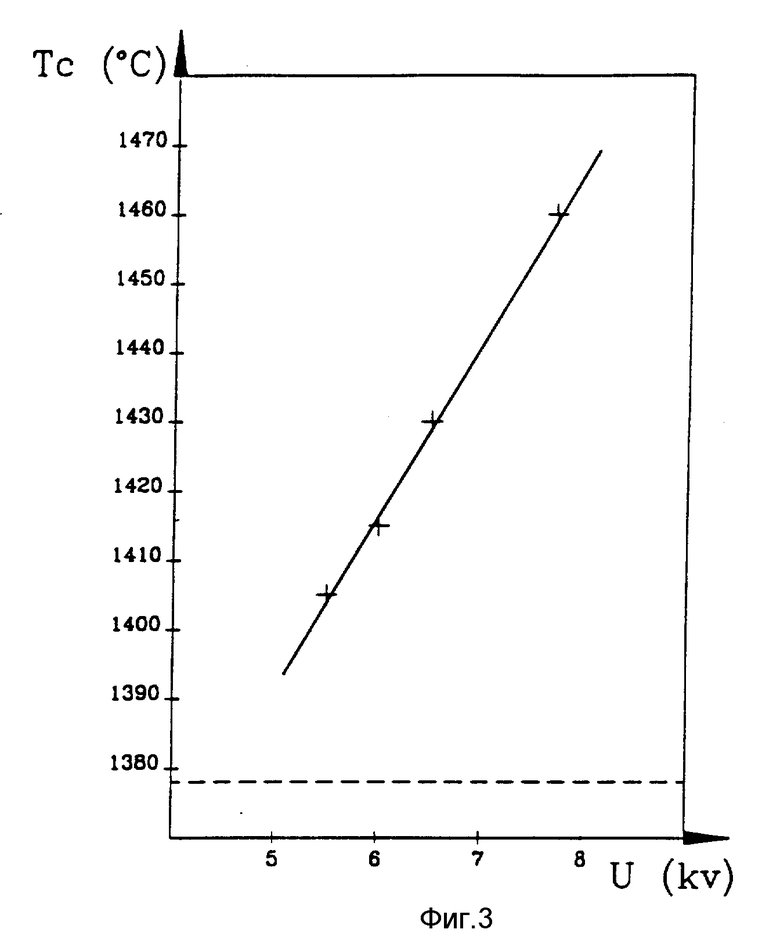
На фиг. 3 иллюстрируют на схеме регулировку температуры путем изменений напряжения на контактных зажимах индуктора 3.
На оси абсцисс показано напряжение в киловольтах, оси ординат - температура металла.
Горизонтальная пунктирная линия представляет температуру ликвидуса, измеряемую при охлаждении сплава, используемого при опыте. Опыты показали, что температура TC металла в устройстве оставалась линейной и пропорциональной напряжению, имеющемуся на контактных выводах индуктора.
Таблица соответствует кривой фиг. 3 и показывает зафиксированные данные. Применяются следующим сокращения:
V - напряжение; F - частота; TC - температура; P(КVА) - мощность.
Фиг. 4 представляет диаграмму баланса медно-никелевого сплава. Верхняя кривая l называется ликвидус, нижняя кривая S - солидус.
Ордината показывает температуру в градусах по Цельсию, ось абсцисс - процент меди и никеля, принимая металл за 100% меди в начале, диаграмма заканчивается металлом, состоящим из 100% никеля. Металлический сплав с температурой выше ликвидуса L - жидкость. Если он с температурой ниже солидуса S, речь идет о твердом растворе.
Нагрев путем индукции позволяет иметь хорошую точность температуры через электрические параметры. Точное регулирование позволяет работать с относительно низкими температурами (например, 50oC выше ликвидуса).
Пример, представленный на фиг. 4, показывает, что можно разливать сплав с 80% никеля и 20% меди с 1450oC с температурой ТС, расположенной на 50oC выше температуры TL ликвидуса L. Такая температура TC - относительно низкая - важна для получения наилучшей доброкачественности поверхности деталей, ограничения реакций между формой и металлом и аффинированным размером зерна через скорость охлаждения - более высокую. Для металлов с высокой точкой плавления опасность затвердевания очень велика, нагрев путем индукции устройства 1 позволяет помешать любому затвердеванию в устройстве 1. Нагрев имеет особо важное значение, когда металл 28 постоянно пребывает внутри устройства 1.
Изобретение может также использоваться для жаропрочных сплавов на базе никеля, которые отличаются температурами TL жидкостей L - относительно высокими, обычно выше 1400oC. Изобретение может также использоваться для окисления сплавов или в варианте для стадий, которые сами имеют температуры ликвидуса выше 1400oC, даже в случае очень легированных сталей типа нержавеющих.
Интересно применение изобретения для повторяющегося заполнения литейных форм 27 с любым из металлов 28, таких, какие определены выше, причем верхний уровень 29 жидкости остается всегда в верхней зоне нагревательного устройства 1.
Это использование позволяет избежать постепенной закупорки устройства 1, которая может возникнуть при разливке окисляемых сплавов, если ослабляется давление между двумя циклами.
То, что металл 28 удерживается на уровне 29, близком к верхней части устройства 1, позволяет очистить от шлаков ванну между двумя последовательными разливками. Кроме того, чем больше жидкий металл остается около формы 27, тем короче время разливки, и турбуленции, вызываемые перемещением жидкого металла 28, уменьшаются. Кроме того, тепловое регулирование устройства 1 - наилучшее, что ограничивает переходные тепловые режимы, которые могут быть причиной изменений доброкачественности деталей.
Индукция позволяет вновь нагреватель металл, задержанный в форме 27. Она помогает избежать затвердевания металла в кратерах (углублениях) формы 27 и избежать того, чтобы металл 28 застыл в верхней части устройства 1 во время разливки, это нужно особо подчеркнуть, когда циклы разливки являются длинными.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дозирования жидкого металла | 1979 |
|
SU928804A1 |
| ЖЕЛОБ С РАДИАЦИОННЫМ НАГРЕВОМ ДЛЯ ТРАНСПОРТИРОВКИ РАСПЛАВЛЕННЫХ МЕТАЛЛОВ | 2018 |
|
RU2691827C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ РАСПЛАВЛЕННОГО МЕТАЛЛА В УСТАНОВКУ НЕПРЕРЫВНОЙ ВЕРТИКАЛЬНОЙ РАЗЛИВКИ С ВЫТЯГИВАНИЕМ ВВЕРХ ЗАГОТОВОК И УСТАНОВКА С ИСПОЛЬЗОВАНИЕМ ЭТОГО УСТРОЙСТВА | 1994 |
|
RU2111830C1 |
| СРЕДСТВО И СТАНИНА ДЛЯ ОБЕСПЕЧЕНИЯ ПРЕДВАРИТЕЛЬНОГО НАГРЕВА КАНАЛА ПОДАЧИ ЛИТЕЙНОГО МЕТАЛЛА | 1995 |
|
RU2113938C1 |
| УСТАНОВКА ДЛЯ ФИЛЬТРАЦИИ РАСПЛАВЛЕННЫХ МЕТАЛЛОВ И СПЛАВОВ | 2023 |
|
RU2806671C1 |
| НАГРЕВАЕМЫЙ ЖЕЛОБ ДЛЯ ТРАНСПОРТИРОВКИ РАСПЛАВЛЕННЫХ МЕТАЛЛОВ | 2022 |
|
RU2786560C1 |
| ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА МЕТАЛЛА | 2017 |
|
RU2656426C1 |
| УСТАНОВКА ДЛЯ ФИЛЬТРАЦИИ РАСПЛАВЛЕННЫХ МЕТАЛЛОВ И СПЛАВОВ | 2024 |
|
RU2827010C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛОБА ДЛЯ ТРАНСПОРТИРОВКИ ЖИДКОГО МЕТАЛЛА | 2003 |
|
RU2284243C2 |
| Устройство для вакуумирования жидкого металла | 1978 |
|
SU734295A1 |



Использование: металлургия, в частности, для перемещения жидкого металла в нагревательных устройствах с закрытым поперечным сечением. Сущность: способ включает размещение вокруг огнеупорной трубы металлопровода теплоизоляционного слоя, формирование вокруг него, в контакте с ним, индуктора, центрирование в металлическом кожухе огнеупорной трубы металлопровода теплоизоляционного слоя, окруженного индуктором, заливку с вибрацией пространства между индуктором и металлическим кожухом огнеупорным бетоном и высушивание устройства после схватывания бетона, устройство содержит металлический кожух, расположенный в нем закрытый металлопровод, выполненный в виде огнеупорной трубы, расположенной в металлическом кожухе, выпускное отверстие которой расположено выше приемного отверстия с возможностью питания по меньшей мере одной формы, с возможностью подъема жидкого металла по всей длине от принимающего отверстия к выпускному, а также расположенную по всей длине трубы, отделенную теплоизоляционным слоем и окруженную огнеупорным бетоном, заполняющим металлический кожух, по меньшей мере одну индукционную катушку, охлаждаемые витки которой выполнены с возможностью снабжения переменным электрическим током, причем теплоизоляционный слой, отделяющий индукционную катушку от трубы металлопровода, выполнен из слоя огнеупорного бетона и/или по меньшей мере одного слоя волокнистого материала. 2 с. и 8 з.п. ф-лы, 1 табл., 4 ил.
| FR, N 2532866, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
