Изобретение относится к обработке металлов давлением, а именно к гидравлическим прессам для обжима тонкостенных станков и других подобных штамповочных операций. Целью изобретения является повышение производительности и снижение металлоемкости. На фиг. 1 изображен пресс перед обжимом, фронтальный разрез; на фиг. 2 то же, в конце обжима; на фиг. 3 - то же, в конце выталкивания обжатого изделия. Пресс содержит станину 1, в верхней части которой размешены соосно один с другим цилиндр 2 с поршнем 3 и штоком 4, который жестко соединен с толкателем 5, и корпус 6 инструментального блока 7, жестко соединенные между собой кольцом 8. В нижней части станины 1 размещены главный цилиндр 9 с плунжером 10, который постоянно соединен с подвижной траверсой 11,на верхней плоскости которой жестко установлена инструментальная плита 12 для приема заготовок 13. Пресс работает следуюш.им образом. Заготовка 13 устройством (не показано) устанавливается на инструментальную плиту 12,при этом толкатель 5 посредством подвижных штока 4 и поршня 3 цилиндра 2 удерживается в верхнем положении, поэтому не требуется ускоренный ход подвижной траверсы 11. Последняя с инструментальной плитой 12 и заготовкой 13 посредством плунжера 10 цилиндра 9, который еразу же включается на рабочий ход, совершает ход вверх до полного обжима заготовки 13 с упором фланца последней в нижний торец инструментального блока 7 в конце -рабочего хода подвижной траверсы 11 вверх. В процессе рабочего хода при обжиме заготовки 13 поршневая и штоковая полости цилиндра 2 соединяются со сливом с целью предварительной встречи торца толкателя 5 с дном заготовки 13 до окончания обжима последней во избежание удара толкателя 5 в дно изделия при выталкивании изделия из блока 7 инструмента. После обжима заготовки 13 рабочая жидкость подается в поршневую полость цилиндра 2, толкатель 5 упирается в дно изделия, выталкивает последнее из блока 7 инструмента, и одновременно подвижная траверса И с плитой 12 и плунжером 10 совершают ход вниз. Поршень 3 и шток 4 с толкателем совершают ход вниз до полного выталкивания изделия и инструментального блока 7, после этого прекрашается контактирование толкателя 5 с дном изделия и последнее с подвижной траверсой И, плитой 12 и плунжером 10 остаток пути вниз проходят под действием массы всех подвижных частей. В это время включается штоковая полость цилиндра 2, и поршень 3, шток 4 с толкателем 5 совершают ход вверх и удерживаются в верхнем положении. Полностью освободившееся изделие убирается механизмом (не показан) из рабочей зоны пресса, а очередная заготовка подается на плиту 12 для повторения цикла работы пресса, Изобретение позволяет повысить производительность за счет сокращения хода подвижной траверсы и за счет совмещения выталкивания с ходом подвижной траверсы вниз и с ходом толкателя вверх. Кроме того, значительно снижается металлоемкость, так как уменьшается габарит пресса по высоте за счет исключения ускорепного хода подвижной траверсы и бака наполнения с клапаном наполнения. Упрощается конструкция пресса за счет сокращения количества силовых функциональных цилиндров и приложения только центральных осевых нагрузок. Значительно сокращается применение аппаратуры управления, повышается надежность работы пресса, снижаются стоимость пресса при изготовлении и расходы при его эксплуатации.
Фиг. 2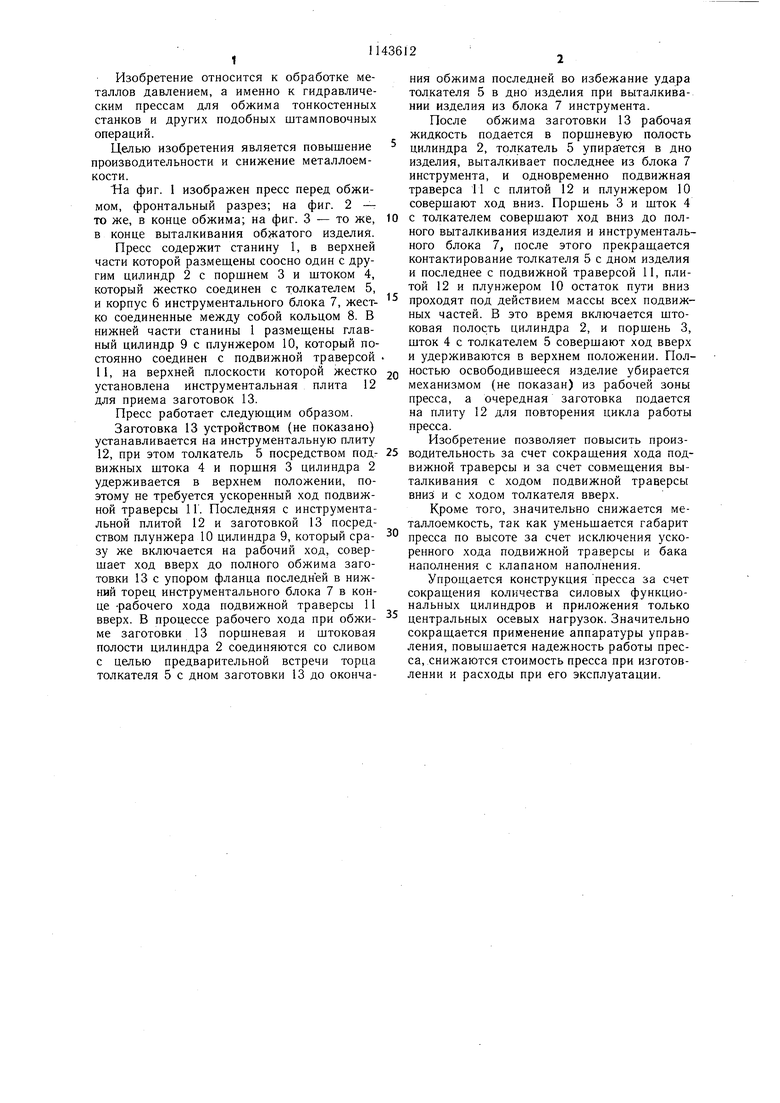
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЕРТИКАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС(•СЕСОЮЗН..* Я 11ЩН1НО~Т?АШГ:^7Н. ?;ий;)1^ОТЕНА-"?J | 1973 |
|
SU378333A1 |
| Вертикальный гидравлический пресс | 1983 |
|
SU1136951A1 |
| Гидравлический пресс | 1979 |
|
SU837904A1 |
| Вертикальный гидравлический пресс | 1989 |
|
SU1722874A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ИЗДЕЛИЙ | 1989 |
|
SU1815872A1 |
| СПОСОБ ГОРЯЧЕГО ЭКСТРУДИРОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ С АКТИВНЫМ ДЕЙСТВИЕМ СИЛ ТРЕНИЯ И ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2108881C1 |
| Гидравлический пресс | 1991 |
|
SU1791150A1 |
| Гидравлический пресс для производства огнеупорных изделий | 1976 |
|
SU885023A1 |
| ВЕРТИКАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1988 |
|
RU2006366C1 |
| ВЁРТИКАЛЬНЬШ ГИДРАВЛИЧЕСКИЙ rtPECCИ О i?CUK73fT?*< г S!КТ:^Ш-НУ"Т1ХШ';ЕШ11БИБЛИОТЕКА | 1972 |
|
SU335117A1 |

ВЕРТИКАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС, содержащий станину в виде соединенных между собой поперечин, подвижную траверсу, соосно установленные главный рабочий цилиндр и цилиндр,соединенный с инструментальным блоком, расположенный в инструментальном блоке и соосно с ним толкатель, отличающийся тем, что, с целью повышения производительности и снижения металлоемкости, он снабжен смонтированным неподвижно на верхней поперечине соосно с инструментальным блоком гидравлическим цилиндром с поршнем, шток которого жестко соединен с толкателем инструментального блока, главный рабочий цилиндр смонтирован на нижней неподвижной поперечине и его плунжер соединен с подвижной траверсой, а корпус инструментального блока жестко закреплен на нижней плоскости верхней поперечины. € 4 00 С5 ю
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ВЕРТИКАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС(•СЕСОЮЗН..* Я 11ЩН1НО~Т?АШГ:^7Н. ?;ий;)1^ОТЕНА-"?J | 0 |
|
SU378333A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
