Изобретение относится к области обработки металлов давлением и может найти применение в машиностроении, в частности в подшипниковой промышленности при изготовлении роликов игольчатых подшипников прокаткой.
Известен инструмент для поперечно-винтовой прокатки изделий с профильными концами, содержаш ий два валка, один из которых, выполненный с гладкой рабочей новерхностью, установлен под углом обжатия к оси второго валка, калиброванного островершинной винтовой ребордой с переменным шагом. Изготовление такого инструмента трудоемко; кроме того, ввиду переменного профиля реборды во всех витках точное измерение калиброванного валка в определенном сечении не может быть осуш;ествлено, что ведет к неточности формообразования изделий.
Предлагаемый инструмент позволяет сократить себестоимость и трудоемкость изготовления и улучшить условия формообразования за счет того, что реборда выполнена с постоянным по всей длине валка профилем, скоррегированным относительно прямой, проходящей через вершины профиля, на указанный угол обжатия, при этом угол наклона заходной части профиля реборды к указанной прямой больше угла наклона выходной части профиля на величину двойного угла обжатия.
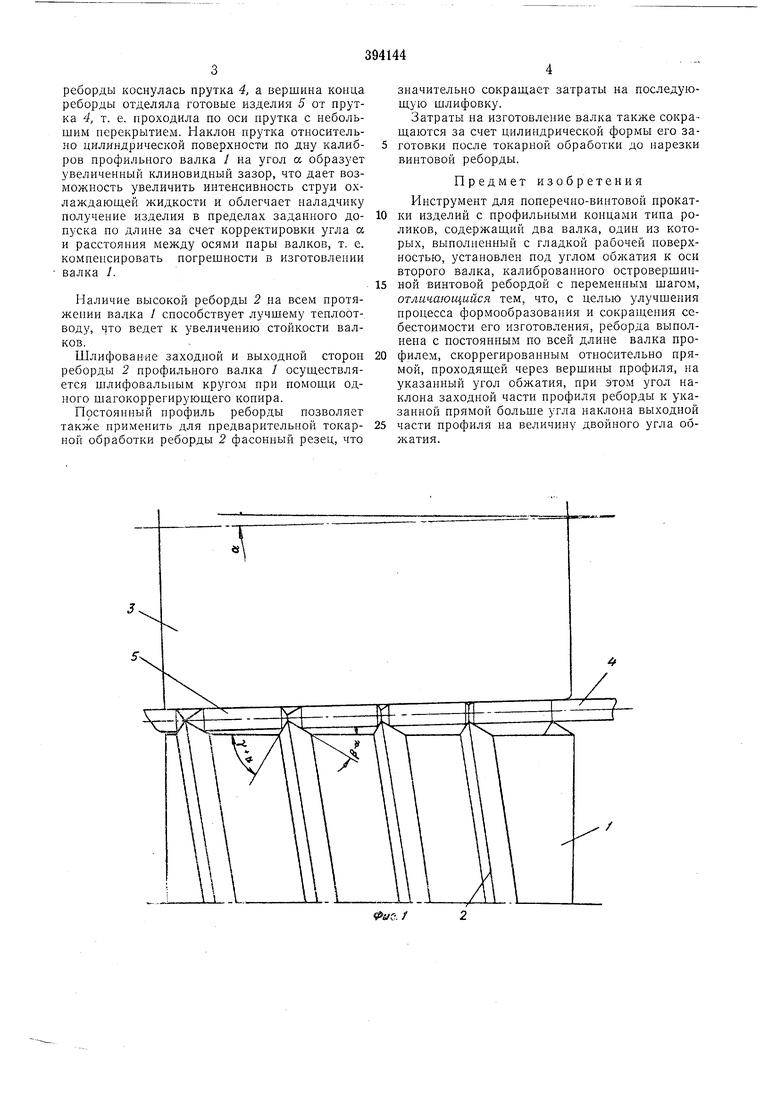
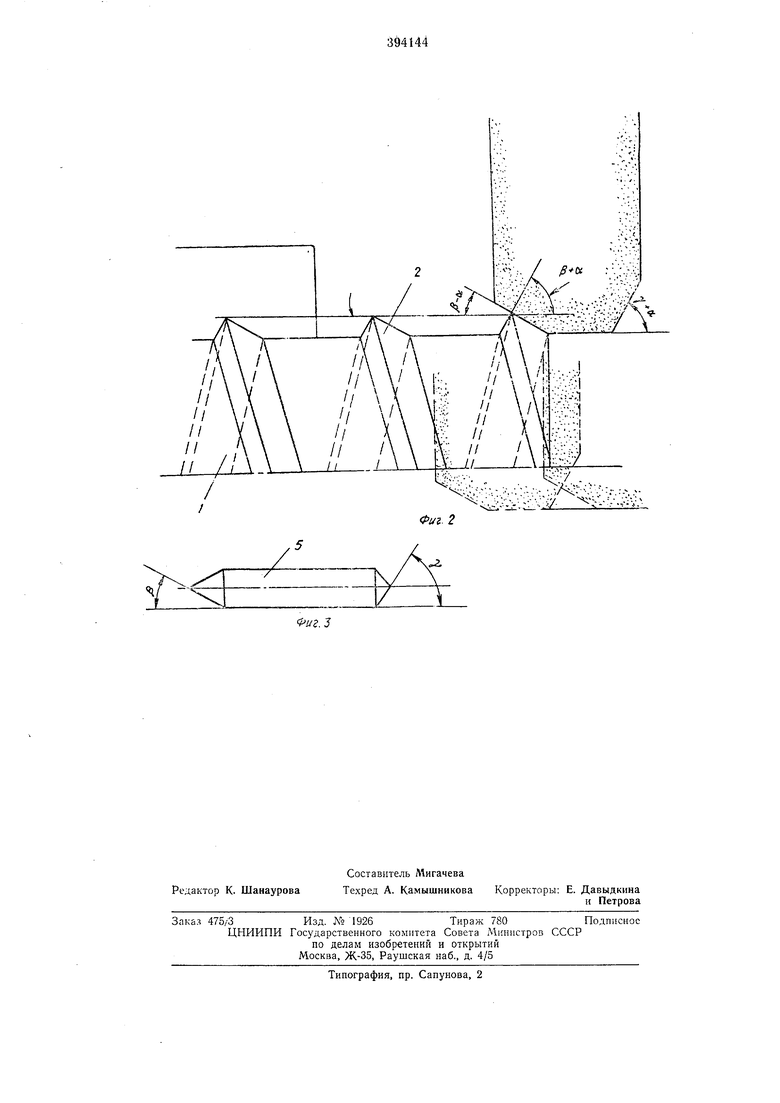
Иа фиг. 1 показана схема поперечно-винтовой прокатки роликов игольчатых подшипников с применением описываемого инструмента; фиг. 2 иллюстрирует конструктивное исполнение калиброванного валка со схемой шлифования заходной и выходной сторон реборды; на фиг. 3 - готовое изделие.
Описываемый инструмент содержит калиброванный валок / с винтовой ребордой 2 переменного шага, постоянного профиля и высоты С острой вершиной на всем своем протяжении, который является цилиндрическим как по дну калибра, так и по вершинам реборды, и гладкий валок 3, развернутый по отношению к оси валка / под углом а, который обеспечивает непрерывное обжатие и плавность деформации концов обрабатываемой заготовки, подаваемой из прутка 4. Прокатываемое изделие ролик может иметь конические концы как с разными углами конуса (Р и у, так и с одинаковыми углами конуса . (|3 у)Учитывая угол поворота сси гладкого валка, заданные углы Р и Y концов изделия 5 соответственно изменяются в профиле реборды на Р-а и . В процессе работы данного инструмента непрерывное обжатие п вытяжка концов деформируемых изделий вплоть до от деления их от прутка 4 происходит за сч( наклона оси гладкого валка 3 по отношению к оси профильного валка / на угол а, рассчитанный таким образом, чтобы вершина начала
реборды коснулась прутка 4, а вершина конца реборды отделяла готовые изделия 5 от прутка 4, т. е. проходила по оси прутка с небольшим перекрытием. Наклон прутка относительно цилиндрической поверхности по дну калибров профильного валка J на угол а образует увеличенный клиновидный зазор, что дает возможность увеличить интенсивность струи охлаждающей жидкости и облегчает наладчику получение изделия в пределах заданного допуска по длине за счет корректировки угла а и расстояния между осями пары валков, т. е. компенсировать погрешности в изготовлении валка 1.
Наличие высокой реборды 2 на всем протяжении валка / способствует лучшему теплоотводу, что ведет к увеличению стойкости валков.
ШлифованИе заходной и выходной сторон реборды 2 профильного валка / осуществляется шлифовальным кругом при помощи одного шагокоррегируюшего копира.
Постоянный профиль реборды позволяет также применить для предварительной токарной обработки реборды 2 фасонный резец, что
значительно сокращает затраты на последующую шлифовку.
Затраты на изготовление валка также сокращаются за счет цилиндрической формы его заготовки после токарной обработки до нарезки винтовой реборды.
Предмет изобретения
Инструмент для поперечно-винтовой нрокатки изделий с профильными концами типа роликов, содержащий два валка, один из которых, выполненный с гладкой рабочей новерхностью, установлен под углом обжатия к оси второго валка, калиброванного островерщинной винтовой ребордой с переменным шагом, отличающийся тем, что, с целью улучшения процесса формообразования и сокращения себестоимости его изготовления, реборда выполнена с постоянным по всей длине валка профилем, скоррегированным относительно прямой, проходящей через верщины профиля, на указанный угол обжатия, при этом угол наклона заходной части профиля реборды к указанной прямой больше угла наклона выходной
части профиля на величину двойного угла обжатия.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ШАРИКОВ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКОЙ | 1993 |
|
RU2047413C1 |
| УСТРОЙСТВО для ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ ЗАГОТОВОК ШАРОВ | 1973 |
|
SU377187A1 |
| Инструмент для поперечно-винтовой прокатки профильных изделий | 1978 |
|
SU871940A1 |
| Станок для непрерывной прокатки из прутка деталей типа тел вращения | 1976 |
|
SU763026A1 |
| Инструмент для формирования элементов профильной наружной поверхности | 1989 |
|
SU1655641A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАНГИ-ВИНТОВОЙ КРЕЙЛ^" ПУТЕМ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1965 |
|
SU168257A1 |
| ИНСТРУМЕНТ ДЛЯ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ ТЕЛ ВРАЩЕНИЯ | 1993 |
|
RU2109590C1 |
| СПОСОБ ПОЛУЧЕНИЯ ШТУЧНЫХ ПОЛЫХ ПРОФИЛИРОВАННЫХ ЗАГОТОВОК | 1990 |
|
RU2039622C1 |
| Инструмент для поперечно-клиновой прокатки изделий из прутка | 1984 |
|
SU1292886A1 |
| Комплект инструмента для накатки цилиндрических зубчатых колес | 1980 |
|
SU927399A1 |
.
Ч.;-л-:.:;.-;--г.:.:-л-:-::..:л...-/:v-:-V:x/ c--V.vW.Фиг- 2
