со со
ел
Oi
Изобретение относится к области наплавки трением, а именно к оборудованию для ее осуществления, и может быть использовано преимущественно при восстановлении изношенных резьбовых отверстий в корпусах деталей.
Цель изобретения - повышение качества наплавленного слоя по всей длине резьбового отверстия путем создания избыточного давления в расплавленном металле.
На чертеже схематично изображен предлагаемый инструмент, общий вид.
Инструмент для наплавки трением выполнен в виде ступенчатого пуансона 1, снабженного механизмом герметизации, включающим съемную крышку 2, охватывающую пуансон 1, втулку 3 расположенную на пуансоне 1 с возможностью возвратно-поступательного перемещения. Втулка 3 поджата при помощи тарельчатой пружины А и накидной гайки 5 к крьшке 2, С обратной сто- роны сквозного отверстия устанавливают герметизирующую матрицу 6.
Инструмент работает следующим образом.
На дно глухого отверстия детали 7 или матрицы 6 помещают брикет, который предварительно прессуют из отходов или порошка наплавляемого металла. При одновременном вращении и поступательном перемещении соосно установленного с восстанавливаемым отверстием инструмента торец пуансона нажимает на 1брикет. Под действием вьщеляющегося при трении торца пуансона о брикет тепла брикет расплавляется и жидкий металл заполняет про транство между пуансоном и боковой поверхностью отверстия. При этом большим диаметром А пуансон создает давление, которое зависит от величин зазора между пуансоном и крышкой. При дальнейшем перемещении пуансона 1 торцем подпружиненной втулки 3 осуществляется перекрытие зазора, герметизация образовавшейся внутренней полости и создание в ней избыточного давления. Величина избыточного давле
ния регулируется предварительным сжатием тарельчатой пружины Д при помощи накидной гайки 5. При вращении необходимого давления подпружиненная втулка отходит от крьш1ки и происходит сброс давления, а также удаление образующихся при плавлении газов и излишков металла. Часть газов и шлак собираются в верхней части в специально сформированной прибыли, которая удаляется при последующей механической обработке.
Предлагаемый инструмент позволяет осуществить герметизацию и создание избыточного давления в образовавшейся внутренней полости, что обеспечивает получение плотного, однородного по длине отверстия слоя наплавленного металла с оптимальными физико-механическими свойствами. Это повышает надежность и долговечность отремонтированных деталей,
Ф о рмула изобретения
1. Инструмент для наплавки трением, преимущественно для восстановления изношенных резьбовых отверстий в корпусных деталях, выполненный в виде ступенчатого пуансона, отличающийся тем, что, с целью повышения качества наплавленного слоя по всей длине резьбового отверстия путем создания избыточного давления в расплавленном металле, пуансон снабжен механизмом герметизации, включающим съемную крышку, охватывающую пуансон, втулку, установленную на пуансоне с возможностью возвратно- поступательного перемещения и взаимодействия своим торцом с крьш1кой, накидную гайку, регулирующую усилие поджатия втулки к крышке посредством навинчивания на пуансон,
2. Инструмент поп.1, отличающийся тем, что для удержания ванны расплавленного металла при восстановлении сквозных отверстий он дополнительно снабжен герметизирующей матрицей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАПЛАВКИ МЕТАЛЛОВ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 1973 |
|
SU376196A1 |
| Способ изготовления биметаллических деталей | 1975 |
|
SU532503A1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ НАПЛАВКИ | 1996 |
|
RU2129057C1 |
| Способ восстановления деталей | 1979 |
|
SU931287A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СТУПИЦЫ С ФЛАНЦЕМ | 1997 |
|
RU2115532C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2011 |
|
RU2472605C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 1997 |
|
RU2113963C1 |
| Способ наплавки с формообразованием рабочих элементов деталей машин и инструментов | 1988 |
|
SU1563915A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ | 2006 |
|
RU2321482C2 |
| Способ роботизированной лазерной наплавки для изделий из штамповой стали | 2023 |
|
RU2820294C1 |
Изобретение относится к оборудованию для наплавки трением и м.б. использовано преимущественно при восстановлении изношенных резьбовых отверстий в корпусных деталях. Цельповышение качества наплавленного слоя по всей длине отверстия. На дно герметизирующей матрицы 6 помещают брикет, предварительно спрессованный из стружки или порошка наплавляемого металла. Инструментом, выполненным в виде ступенчатого пуансона 1 с герметизирующим механизмом, при одновременном вращательном и поступательном перемещениях расплавляют брикет. При дальнейшем перемещении пуансона 1 осуществляется перекрытие зазора между втулкой 3 и крьппкой 2. Это приводит к герметизации образовавшейся внутренней полости и появлению в ней избыточного давления. Избыточное давление в расплавленном металле способствует формированию плотного слоя на наплавляемой поверхности. 1 з.п. ф-лы, 1 ил. о « (Л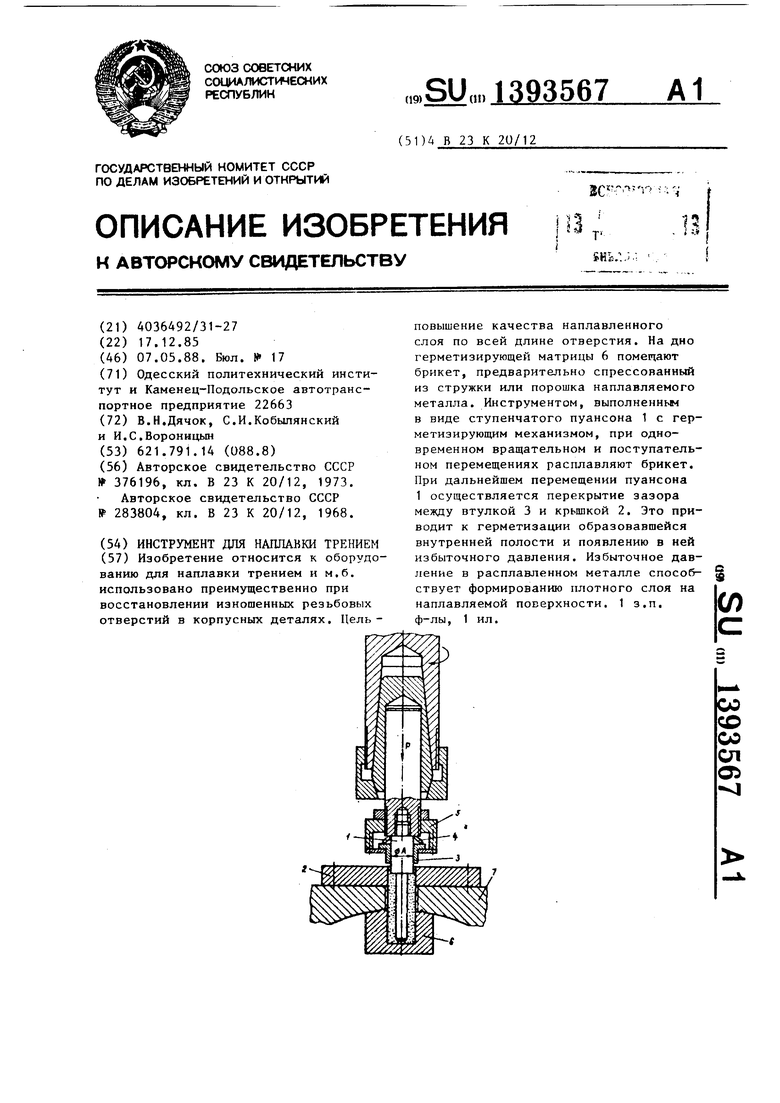
| СПОСОБ НАПЛАВКИ МЕТАЛЛОВ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 0 |
|
SU376196A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 0 |
|
SU283804A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
