1
Известен способ надлавки металлов на внутреннюю поверхность полых металлических деталей, при которОМ на плавляемый металл насыпают в полость детали, в один ее конец вставляют пуансон и расплавляют наплавляемый металл за счет тепла трения его о .внутреннюю поверхность детали.
Этот способ не пригоден для наплавки деталей, длина которых превышает диаметр более чем в раза.
)В предлагаемом способе этот недостаток устранен благодаря тому, что в другой конец детали вставляют пуансон, который перемещают навстречу первому пуансону.
Сущность изабрететаия поясняется чертежом.
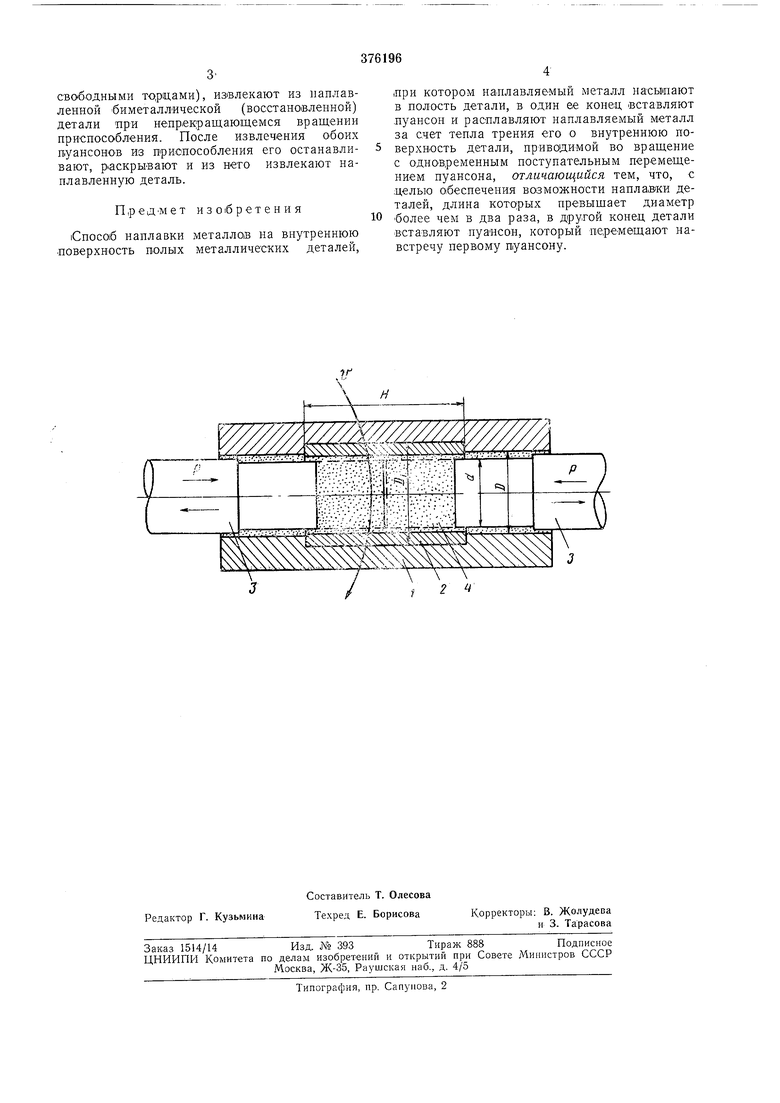
В специальном разъемном приспособлении 1, состоящем из двух половин, устанавливают и закрепляют заготовку (изношенную деталь) 2. При подготовке поверхности заготовки достаточна зачистка наплавляемой поверхности с номощью наждачной шкурки или резцом на токарном станке. Затем в приспособление вводят один из пуансонов 3, после чего в заготовку помещают необходимое количество стружки 4 наплавляемого цветного сплава, исходя из условий получения слоя наплавленного металла заданной толщины. Из тех же соо1бр1ажений выбирают размеры D отверстия в приспособлении и d рабочей части пуансона 3. Размер отдельных элементов
стружки наносимого сплава не должен затруднять ее засыпку в приспособление.
Для наплавки может использоваться стружка антифрикционных сплавов из отходов механической обработки, подвергнутая при необходимости, магнитной сепарации для удаления яримесей черного металла.
-После засыпки стружки в приспособление туда же вставляют второй пуансон 3. Перед наплавкой стружку в приспособлении предварительно уплотняют под давлением 15- 20 кг/мм с помощью одновременного встречного движения пуансонов, в результате чего образуется плотный брикет. Для проведения процесса наплавки приопосабление с закрепленной в нем заготовкой приводят во вращение со скоростью м/сек (относительно поверхности диаметром DI), а пуансоны медленно, одновременно, продольно перемещают навстречу друг другу внутрь наплавляемой заготовки. В результате совмещения указанных движений на поверхности Т1рения обоих пуансонов соЗ(Дается рабочее давление порядка 8-10 кг/мм-, и начинается интенсивное тепловыделение от трения пуансонов о брикет. Под действием выделившегося тепла брикет расплавляется и, находясь в закрытом объеме под большим давлением, кристаллизуется на внутренней поверхности наплавляемой заготовки. Пуансоны, достигнув крайнего положения (сомкнувшись своими
свободными торцами), извлекают из наплавленной биметаллической (восстаноеленной) детали при непрек|ращаю.щемся вращении приспособления. После извлечения п.уансонов из приопособления его останавливают, р аскрЫВают и из него извлекают наплавленную деталь.
П,реДМет изо|бр€тения
Способ наплавки металлов на внутреннюю поверхность полых металлических деталей,
лри котором наплавляемый металл насыпают в полость детали, в один ее конец вставляют луансон и расплавляют наплавляемый металл за счет тепла трения его о внутреннюю поверхность детали, приводимой во вращение с одно-временным поступательным перемещением пуансона, отличающийся тем, что, с .целью обеспечения возможности наплавки деталей, длина которых превыщает диаметр более чем в два раза, в другой конец детали вставляют пуансон, который перемещают навстречу первому пуансону.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления биметаллических деталей | 1975 |
|
SU532503A1 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 1970 |
|
SU283804A1 |
| Инструмент для наплавки трением | 1985 |
|
SU1393567A1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ НАПЛАВКИ | 1996 |
|
RU2129057C1 |
| СПОСОБ ВЫСОКОСКОРОСТНОЙ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2002 |
|
RU2215624C1 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТИ СТАЛЬНОЙ ДЕТАЛИ, СОДЕРЖАЩЕЙ ГЛУХИЕ ПОЛОСТИ | 2014 |
|
RU2569872C1 |
| СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ ВЫСОКОЛЕГИРОВАННЫХ ХРОМИСТЫХ ЧУГУНОВ | 2014 |
|
RU2568036C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАПЛАВОЧНЫХ СТЕРЖНЕЙ | 2013 |
|
RU2536839C1 |
| СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ СТАЛЬНОЙ ДЕТАЛИ | 2007 |
|
RU2338625C1 |
| Способ испытания наплавленного металла на стойкость против образования горячих трещин | 2022 |
|
RU2796460C1 |
