1
Изобретение относится к производству полых изделий из поливинилхлорида.
Известен способ изготовления полых изделий из поливинилхлорида путем формования трубчатой заготовки при повышенной температуре с последующим ее охлаждением и двухаксиальным растяжением.
В предлагаемом способе двухаксиальное растяжение проводят в термоэластической области температур от 110 до 120°С со скоростью свыше 80%/сек, предпочтительно от 133 до 400%/сек, благодаря чему повышается прочность изготавливаемых изделий, например бутылок для пива.
Существо способа заключается в том, что путем прессования, экструзии или литья под давлением изготавливают трубчатую заготовку из поливинилхлорида с последующим ее двухаксиальным растяжением при температуре от ПО до 120°С, при которой данный полимер обладает способностью к растяжению по меньшей мере на 225%, предпочтительно 300-400%.
Время, требуемое для выдувания полых изделий после того, как заготовка охладилась до температуры растяжения, зависит от размеров полого тела. При производстве бутылок, например для напитков, время выдувания составляет максимально 3-5 сек, но предпочтительно « 1 сек (или еще меньше).
Предлагаемый способ годится для переработки поливинилхлорида или винилхлоридполимеризатов, состоящих из сополимеризатов винилхлорида, содержащих предпочтительно по меньщей мере 70% полимеризатов винилхлорида. Собственная вязкость примененных винилхлоридполимеризатов должна быть от 55 до 65. Выгодно, когда винилхлоридполимеризаты свободны от эмульгаторов, предпочтительны такие, которые изготовлены в суспензии или в блоке. Материал стабилизируют соответствующими стабилизаторами, например органооловотиостабилизаторами.
Пример 1. Заготовку в виде шланга выдувают в области пластичности при 190°С в шишковатую бутылку весом 40 г, объем которой составляет 500 см. После установления температуры бутылки, равной 100°С, ее выдувают при давлении дутья 2 кг/см в цилинд- рнческой форме до объема 1084 см и затем охлаждают.
Выдутая таким образом в термоэластичной области бутылка при испытании на прочность
при падении имеет значительно более выгодное предельное сопротивление, чем изготовленная в пластической области исходная шишковатая бутылка. Средний предел прочности н-а растяжение несмотря на ее уменьшенную
прочность стенки лежит выше 250 см, в то
Бремя как исходная бутылка имеет предел прочности на растяжение только 114 .
Предельное сопротивление этой бутылки, несмотря на расширение ее осевого диаметра и уменьшение прочности ее стены по отношению
к исходной бутылке, остается тем же самым- а именио 8 кг/см.
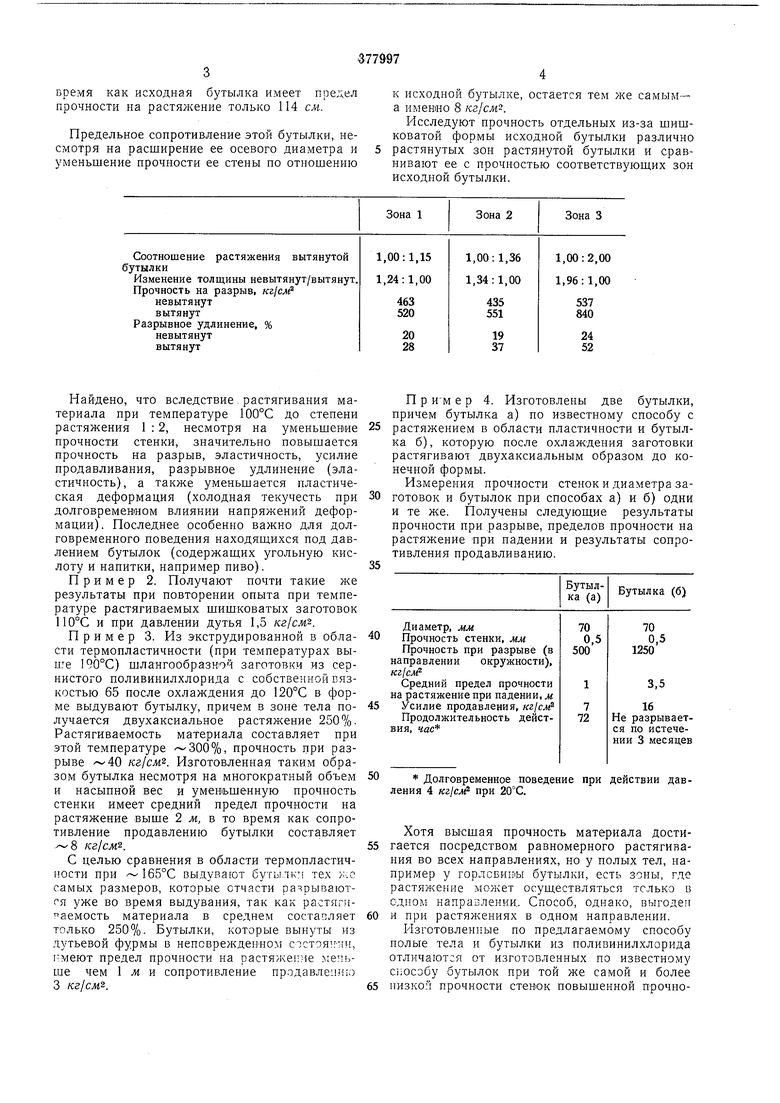
Исследуют прочность отдельных из-за шишковатой формы исходной бутылки различно растянутых зон растянутой бутылки и сравнивают ее с прочностью соответствуюших зон исходной бутылки.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИОЛЕФИНОВ | 1973 |
|
SU378017A1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕТКАНЫХ МАТЕРИАЛОВ | 1973 |
|
SU370791A1 |
| СПОСОБ ФУТЕРОВКИ МЕТАЛЛИЧЕСКИХ ЧАСТЕЙ АППАРАТУРЫ ПЛЕНКАМИ | 1969 |
|
SU238451A1 |
| СОЮЗНАЯ I^~-^mij-mm'^m{Asi^.иал | 1972 |
|
SU359835A1 |
| СПОСОБ МОДИФИКАЦИИ ПОВЕРХНОСТИ ИЗДЕЛИЙ ИЗ ПОЛИКАРБОНАТОВ | 1971 |
|
SU306634A1 |
| ПЛАСТИКОВАЯ БУТЫЛКА И ФОРМА ДЛЯ ПОЛУЧЕНИЯ ДНА БУТЫЛКИ | 2003 |
|
RU2261199C2 |
| МОЮЩЕЕ И ОЧИЩАЮЩЕЕ СРЕДСТВО | 1969 |
|
SU234959A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОБРАЖЕНИЙ НА | 1973 |
|
SU398063A1 |
| КОМПОЗИЦИЯ НА ОСНОВЕ ПОЛИВИНИЛХЛОРИДА | 1971 |
|
SU289606A1 |
| СОСТАВ ДЛЯ ФОРМОВАНИЯ | 1973 |
|
SU361574A1 |
Найдено, что вследствие.растягивания материала при температуре 100°С до степени растяжения 1 :2, несмотря на уменьшение прочности стенки, значительно повышается прочность на разрыв, эластичность, усилие продавливания, разрывное удлинение (эластичность), а также уменьшается пластическая деформация (холодная текучесть при долговременном влиянии напряжений деформации). Последнее особенно важно для долговременного поведения находяшихся под давлением бутылок (содержаших угольную кислоту и напитки, например пиво).
Пример 2. Получают почти такие же результаты при повторении опыта при температуре растягиваемых шишковатых заготовок 110°С и при давлении дутья 1,5 кг/см.
Пример 3. Из экструдированной в области термопластичности (при температурах выше 190°С) шлангообразноч заготовки из сернистого поливинилхлорида с собственной вязкостью 65 после охлаждения до 120°С в форме выдувают бутылку, причем в зоне тела получается двухаксиальное растяжение 250%. Растягиваемость материала составляет при этой температуре , прочность при разрыве 40 кг/см. Изготовленная таким образом бутылка несмотря на многократный объем и насыпной вес и уменьшенную прочность стенки имеет средний предел прочности на растяжение выше 2м, в то время как сопротивление продавлению бутылки составляет кг/см.
С целью сравнения в области термопластичности при выдувают бутылкм тех i;c самых размеров, которые отчасти рачрьшаются уже во время выдувания, так как растяг яемость материала в среднем составляет только 250%. Бутылки, которые вынуты из дутьевой фурмы в неповрежденном состояч-ии, 1меют предел прочности на растяжение меньше чем 1 м и сопротивление продавлепию 3 кг/см.
П р им е р 4. Изготовлены две бутылки, причем бутылка а) по известному способу с
растяжением в области пластичности и бутылка б), которую после охлаждения заготовки растягивают двухаксиальным образом до конечной формы. Измерения прочности стенок и диаметразаготовок и бутылок при способах а) и б) одни и те же. Получены следуюшие результаты прочности при .разрыве, пределов прочности на растяжение при падении и результаты сопротивления продавливанию.
50 Долговременное поведение при действии давления 4 KZJCM при 20°С.
Хотя высшая прочность материала достигается посредством равномерного растягивания во всех направлениях, но у полых тел, например у горловины бутылки, есть зоны, где растяжение может осушествляться только в одном напраолении.. Способ, однако, выгоден и при растяжениях в одном направлении.
Изготовленные по предлагаемому способу
полые тела и бутылки из поливинилхлорида
отличаются от изготовленных по известному
ciioc36y бутылок при той же самой и более
низком прочности стенок повышенной прочностью на растяжение и прочностью при падении, многократно повышенным сопротивлением продавливанию, особенно в зависимости от времени, что чрезвычайно важно для технического применения этих бутылок для хранения содержащих угольную кислоту напитков, например пива, значительно повышенной жесткостью материала, очевидным улучшением плотности газа и водяного пара и заметно улучшенными такими оптическими свойствами, как блеск и прозрачность. Кроме того найдено, что для изготовления двухаксиально растянутых бутылок };з поливнилхлорида (из смесей, дающих мутные и непрозрачные заготовки) посредством двухаксиального растяжения по предлагаемому способу можно получать светлые и прозрачные изделия.
П;редмет изо-бретення
Способ изготовления полых изделий из поливинилхлорида путем формования трубчатой заготовки при повышенной температуре с последующим ее охлаждением и двухаксиальКЫм растяжением, отличающийся тем, что, с
целью повышения прочности изготасли)заемых изделий, например бутылок для пива, двухаксиальное пастяжение проводят R тепмоэластической области температур от ПО до 120°С со скоростью свыше 80%/сек, предпочтительно от 133 до 400%/се/с.
