I
Изобретение относится к области поперечновинтовой прокатки, преимущественно заготовок шаров диаметром до 10 мм, и молсет найти применение в подшипниковом производстве.
ИЗВестно устройство для полеречнонвинтовой прокатки заготовок шаров, содержаш,ее приводные валки, ведуш,ий из которых выполнен с гладкой рабочей поверхностью, а рабочий - с винтовой ребордой переменного шага.
Повышение производительности и снижение расхода металла за счет использования для прокатки прутка с диаметром, равным диаметру получаемой заготовки, обеспечивается тем, что ведуш,ий валок установлен наклонно к оси рабочего валка под углом дополнительного обжатия, а винтовые реборды рабочего валка выполнены с острыми вершинами, образованными пересечением профилей постоянного исходного радиуса соседних калибров.
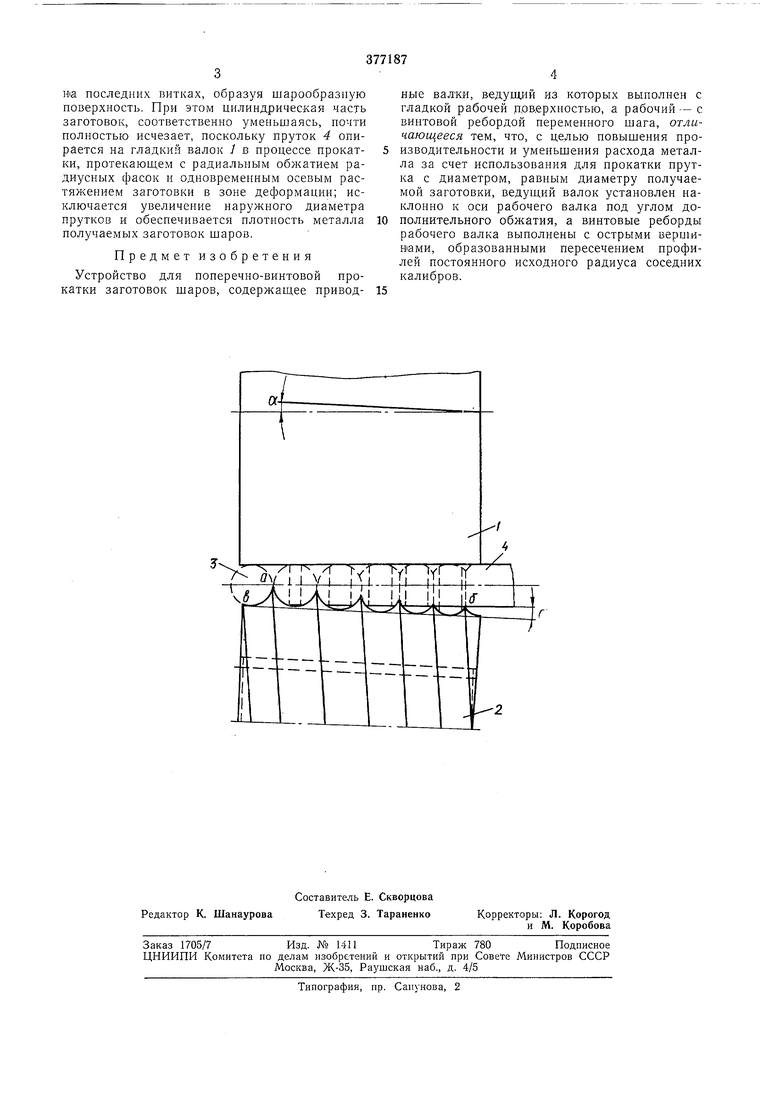
На чертеже представлена схема устройства.
Устройство содержит приводные валки 1 и 2. Рабочий валок 2 снабжен винтовыми ребордами 3, которые имеют острые вершины на всем своем -протяжении с целью затраты минимальных усилий деформации в процессе работы. Рабочий валок 2 может быть выполнен однозаходиьш, тогда его островершинные реборды получаются от пересечения соседних виткОВ. Для обеспечения высокой производительности рабочий валок 2 может быть выполнен многозаходным. В этом случае островершинные реборды образованы пересечением соседних заходов с одним и тем же непрерывно изменяющимся по определенному закону шагом винтовой линии.
Плавный подъем вершин реборд 3 достигается за счет непрерывного увеличения шага пересекающихся соседних калибров.
Ведущий валок / установлен наклонно к оси рабочего валка 2 под углом дополнительного обжатия а и выполнен с гладкой рабочей поверхностью. При необходимости обеспечения параллельности осей валков 1 и 2 ведущий валок / изготавливают коническим с углом конуса, равным дополнительному углу обжатия а. Основной угол обжатия - а б в, а дополнительный угол - а. Работа устройства осуществляется следующим образом.
Пруток 4 с диаметром, равным диаметру получаемой заготовки, прокатывают между валками 1 v. 2. Процесс прокатки заготовок шаров происходит таким образом, что винтовой ребордой 3 обжимаются радиусные фаски, а цилиндрическая часть прутка между фасками не подвергается деформации в радиальном направлении.
Постепенно по мере продвижения прутка 4
в калибрах увеличиваются радиусные фаски.
iM последних витках, образуя шарообразную поверхность. При этом цилиндрическая часть заготовок, соответственно уменьшаясь, ночти полностью исчезает, поскольку пруток 4 опирается на гладкий валок 1 в процессе прокатки, протекающем с радиальным обжатием радиусных фасок и одновременным осевым растяжением заготовки в зоне деформации; исключается увеличение наружного диаметра прутков и обеспечивается плотность металла получаемых заготовок шаров.
Предмет изобретения
Устройство для поперечно-винтовой прокатки заготовок шаров, содержащее приводные валки, ведущий из которых выполнен с гладкой рабочей доверхностью, а рабочий - с винтовой ребордой переменного шага, отличающееся тем, что, с целью повышения производительности и уменьшения расхода металла за счет использования для прокатки прутка с диаметрам, равным диаметру получаемой заготовки, ведущий валок установлен наклонно к оси рабочего валка под углом дополнительного обжатия, а винтовые реборды рабочего валка выполнены с острыми вершивами, образованными пересечением профилей постоянного исходного радиуса соседних калибров.
| название | год | авторы | номер документа |
|---|---|---|---|
| В П Т БФаНД SliOOEFTOB | 1973 |
|
SU394144A1 |
| Валковое устройство для отделения цилиндрической заготовки от прутка | 1990 |
|
SU1738454A1 |
| ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ШАРИКОВ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКОЙ | 1993 |
|
RU2047413C1 |
| Валок для винтовой прокатки на трехвалковом стане | 1978 |
|
SU1047556A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК КОРПУСОВ ДЛЯ БЕТОНОБОЙНЫХ И БРОНЕБОЙНЫХ СНАРЯДОВ | 2017 |
|
RU2659442C1 |
| Способ изготовления шариков поперечно-винтовой прокаткой | 1989 |
|
SU1794566A1 |
| Способ изготовления тел вращения, преимущественно шаров | 1990 |
|
SU1754300A1 |
| Устройство для получения цилиндрических заготовок | 1985 |
|
SU1243871A1 |
| Способ ремонта прокатных валков | 1990 |
|
SU1722762A1 |
| Валковое устройство | 1987 |
|
SU1459802A1 |
