Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении заготовок шариков.
Известен инструмент для поперечно-винтовой прокатки тел качения, содержащий два валка, один из которых гладкий, а другой калиброванный [1]
Недостаток данного инструмента заключается в том, что получаемые прокаткой заготовки шариков, имея форму цилиндра с овальными торцевыми поверхностями, обладают низкой геометрической точностью и для дальнейшей механической обработки требуют большого припуска металла. Это происходит от того, что калиброванный валок формирует шарообразную поверхность, а гладкий цилиндрическую.
Известен также инструмент для поперечно-винтовой прокатки, содержащий два калиброванных валка, образующих два последовательно расположенных участка предварительного набора металла и окончательного формообразования [2]
Недостаток этого инструмента заключается в том, что при прокатке на заготовках образуется кольцевая впадина. При соприкосновении заходной части реборды с прутком происходит выплеск металла на прутке в радиальном направлении на краях реборды в полость калибра, т.е. формирование заготовки шарика происходит с двух сторон, с увеличением объема металла в краевых выплесках до полного их соприкосновения, при этом в середине заготовки шарика диаметр исходного прутка не изменяется. В результате соприкосновения двух краевых выплесков и после окончательного заполнения ими объема калибра валка и заготовке шарика образуется складка (зажим), которую необходимо удалить на последующей механической обработке. Глубина складки является дополнительным припуском для заготовки шарика, что ведет к излишнему расходу металла.
Наиболее близким техническим решением является инструмент для изготовления шариков поперечно-винтовой прокаткой, содержащий два валка с профильными калибрами, образующими два последовательно расположенных участка: предварительного набора метала и окончательного формообразования [3]
В этом инструменте участок предварительного набора металла имеет профиль калибра с тупым углом при вершине. Шарики, получаемые на этом инструменте, имеют "антисатурные кольца", т.е. неточную геометрическую форму, что увеличивает припуск металла на механическую обработку.
Сущность изобретения заключается в том, что в инструменте для изготовления заготовок шариков поперечно-винтовой прокаткой, содержащем два валка с профильными калибрами образующими два последовательно расположенных участка: предварительного набора металла и окончательного формообразования, участок предварительного набора металла от одного из валков выполнен гладким, участок предварительного набора металла другого валка имеет сферический профиль.
Гладкий участок одного из валков предварительного набора металла препятствует образованию складки (зажима) при воздействии реборды профильного участка предварительного набора металла другого валка.
На чертеже показана схема предлагаемого инструмента.
Инструмент состоит из валков 1 и 2, образующих два последовательно расположенных участка: участок 3 предварительного набора металла и участок 4 окончательного формообразования заготовки шарика. На участке 3 предварительного набора металла валок 1 выполнен гладким, а валок 2 имеет профиль калибра 5 сферический. Валки 1 и 2 на участке 4 окончательного формообразования заготовки шариков имеет сферический профиль калибров.
Получение заготовки шариков на предлагаемом инструменте осуществляется следующим образом.
Пруток подается в зону обработки между двумя вращающимися валками 1 и 2. На участке 3 происходит предварительный набор металла в калибр, причем валок 1, выполненный гладким формирует цилиндрическую поверхность, а валок 2 шарообразную поверхность. Затем при переходе заготовки на участок 4 окончательного формообразования заготовки происходит перераспределение металла. Заготовки шариков имеют высокую геометрическую точность, что позволяет уменьшить припуск металла на дальнейшую механическую обработку.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления шариков поперечно-винтовой прокаткой | 1989 |
|
SU1794566A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕЛ КАЧЕНИЯ | 1993 |
|
RU2048230C1 |
| ИНСТРУМЕНТ ДЛЯ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ ТЕЛ ВРАЩЕНИЯ | 1993 |
|
RU2109590C1 |
| В П Т БФаНД SliOOEFTOB | 1973 |
|
SU394144A1 |
| СПОСОБ ПРОКАТКИ ИЗДЕЛИЙ ПЕРЕМЕННОГО ПРОФИЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2115503C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТЫХ ПРОФИЛЕЙ ТИПА ЗВЕЗДОЧЕК ЦЕПНЫХ ПЕРЕДАЧ | 1991 |
|
RU2018400C1 |
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ ИЗДЕЛИЙ С ОДНОСТОРОННЕЙ ПЕРИОДИЧНОСТЬЮ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288802C1 |
| Инструмент для поперечно-винтовой прокатки штучных кольцевых заготовок | 1977 |
|
SU680793A1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ РЕБРИСТЫХ ТРУБ И ВАЛКИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2246362C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК КОРПУСОВ ДЛЯ БЕТОНОБОЙНЫХ И БРОНЕБОЙНЫХ СНАРЯДОВ | 2017 |
|
RU2659442C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении заготовок шариков. Сущность изобретения: инструмент состоит из валков 1 и 2, образующих последовательно расположенные участок 3 предварительного набора металла и участок 4 окончательного формообразования заготовки шарика. На участке 3 валок 1 выполнен гладким, а валок 2 имеет профиль калибра 5 сферический. Валок 1 и валок 2 на участке 4 окончательного формообразования заготовки имеют сферический профиль калибров. Данный инструмент обеспечивает повышение качества получаемых заготовок шариков, за счет уменьшения припуска на механическую обработку. Гладкий участок одного из валков предварительного набора металла препятствует образованию складки при воздействии реборды профильного участка предварительного набора металла другого валка. 1 ил.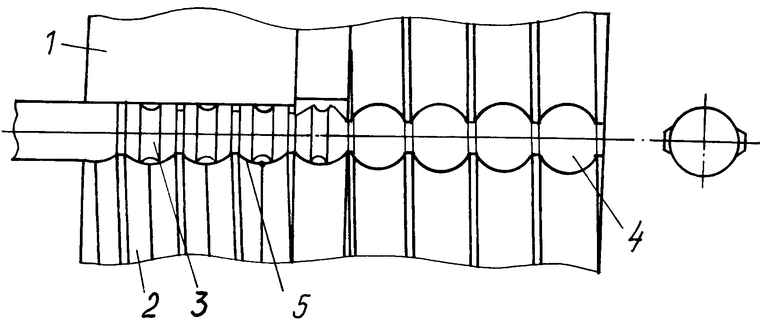
ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ШАРИКОВ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКОЙ, содержащий два валка с профильными калибрами, каждый из которых выполнен с последовательно расположенными участком предварительного набора металла и участком окончательного формообразования заготовки, отличающийся тем, что участок предварительного набора металла одного из валков выполнен гладким, а участок предварительного набора металла другого валка со сферическим пофилем калибра.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ изготовления шариков поперечно-винтовой прокаткой | 1989 |
|
SU1794566A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
