1
Изобретение относится к области обработки металлов давлением, и предназначено для обжима тонкостенных стаканов и других подобных штамповочных операций.
Известный вертикальный гидравлический пресс имеет смонтированный на одной из поперечин ста-нивы рабочий цилиндр с плунжеро.м, подвижную траверсу, жестко соединенную с плунжером рабочего цилиндра и посредством штоков с плунжерами возвратных цилиндров, смонтированных на станине, инструментальный блок, закренленный на нижней плоскости траверсы, и установленный на верхнем торце рабочего цилиндра наполнительный бак, соединенный посредством управляемого клапала с надпоршневой полостью рабочего цилиндра.
Предлагаемый пресс отличается от известного тем, что, с целью повышения к.п.д. и производительности, он снабжен штоком с уплотнением, жестко за.крепленным в крышке рабочего цилиндра по его оси и входящим в цилиндрическую полость плунжера этого цилиндра, а также прижимным штырем, установленным в сквозном осевом отверстии инструментального блока. Штырь взаимодействует с контрштоком, установленным в данном канале плунжера соосно штоку. Цилиндрическая полость внутри плунжера между штоком ч контрщтоком соединена осевым и радиальными каналами штока с магистралью высокого давления.
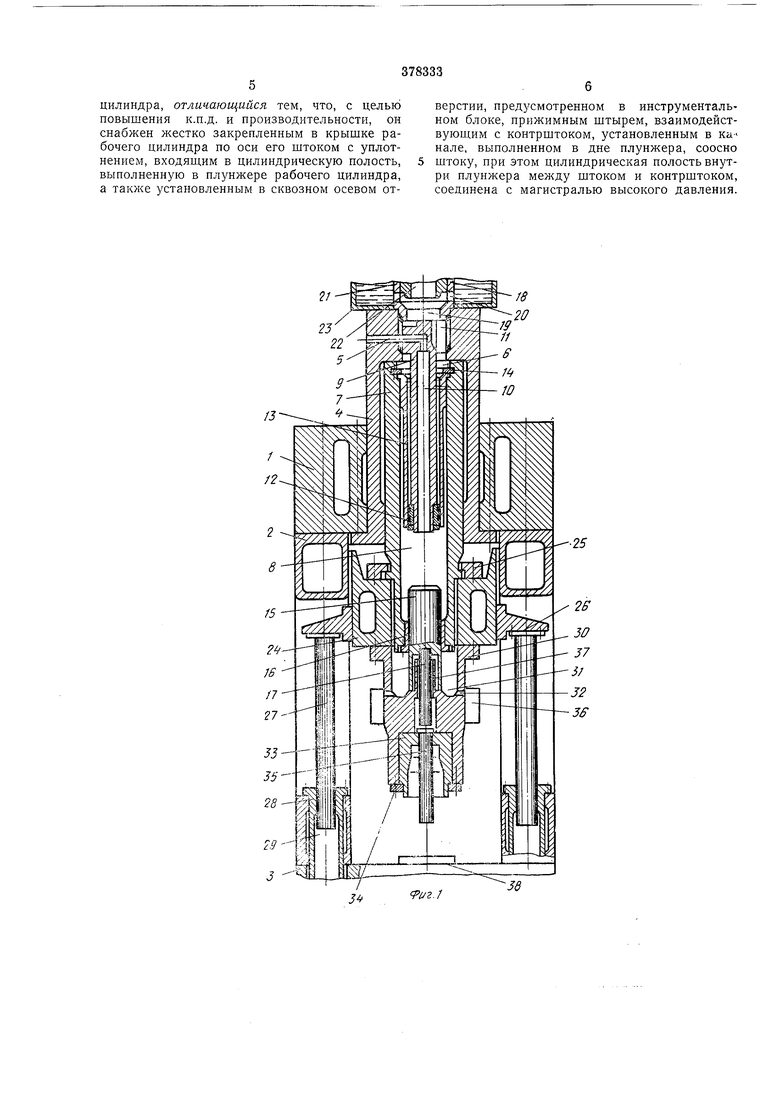
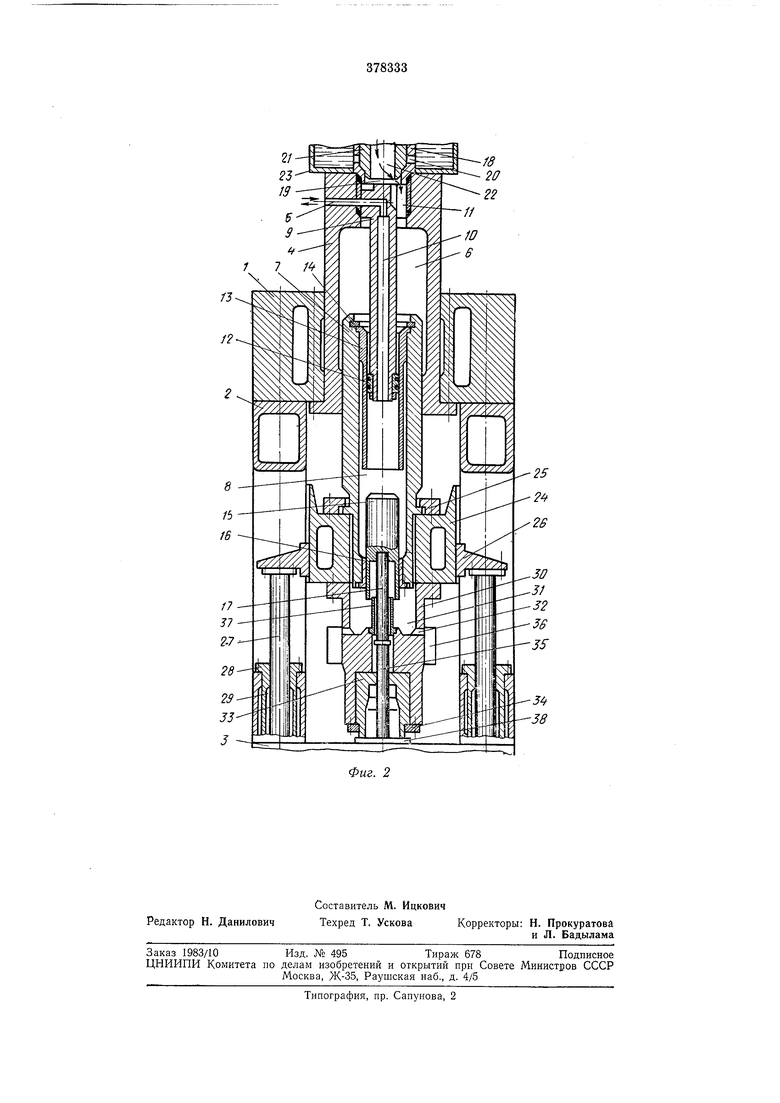
На фиг. 1 показан предлагаемый пресс в разрезе при положении ползуна вверху; на фиг. 2 - то же, ползун внизу.
Станица пресса состоит из неподвижной траверсы /, стоек 2, стола 5 и является основанием для монтажа рабочего блока цилиндров инструментального органа.
Рабочий блок цилиндров предназначен для ускоренного подвода лолзуна с инструментальным 0;рганом В:Низ, осуществления рабочего хода ползуна вниз и выталкивания изделия из инструментального блока при обратном. ходе ползуна вверх на определенном пути. Блок состоит из рабочего цилиндра 4 с каналом 5 и полостью 6, жестко прикрепленного к траверсе /, плунжера 7 с полостью S, подвижно монтируемого в рабочем цилиндре
4 (направляющие втулки, уплотнение плунжера/с цилиндром 4 на чертеже не показаны), полого штока 9 с каналом 10, строго совмещенного с каналами 5 и // и жестко прикрепленного к рабочему цилиндру 4 с номощью уплотнения (на чертеже не показано). На штоке 9 жестко закреплен поршень /2 с поршневыми кольцами или другим уплотнением. Кроме того, в блок цилиндров входит цилиндр /3 ускоренного подвода, жестко прикрепленный к
плунжеру 7 разрезными полукольцами 14,
плунжер 15, подвижно монтируемый в плунжере 7 с помощью втулки 16 (уплотнение на чертеже не показано), жестко прикрепленной к плунжеру 7. К плунжеру 15 жестко прикреплен толкатель //.
На верхнем торце рабочего цилиндра 4 жестко укреплен корпус клапана 18 наполнения с каналами 19 и , в котором подвижно монти1руется клапан 21 с каналом 22 и бак 23 наполнения с рабочей жидкостью.
Плунжер 7 жестко прикреплен к ползуну 24 разрезным кольцом 25. К ползуну 24 жестко прикреплены кронштейны 26 с плунжерами 27, подвижно монтируемыми в возвратных цилиндрах 28 с полостями 29 (см. фиг. 1) (направляюище втулки и уплотнение плунжера с цилиндром на чертеже не показаны), которые жестко прикреплены к стойкам 2.
Инструментальный qpraw предназначен для крепления инструментального блока, воспринимающего все технологическое усилие пресса, и сбора утекающей из цилиндров рабочей жидкости. Он содержит Kopinyc 30 с полостью 31 и каналами 32, жестко прикрепленный к ползуну пресса. Ийструментальный блок 33 жестко при-креплен к ползуну 24 с помощью кольца 34. b инструментальном блоке 33 подвижно монтируется шты|рь 35. К корпусу 30 прикреплены специальные бачки 36 для сбора утекающей .;жиякости и отражательная втулка 37. На .стрле пресса установлена инструментальная пята Зб, на которую подаегся заготовка для обработки и с которой снимается готовое изделие (на чертеже не показано).
Предлагаемый пресс работает следующим образом.
К установленной на пяте .35 заготовке (см. фиг. 1) ускоренно подводится инструментальный блок со всеми подвижными частями пресса (движение вниз). В это время рабочая жидкость под давлением от соответствующей гидравлической аппаратуры (на чертеже не показана) подается по каналам о, 10 в полость и. При этом клапан наполнения 21 открыт (см. фиг. 1), и рабочая жидкость свободно из бака наполнения 23 по каналам , 19 и 11 заполняет полость 6 (см. фиг. 2J, а из полостей 29 жидкость выдается по каналам, не показанным на чертеже. После подвода инструментального блока к заготовке осуществляется рабочий ход, все подвижные части пресса продолжают двигаться вниз до полного заверщения технологического процесса обработки заготовки. При этом клапан наполнения 21 закрыт (см. фиг. 2). По каналам (см. фиг. 2) и 11 рабочая жидкость под давлением поступает в полость 5, а в полость S - по каналам 10 и 5. Из полости 8 жидкость выдается по указанным каналам. Штырь .35 останавливается, при этом останавливается толкатель 17 и плунжер выталкивателя 15, а ползун с инструментальным блоком под действием рабочей жидкости на плунжер рабочего цилиндра 4 продолжает движение вниз, соверщая основную технологическую операцию.
Изготовленное изделие охватывается инструментальным блоком и прочно удерживается им.
После рабочего хода следует ход ползуна вверх с выталкиванием изделия из инструментального блока. При этом рабочая жидкость под давлением подается в полость 29 цилиндров 28 и одновременно под этим же давлением в полость 8 плунжера 7 по каналам 5,
10 при открытом клапане 21 наполнения. Ползун, плунжер 7 с цилиндром 13, корпус 30 с инструментальным блоком 33 перемещаются вверх. Жидкость из полости 6 цилиндра 4 через
каналы 11, 19 и 20 свободно вытесняется плунжером 7 в бак наполнения 23. Штырь 35, толкатель 17, плунжер 15 остаются при этом неподвижными, удерживая изделие на пяте благодаря тому, что диаметры и площади плунжера 15 и порщня 12 равны между собой и находятся в распорном состоянии от одновременного действия на них рабочей жидкости под давлением. Цилиндр 13, втулка 16, инструментальный
блок 33 соответственно перемещаются вверх относительно поршня 12, плунжера 15 и штыря 35. Это движение продолжается до полного съема инструментального блока с изделия. Ход вверх подвижных частей пресса продолжается описанным выще образом. При дальщей движении ползуна вверх, без останова его, на определенном пути полость 8 освобождается от давления и соединяется со сливом по каналам 10 тл.5.
Штырь 35 своим буртом опирается на инструментальный блок 33, а плунжер 15 нижним своим торцом опирается на корпус 30 (см. фиг. 1) и перемещается вверх в таком положении. Ход вверх ограничивается упором
верхнего торца плунжера 7 в дно цилиндра 4 (см. фиг. 1). Во время работы пресса движение вверх подвижных частей его прекращается путевым конечным выключателем и срабатыванием соответствующей аппаратуры
в заданном положении останова ползуна до встречи плунжера 7 с дном цилиндра 4.
Отщтампованное изделие убирается с пяты 38 механизмом, следующая заготовка подается тем же или другим механизмом на пяту,
и цикл повторяется.
Предмет изобретения
Вертикальный гидравлический пресс, содержащий смонтированный на одной из поперечин станины рабочий цилиндр с плунжером, подвижную траверсу, жестко coeдинeннyJp с плунжером рабочего цилиндра и посредством щтоков с плунжерами возвратных цилиндров, смонтированных на станине, и инструментальный блок, закрепленный на нижней плоскости траверсы, а также установленный на верхнем торце рабочего цилиндра наполнительный бак, соединенный посредством управляемого клапана с надпоршневой полостью рабочего
цилиндра, отличающийся тем, что, с целью повышения к.п.д. и производительности, он снабжен жестко закрепленным в крышке рабочего цилиндра по оси его штоком с уплотнением, входящим в цилиндрическую полость, выполненную в плунжере рабочего цилиндра, а также установленным в сквозном осевом отверстии, предусмотренном в инструментальном блоке, прижимным штырем, взаимодействующим с контрштоком, установленным в ка-нале, выполненном в дне плунжера, соосно штоку, при этом цилиндрическая полость внутри плунжера между штоком и контрштоком, соединена с магистралью высокого давления.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЁРТИКАЛЬНЬШ ГИДРАВЛИЧЕСКИЙ rtPECCИ О i?CUK73fT?*< г S!КТ:^Ш-НУ"Т1ХШ';ЕШ11БИБЛИОТЕКА | 1972 |
|
SU335117A1 |
| Вертикальный гидравлический пресс | 1982 |
|
SU1143612A1 |
| Устройство для получения полых изделий из трубчатых заготовок | 1990 |
|
SU1810185A1 |
| Способ обработки труб | 1990 |
|
SU1810186A1 |
| Устройство для штамповки полых деталей с отводами | 1976 |
|
SU626856A1 |
| Гидравлический многоэтажный пресс с механизмом подъема и способ прессования с гидравлической схемой его реализации | 2017 |
|
RU2681591C2 |
| ГИДРОПУЛЬСАЦИОННЫЙ ПРЕСС | 1991 |
|
RU2010658C1 |
| СПОСОБ ГОРЯЧЕГО ЭКСТРУДИРОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ С АКТИВНЫМ ДЕЙСТВИЕМ СИЛ ТРЕНИЯ И ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2108881C1 |
| Система управления гидравлическим прессом | 1980 |
|
SU929463A1 |
| Устройство для гидропрессования с противодавлением | 1982 |
|
SU1049153A1 |
/
/J
/2
