Изобретение относится к области обработки металлов давлением, а именно к способу горячего экструдирования полых изделий с активным действием сил трения и гидравлическому прессу для его осуществления, и может быть использовано для получения полых изделий, находящих широкое применение в авиастроении, химическом машиностроении, судостроении и т.д.
Обычный способ горячего экструдирования полых изделий (см. проспект фирмы "Strang- und Rohrpressanlagen", SMS Schloemannsiemag Aktiengesellschaft, Düsseldorf und Hilchenbach. 1000/12/81. Printed in the Federal Republic of Germany by Servicedruck Kleinherne K.G. Düsseldorf включает в себя следующие операции: нагрев полой заготовки в печи, подача ее в контейнер, пропускание иглы через полость заготовки и выдавливание заготовки с помощью пресс-штемпеля через кольцевой зазор, образуемый каналом матрицы и иглой, с одновременным движением пресс-штемпеля, иглы и контейнера. Полученные изделия транспортируют на стол охлаждения, а оставшийся пресс-остаток отделяют от матрицы и помещают в отходы. Этот способ называют обратным с подвижной иглой.
При этом способе нет необходимости преодолевать силы трения между контейнером и заготовкой, и между иглой и частью заготовки на участке от пресс-шайбы до зоны обжима, поэтому для осуществления обратного способа требуется значительно меньше энергетических затрат.
Однако при экструдировании изделий в условиях отсутствия трения не происходит обновление поверхностных слоев заготовки. Качество поверхности такого изделия зависит от состояния поверхности исходной заготовки.
Полученные изделия не имеют внутренних дефектов, но для экструдирования требуются заготовки с обработанной внутренней и наружной поверхностями, что требует дополнительных затрат.
Однако для вышеописанного способа экструдирования в виду наличия значительного градиента скоростей в обжимающей части пластической зоны характерным является неоднородное распределение структуры и физико- механических свойств по длине и поперечному сечению изделий.
Кроме того, ухудшается качество поверхности изделий из-за устранения действия сдвиговых деформаций и возникновения значительных растягивающих напряжений на поверхности изделий, которые могут приводить к появлению трещин.
Известен пресс для осуществления вышеописанного способа (см. проспект фирмы "SMS Hasenclever. Fachbericht Strang- und Rohrpressen. Aufbau und Arbeitsweise einer neuen Indirekt Strang- und Rohrpresslinie fur Aluminium. Sonderdrbck aus Aluminium 60 (1984) 6, s. 424/430". SMS Hasenclever Maschinenfabrik GmbH. Witzelstrasse 55. Postfach 5529 D-4000 Düsseldorf 1), который содержит смонтированный на станине контейнер, имеющий возможность возвратно-поступательного перемещения вдоль ее продольной оси, и траверсу с жестко закрепленным на ней полым плунжером главного силового цилиндра, неподвижно установленного на задней поперечине. Внутри плунжера главного силового цилиндра размещен цилиндр с плунжером силового привода перемещения иглы. На задней поперечине установлены два цилиндра перемещения контейнера, плунжеры которых жестко закреплены на контейнере. На траверсе жестко закреплен полый пресс-штемпель, входящий в контакт с контейнером и запирающий контейнер в процессе экструдирования. С другой стороны контейнера соосно с ним расположен полый длинный пресс-штемпель, неподвижно закрепленный на передней траверсе. Внутренние полости силовых гидравлических цилиндров связаны через распределительную коробку с магистралью высокого и низкого давления.
Нагретую заготовку захватывают клещевым подающим устройством и поднимают на ось пресса. Холостым ходом контейнера в сторону подающего устройства заготовку частично заталкивают в контейнер. Далее иглу пропускают в полость заготовки, а затем убирают подающее устройство в исходное положение.
Окончательная подача заготовки в полость втулки контейнера осуществляется перемещением контейнера. Затем на полый пресс-штемпель подают матрицу и начинают процесс экструдирования обратным способом.
Возвратные цилиндры перемещения контейнера открывают, а жидкость высокого давления подают в главный и силовой цилиндры иглы. Под воздействием пресс-штемпеля (пробки) начинают выдавливать заготовку через зазор между каналом матрицы и иглой. В этот момент скорости прессующей траверсы, контейнера и иглы равны, т.к. пробка одновременно перемещает контейнер, а игла под постоянным воздействием жидкости высокого давления на плунжер цилиндра иглы находится в крайнем переднем положении и поэтому перемещается со скоростью прессующей траверсы. После достижения заданной величины пресс-остатка процесс останавливают. Пресс-остаток цилиндрами перемещения контейнера выводят из контейнера и отделяют. Изделия удаляют и цикл повторяется.
Вышеописанный способ не позволяет получать полые изделия с повышенным качеством внутренней и внешней поверхностей, а конструкция пресса не позволяет экструдировать металл с активным действием сил трения. Поэтому изделия получают с худшим качеством внутренней и внешней поверхностей полых изделий, пониженным уровнем механических свойств по сравнению с прямым способом. На этой установке не могут быть достигнуты значительные по величине скорости истечения металла по сравнению с тем же прямым способом.
Известен другой способ горячего экструдирования полых изделий, позволяющий улучшить качество внутренней поверхности полых изделий за счет применения свободноплавающей (незакрепленной) иглы (см., например, статью Laue К. Zeitschrift für Metallkunde, 1959, N. 9, s.495).
В отличие от обратного способа с подвижной иглой в этом способе игла не закреплена и имеет возможность свободного осевого перемещения в сторону истечения металла.
В процессе экструдирования полых изделий в зависимости от соотношения сил трения, действующих на иглу, на начальной стадии она перемещается со скоростью пресс-штемпеля. В этом случае на поверхности заготовки в пределах обжимающей части пластической зоны (на фиг. 1 граница зоны обозначена линией C-C) возникают силы трения сопротивляющегося действия τt , а на поверхности иглы в пределах зоны обжима - силы трения активного действия τa . Под воздействием всех этих сил игла стремится переместиться в сторону истечения металла, но на начальной стадии процесса этих сил недостаточно из-за большой величины контактной поверхности, поэтому игла перемещается со скоростью пресс-штемпеля. По мере уменьшения контактной поверхности заготовки в процессе экструдирования игла постепенно начинает опережать пресс-штемпель, наводя на поверхности заготовки силы трения активного действия τam на участке от пресс-штемпеля до зоны обжима (C-C). При этом скорость иглы постепенно нарастает и стремится к скорости истечения металла, что приводит к интенсификации и локализации сдвиговой деформации, а как следствие к повышенной структурной неоднородности, выраженной в виде крупнокристаллического ободка. Использование незакрепленных игл позволяет существенно повысить качество внутренней поверхности полых изделий на ограниченной части их длины главным образом на завершающей стадии процесса. Таким образом, большая часть полого изделия получается с качеством внутренней поверхности, идентичным обратному способу.
Известен другой способ горячего экструдирования полых изделий с активным действием сил трения (см. SU N 504574, кл. B 21 C 23/08, 1976, с.2), включающий нагрев полой заготовки, подлежащей экструдированию, размещение во втулке контейнера, в который через полость этой заготовки пропускают иглу, выдавливание заготовки с помощью короткого пресс-штемпеля через образованный каналом матрицы и иглой кольцевой зазор, определяющий форму и геометрические размеры готового изделия, в процессе экструдирования отношение скоростей перемещения пресс-штемпеля, контейнера и иглы поддерживают в определенном интервале.
На внешней поверхности заготовки со стороны контейнера на протяжении всего процесса наводятся силы трения активного действия τac, , а на внутренней поверхности заготовки такие же силы τam возникают после отпрессовки определенной части заготовки, когда выполняются условия превышения скорости иглы над скоростью пресс-штемпеля. Такие кинематические условия позволяют несколько выровнять скорости течения металла в зазоре между матрицей и иглой, что дает возможность получать более качественные изделия.
Экспериментально установлено, что эффективность данного процесса зависит от условий взаимодействия контейнера и иглы с заготовкой. Поэтому при экструдировании, когда скорости контейнера и иглы значительно превышают скорость короткого пресс-штемпеля, наблюдается чрезмерный сдвиг приконтактных слоев заготовки. Это обстоятельство вызывает интенсивное течение приконтактных слоев заготовки в сторону матрицы, что приводит к снижению допустимой скорости экструдирования, к структурной неоднородности и ухудшению качества полых изделий, например, труб. Кроме того, выбор большого соотношения скорости перемещения контейнера и иглы к скорости перемещения пресс-штемпеля требует уменьшения исходной длины заготовки, что ведет к снижению производительности пресса, или увеличения длины контейнера и иглы, что приводит к усложнению конструкции пресса, его удорожанию и снижению стойкости игл.
Известен пресс для экструдирования полых изделий (труб) с использованием активного действия сил трения (см. "Известия высших учебных заведений" N 11, Черная металлургия, 1972, с. 107 - 109).
Гидравлический экструзионный пресс для получения полых изделий содержит жестко смонтированные на станине верхнюю и нижнюю поперечины, контейнер, установленный с возможностью возвратно-поступательного перемещения вдоль продольной оси пресса, основную подвижную траверсу с жестко закрепленным на ней плунжером, по меньшей мере, один силовой цилиндр, корпус которого неподвижно закреплен на верхней поперечине, а внутренняя полость связана с магистралями высокого и низкого давления, дополнительный цилиндр, связанный с основной подвижной траверсой, и внутренняя полость которого соединена через дросселирующее устройство с магистралью низкого давления, короткий пресс-штемпель, закрепленный на плунжере дополнительного цилиндра, а полый длинный пресс-штемпель, закрепленный на нижней поперечине соосно с коротким пресс-штемпелем. Указанный пресс может быть выполнен как в горизонтальном, так и в вертикальном исполнении, что не меняет сути его работы. На рисунке приведенного источника показано вертикальное исполнение.
В исходном положении плунжер дополнительного цилиндра максимально выдвинут из цилиндра, а игла с помощью пружины отведена в крайнее положение.
Нагретую полую заготовку подают на ось пресса и с помощью полого длинного пресс-штемпеля с матрицей заталкивают в контейнер. Игла при этом пропускается через полость заготовки. В главный силовой цилиндр подают жидкость высокого давления и траверсу вместе с контейнером опускают вниз. Начинают экструдирование. В этот момент скорости контейнера, иглы и пресс-штемпеля одинаковы. Происходит процесс прессования обратным способом. После начала истечения металла открывают дроссель и жидкость из дополнительного цилиндра начинает поступать в магистраль низкого давления. Происходит утапливание плунжера дополнительного цилиндра, что обеспечивает смещение контейнера относительно заготовки. На боковой поверхности заготовки наводятся силы трения активного действия τac. При экструдировании труб по этой схеме в зависимости от стадии процесса изменяется скорость перемещения иглы относительно заготовки.
Данный пресс позволяет проводить процесс экструдирования с использованием двустороннего активного действия сил трения.
В то же время для достижения высокой производительности пресса, получения высокого качества внутренней поверхности полых изделий и обеспечения высокого уровня физико-механических свойств изделий необходимо в процессе экструдирования выдерживать в оптимальном соотношении скорости перемещения контейнера и пресс-штемпеля. Данный пресс не позволяет точно выдерживать это соотношение. Регулирование скорости перемещения контейнера относительно пресс-штемпеля осуществляется путем выпускания жидкости из дополнительного цилиндра через дроссель в магистраль низкого давления.
На данном прессе в ходе экструдирования приходится то открывать, то закрывать дроссель. При отклонении соотношения скоростей перемещения контейнера и пресс-штемпеля от оптимальных возможно получение полых изделий с браком (трещины, неравномерное распределение структуры и физико-механических свойств по длине изделий).
Характер изменения скорости движения незакрепленной иглы, размещенной внутри полости короткого пресс-штемпеля, не позволяет на протяжении всего процесса навести на внутренней поверхности полого изделия силы трения активного действия, поэтому на части полого изделия, отпрессованного в этих условиях, качество внутренней поверхности невысокое и ничем не отличается от способа экструдирования полых изделий с подвижной иглой, когда скорости иглы и короткого пресс-штемпеля равны. Однако для завершающей стадии процесса характерно образование повышенного качества внутренней поверхности полых изделий по сравнению с начальной стадией. Резкий рост скорости иглы и ее постепенное приближение к скорости истечения металла приводит к локализации сдвиговой деформации на завершающей стадии и, как следствие, к структурной неоднородности в задней части полого изделия.
Задачей настоящего изобретения является создание такого способа горячего экструдирования полых изделий с активным действием сил трения и гидравлического экструзионного пресса для его осуществления, которые бы за счет оптимального соотношения скоростей перемещения контейнера, пресс-штемпеля и иглы позволили значительно увеличить производительность процесса получения полых изделий при одновременном повышении их физико-механических свойств, качества внутренней поверхности и точности геометрии.
Эта задача решается благодаря тому, что в способе горячего экструдирования полых изделий с активным действием сил трения полую заготовку, подлежащую экструдированию, нагревают, размещают во втулке контейнера, в котором через полость этой заготовки пропускают иглу, выдавливают заготовку с помощью короткого пресс-штемпеля через образованный каналом матрицы и иглой кольцевой зазор, определяющий форму и геометрические размеры готового изделия, в процессе экструдирования отношение скоростей перемещения пресс-штемпеля, контейнера и иглы поддерживают в определенном интервале, и согласно изобретению в процессе экструдирования скорость перемещения контейнера и скорость перемещения иглы превышают скорость перемещения короткого пресс-штемпеля.
В процессе экструдирования скорость перемещения контейнера превышает скорость перемещения короткого пресс-штемпеля в 1,01 - 1,4 раза, а скорость перемещения иглы превышает скорость перемещения короткого пресс-штемпеля в 1,01 - 1,05 раза. При этом скорость перемещения контейнера превышает скорость перемещения иглы в 1,02-1,33 раза в зависимости от коэффициента вытяжки и градиента температур.
Это позволяет увеличить производительность процесса по сравнению со всеми известными способами, повысить качество внешней и внутренней поверхностей полых изделий и уровень их механических свойств и обеспечить получение изделий с заданным распределением физико-механических свойств по длине и сечению полого изделия.
В процессе экструдирования изменяют соотношения скорости перемещения контейнера и скорости перемещения короткого пресс-штемпеля, скорости перемещения иглы и скорости перемещения короткого пресс-штемпеля. Это дает возможность управлять объемным эффектом активного действия сил трения на протяжении всех стадий процесса, поддерживая квазиустановившиеся условия течения деформируемого материала, что в свою очередь позволяет повысить равномерность распределения физико-механических свойств материала изделия по их длине.
В процессе экструдирования соотношение скорости перемещения контейнера и скорости перемещения короткого пресс-штемпеля уменьшают от величины 1,4 до 1,01 в зависимости от коэффициента вытяжки полого изделия.
Это дает возможность получать полые изделия с заданным распределением механических свойств по длине готовых изделий.
В процессе экструдирования соотношение скорости перемещения иглы и скорости перемещения короткого пресс-штемпеля можно уменьшить от величины 1,05 до 1,01.
Это дает возможность повысить качество внутренней поверхности полого изделия по всей длине изделия в связи с уменьшением степени проскальзывания иглы относительно заготовки.
В процессе экструдирования скорость перемещения короткого пресс-штемпеля можно изменять в зависимости от распределения градиента температур по длине заготовки.
Это дает возможность выравнивать распределение физико- механических свойств по длине полых изделий.
В этом случае рационально передний торец заготовки нагревать в интервале температур от 0,75 до 0,9 температуры верхней границы интервала технологической пластичности экструдируемого материала, а задний торец заготовки нагревать в интервале температур от 0,6 до 0,7 температуры верхней границы интервала технологической пластичности экструдируемого материала в зависимости от толщины стенки экструдируемой заготовки.
Это также позволяет дополнительно примерно до 20% увеличивать производительность процесса и выравнивать распределение физико-механических свойств по длине изделий.
Перед экструдированием температуру нагрева контейнера устанавливают в интервале от 1 до 0,95 температуры нагрева переднего торца заготовки.
Это позволяет дополнительно повысить степень реализации активного действия сил трения, уменьшить проскальзывание втулки относительно заготовки, а также устранить охлаждение заднего торца заготовки, возникающее в результате взаимодействия его с коротким пресс-штемпелем.
В процессе экструдирования игле сообщают циклическое поступательное движение в направлении истечения металла за счет циклического нагружения.
Это позволяет устранить налипание экструдируемого материала к игле, что повышает стойкость иглы, а также качество внутренней поверхности полого изделия.
Эта задача решается также благодаря тому, что гидравлический экструзионный пресс для получения полых изделий содержит жестко смонтированные на станине переднюю и заднюю поперечины, контейнер, установленный с возможностью возвратно-поступательного перемещения вдоль продольной оси пресса, основную подвижную траверсу с жестко закрепленным на ней плунжером, по меньшей мере, один силовой цилиндр, корпус которого неподвижно закреплен на задней поперечине, а внутренняя полость связана с магистралями высокого и низкого давления, дополнительный цилиндр, связанный с основной подвижной траверсой, и внутренняя полость которого соединена через дросселирующее устройство с магистралью низкого давления, короткий пресс-штемпель, закрепленный на плунжере дополнительного цилиндра, а полый длинный пресс-штемпель, закрепленный на передней поперечине соосно с коротким пресс-штемпелем, а также согласно изобретению короткий пресс-штемпель выполнен полым и заодно с пресс-шайбой, в его полости установлена игла с иглодержателем, связанным с плунжером силового цилиндра иглы и ее подвижной траверсой, размещенной внутри основной подвижной траверсы, пресс снабжен прошивнем с фланцем, цилиндрической втулкой с буртами, выполненными соответственно на внутренней и наружной ее поверхностях, и подпружиненным элементом, размещенным между корпусом короткого пресс-штемпеля и наружной поверхностью цилиндрической втулки, при этом прошивень с фланцем установлен внутри короткого пресс-штемпеля и жестко связан с цилиндрической втулкой, а игла размещена внутри прошивня и выполнена с цилиндрическим буртом, наружный диаметр которого соответствует внутреннему диаметру цилиндрической втулки, и жестко связана с иглодержателем посредством хвостовика.
Это обеспечивает автоматическое выполнение заданных кинематических режимов работы пресса в процессе экструдирования и исключает затекание металла между иглой и пресс-штемпелем.
Плунжер дополнительного цилиндра установлен внутри основной подвижной траверсы, выполнен полым и снабжен центрирующим хвостовиком, проходящим через дно цилиндрического корпуса дополнительного цилиндра.
Это позволяет получить необходимое соотношение скоростей перемещения контейнера и короткого пресс-штемпеля, улучшить центровку и упростить конструкцию.
Основное дросселирующее устройство дополнительного цилиндра содержит по меньшей мере один стабилизирующий цилиндр, представляющий собой цилиндрический корпус, во внутренней полости которого расположен плунжер, и один из указанных элементов стабилизирующего цилиндра закреплен на задней поперечине, а другой - жестко связан с основной подвижной траверсой, причем внутренняя полость стабилизирующего цилиндра сообщается гидравлически с внутренней полостью дополнительного цилиндра.
Это обеспечивает автоматическое получение оптимального соотношения скорости перемещения контейнера и скорости перемещения короткого пресс-штемпеля в процессе экструдирования.
При заданной постоянной величине соотношения скорости перемещения контейнера и скорости перемещения короткого пресс-штемпеля площадь F2 поперечного сечения стабилизирующего цилиндра может быть равна
F2 = F1(1 - 1/Kv1),
где
F1 - площадь поперечного сечения дополнительного цилиндра;
F2 - площадь поперечного сечения стабилизирующего цилиндра;
Kv1 - величина соотношения Vc/Vr скорости Vc перемещения контейнера и скорости Vr перемещения короткого пресс-штемпеля.
Длина H1 рабочей полости дополнительного цилиндра равна
H1 = Hp(1 - 1/Kv1,
где
H1 - длина рабочей полости дополнительного цилиндра;
Hp - максимальная длина рабочего хода цилиндра стабилизации.
Это позволяет получить необходимое соотношение скорости перемещения контейнера и скорости перемещения короткого пресс-штемпеля.
Целесообразно при постоянной величине соотношения скорости перемещения контейнера и скорости перемещения короткого пресс-штемпеля максимальную величину этого соотношения определять, исходя из суммарных площадей поперечных сечений всех пар цилиндров, стабилизирующих скорость перемещения короткого пресс-штемпеля.
Это обеспечивает получение необходимого соотношения скорости перемещения контейнера и скорости перемещения короткого пресс-штемпеля.
Гидравлический экструзионный пресс может содержать по меньшей мере два форсирующе-возвратных цилиндра, каждый из которых выполнен в виде цилиндрического корпуса, во внутренней полости которого расположен плунжер, и один из указанных элементов каждого форсирующе-возвратного цилиндра неподвижно закреплен на одной из поперечин, а другой жестко связан с основной подвижной траверсой, и внутренняя полость каждого из них сообщается с магистралью жидкости низкого и высокого давления, а внутренняя полость каждого форсирующе-возвратного силового цилиндра гидравлически связана с внутренней полостью дополнительного цилиндра.
Это позволяет значительно экономить жидкость высокого давления и возвращать основную подвижную траверсу в исходное положение.
Гидравлический пресс может содержать одну пару возвратных цилиндров иглы, состоящих из цилиндрического корпуса и плунжера, один из элементов каждого из которых закреплен на основной, а другой на подвижной траверсе иглы.
Это позволяет обеспечить управление скоростью движения иглы по заданному кинематическому закону.
Кроме того, пресс может содержать промежуточную подвижную траверсу, жестко связанную с плунжером дополнительного цилиндра, и промежуточные цилиндры, каждый из которых состоит из цилиндрического корпуса и плунжера, в свою очередь корпус каждого из которых размещен на основной подвижной траверсе, а плунжер жестко связан с промежуточной подвижной траверсой.
Это дает возможность стабилизировать скорость отвода иглы назад и расширить технологические возможности пресса.
Цилиндрами стабилизации движения иглы являются форсирующе- возвратные силовые цилиндры, состоящие из цилиндрического корпуса и плунжера, один из элементов каждого из которых жестко связан с задней поперечиной, а другой также жестко связан с основной подвижной траверсой.
Это позволяет упростить конструкцию пресса и выполнить ее компактной, а также расширить диапазон изменения кинематического коэффициента.
Внутренняя полость промежуточного цилиндра сообщается с внутренней полостью возвратного цилиндра иглы, а внутренняя полость силового цилиндра иглы гидравлически связана с внутренней полостью форсирующе-возвратного цилиндра.
Это позволяет упростить управление прессом.
Кроме того, внутренние полости возвратных цилиндров иглы и силового цилиндра иглы гидравлически связаны через соответствующие клапаны с магистралями высокого и низкого давления.
Это позволяет экономить жидкость высокого давления и упростить управление прессом.
Магистраль, связывающая внутренние полости каждого цилиндра стабилизации и форсирующе-возвратных цилиндров, гидравлически связанных с внутренней полостью дополнительного цилиндра, помимо этого сообщается с магистралями высокого и низкого давления через соответствующие клапаны.
Это позволяет упростить управление прессом.
Гидравлический экструзионный пресс может содержать по меньшей мере одно дополнительное дросселирующее устройство, имеющее корпус с входными и выходными отверстиями, снабженными по меньшей мере одной крышкой, причем внутри этого устройства установлен подпружиненный со стороны этой крышки золотник с двумя сквозными полостями, конфигурация и геометрические размеры каждой из которых определяют величину скорости взаимного перемещения контейнера и короткого пресс-штемпеля, а также иглы и короткого пресс-штемпеля, при этом одна сквозная полость гидравлически связана через соответствующие отверстия с внутренней полостью дополнительного цилиндра и магистралью низкого давления, а другая сквозная полость через другие соответствующие отверстия гидравлически связана с внутренней полостью силового цилиндра иглы и также магистралью низкого давления.
Это позволяет получать переменные величины соотношений скоростей перемещения контейнера, короткого пресс-штемпеля и иглы по ходу процесса.
Кроме того, золотник дополнительного дросселирующего устройства имеет окно переменного сечения, внутри которого установлены перемычки.
Это обеспечивает пульсирующее поступательное движение иглы и уменьшает прилипание прессуемого металла к игле.
Пресс может содержать по меньшей мере один клапан, установленный в магистрали, связывающей внутреннюю полость дополнительного цилиндра с дополнительным дросселирующим устройством.
Это дает возможность расширить технологические возможности пресса и упростить управление прессом.
Кроме того, пресс может содержать по меньшей мере один клапан, установленный в магистрали, связывающей внутреннюю полость силового цилиндра иглы с дополнительным дросселирующим устройством.
Это дает возможность получить, переменные величины соотношения скоростей перемещения иглы и короткого пресс-штемпеля.
На фиг. 1 схематично изображено действие сил трения при экструдировании полых изделий согласно предлагаемому способу; на фиг. 2 - технологическая последовательность операций, иллюстрирующая предлагаемый способ, на фиг. 3 - гидравлический экструзионный пресс для осуществления предлагаемого способа; на фиг. 4 - инструментальный блок предлагаемого гидравлического пресса; на фиг. 5 - один из вариантов выполнения гидравлического экструзионного пресса согласно изобретению; на фиг. 6 - дополнительное дросселирующее устройство предлагаемого гидравлического пресса; на фиг. 7, a, b, c - форма каналов в полости золотника дополнительного дросселирующего устройства согласно изобретению; на фиг. 8 - вариант выполнения гидравлического экструзионного пресса с силовыми стабилизирующими цилиндрами иглы согласно изобретению.
На фиг. 1 - 8 введены следующие обозначения:
1 - полая заготовка,2 - втулка контейнера, 3 - контейнер, 4 - игла, 5 - матрица, 6 - короткий пресс-штемпель, 7 - длинный пресс-штемпель, 8 - прошивень, 9 - станина, 10 - передняя поперечина, 11 - задняя поперечина, 12 - колонна, 13 - основная подвижная траверса, 14 - плунжер силового цилиндра прямого перемещения контейнера, 15 - плунжер силового цилиндра обратного перемещения контейнера, 16 - цилиндрический корпус силового цилиндра прямого перемещения контейнера, 17 - цилиндрический корпус силового цилиндра обратного перемещения контейнера, 18 - окно в передней поперечине, 19 - цилиндрический корпус главного силового цилиндра, 20 - плунжер главного силового цилиндра и одновременно цилиндрический корпус силового цилиндра перемещения иглы, 21 - корпус цилиндра обратного перемещения траверсы, 22 - плунжер цилиндра обратного перемещения траверсы, 23 - цилиндрический корпус стабилизирующего цилиндра, 24 - плунжер стабилизирующего цилиндра, 25 - осевые каналы внутри плунжера 24 стабилизирующего цилиндра, 26 - трубопровод, 27 - внутренняя полость стабилизирующего цилиндра, 28 - внутренняя полость дополнительного цилиндра, 29 - корпус дополнительного цилиндра, 30 - плунжер дополнительного цилиндра, 31 - центрирующий хвостовик плунжера 30 дополнительного цилиндра, 32 - толкатели, 33 - пресс-шайба, 34 - внутренняя полость силового цилиндра перемещения иглы, 35 - плунжер силового цилиндра перемещения иглы, 36 - иглодержатель, 37 - подвижная траверса иглы, 38 - корпус возвратного цилиндра перемещения иглы, 39 - плунжер возвратного цилиндра перемещения иглы, 40 - внутренняя полость главного силового цилиндра, 41 - трубопровод магистрали высокого давления, 42 - клапан наполнения, 43 - регулятор скорости, 44 - внутренняя полость возвратного цилиндра перемещения иглы, 45 - внутренняя полость цилиндра возврата подвижной траверсы, 46 - распределительное устройство, 47 - магистраль низкого давления, 48 - клапан, 49 - клапан, 50 - клапан, 51 - клапан, 52 - клапан, 53 - трубопровод, 54 - дополнительное дросселирующее устройство, 55 - трубопровод, 56 - клапан, 57 - клапан, 58 - управляемый клапан, 59 - дополнительный трубопровод, 60 - клапан, 61 - регулятор, 62 - управляемый клапан, 63 - неуправляемый клапан, 64 - трубопровод, 65 - внутренняя полость цилиндра обратного перемещения контейнера, 66 - внутренняя полость прямого перемещения контейнера, 67 - трубопровод, 68 - клапан, 69 - трубопровод, 70 - цилиндрическая проточка, 71 - фланец прошивня, 72 - цилиндрическая втулка, 73 - внутренний бурт втулки 72, 74 - внешний бурт втулки 72, 75 - подпружиненный элемент, 76 - паз, 77 - цилиндрический бурт иглы 4, 78 - хвостовик иглы 4, 79 - иглодержатель, 80 - вставка пресс-шайбы, 81 - механизм подачи заготовки, 82 - механизм съема и подачи матрицы, 83 - корпус форсирующе-возвратного цилиндра, 84 - ступенчатый плунжер форсирующе-возвратного цилиндра, 85 - внутренняя полость форсирующе-возвратного цилиндра, 86 - осевые каналы внутри плунжера 84 форсирующе-возвратного цилиндра, 87 - трубопровод, 88 - клапан, 89 - трубопровод, 90 - клапан, 91 - клапан, 92 - клапан, 93 - трубопровод магистрали высокого давления, 94 - корпус, 95 - входное отверстие, 96 - входное отверстие, 97 - выходное отверстие, 98 - выходное отверстие, 99 - золотник, 100 - полость золотника, 101 - полость золотника, 102- пружинный элемент, 103 - корпус силового цилиндра перемещении золотника 97, 104 - плунжер силового цилиндра перемещения золотника 97, 105 - трубопровод, 106 - трубопровод, 107 - внутренняя полость силового цилиндра перемещения золотника 97, 108 - крышка, 109 - перемычки, 110 - ходовой винт, 111 - промежуточная подвижная траверса, 112 - корпус промежуточного цилиндра, 113 - плунжер промежуточного цилиндра, 114 - внутренняя полость промежуточного цилиндра, 115 - клапан, 116 - трубопровод, 117 - трубопровод, 118 - трубопровод, 119 - клапан.
Предлагаемый способ горячего экструдирования полых изделий с активным действием сил трения заключается в следующем.
Полую заготовку 1 (фиг. 1, 2), подлежащую экструдированию, нагревают. Нагрев полой заготовки 1 можно осуществлять, например, в печах индукционного действия, печах сопротивления и газовых пламенных печах (на фиг. 2 не показаны). Диапазон температуры нагрева заготовки 1 выбирают в зависимости от типа сплава заготовки 1, подлежащей экструдированию.
Например, в случае нагрева заготовки 1 из труднодеформируемых алюминиевых сплавов нагрев осуществляют до температуры примерно 300 - 450oC в зависимости от выбранного усилия пресса, требований к физико-механическим свойствам изделий и скорости экструдирования.
Нагрев заготовки 1 перед экструдированием позволяет снизить сопротивление деформированию материала заготовки, что позволяет снизить расход энергии на совершение процесса экструдирования. Кроме того, в целом ряде труднодеформируемых сплавов, проявляющих пресс-эффект (эффект структурного упрочнения), в случае обработки этих сплавов давлением с использованием нагрева заготовок повышается уровень механических свойств изделий. Помимо этого нагрев в ряде случаев позволяет увеличить адгезионное взаимодействие заготовки 1 с втулкой 2 контейнера 3 и иглой 4, что приводит к увеличению сил трения, а это очень важно для предлагаемого процесса, поскольку в рассматриваемом способе силы трения между втулкой 2 контейнера 3, иглой 4 и заготовкой 1 играют положительную роль, увеличивая скорость периферийного потока металла по толщине стенки полой заготовки вблизи втулки контейнера 2 и иглы 4. Так, их рост до определенной величины способствует выравниванию скоростей течения металла по сечению заготовки вблизи зазора между каналом матрицы 5 и иглой 4. Это позволяет увеличить предельные скорости истечения металла. После нагрева заготовку 1 подают к прессу (фиг. 2,а), пропускают через нее иглу 4, а затем заталкивают в полость 2 втулки контейнера 3 пресса (фиг. 2,b). Длина контейнера 3 выбирается таким образом, чтобы в нем свободно могли поместиться целиком заготовка 1, матрица 5 и короткий пресс-штемпель 6 (фиг. 2,c, d). Длина короткого пресс-штемпеля 6 принимается с учетом кинематики движения контейнера 3 и пресс-штемпеля 6.
Для уменьшения энергетических затрат на процесс экструдирования перед деформацией контейнер 3, матрица 5 и короткий пресс-штемпель 6 целесообразно предварительно нагревать. Температура подогрева зависит от материала экструдируемой заготовки 1. Например, при экструдировании труднодеформируемых алюминиевых сплавов она примерно составляет 300 - 400oC.
Далее начинают одновременно перемещать контейнер 3, иглу 4 и короткий пресс-штемпель 6 в сторону матрицы 5, установленной на длинном пресс-штемпеле 7, причем скорости контейнера 3 и иглы 4 больше скоростей короткого пресс-штемпеля 6 и прошивня 8. После того как короткий пресс-штемпель 6, полая заготовка 1 и матрица 5 вошли в соприкосновение, начинается распрессовка заготовки 1 (фиг. 2, е). На этой стадии заготовка 1 занимает весь ограничивающий ее объем. Внешний диаметр заготовки 1 становится равным внутреннему диаметру втулки 2 контейнера 3, а внутренний диаметр равным диаметру иглы 4. Затем металл начинают выдавливать в зазор между каналом матрицы 5 и иглой 4. Конфигурация зазора соответствует поперечному сечению получаемого полого изделия, но с учетом термического расширения матрицы 5 и иглы 4 в результате их нагрева и некоторой усадки металла после его охлаждения. На стадии распрессовки заготовки 1 скорость Vc перемещения контейнера 3, скорость Vm перемещения иглы 4 и скорость Vr перемещения короткого пресс-штемпеля 6 могут быть равны (в этом случае реализуется так называемый обратный способ экструдирования).
После начала экструдирования скорость Vc перемещения контейнера 3 и скорость Vm перемещения иглы 4 увеличивают по сравнению со скоростью Vr перемещения короткого пресс-штемпеля 6. Соотношение Vc/Vr скорости Vc перемещения контейнера 3 к скорости Vr перемещения короткого пресс-штемпеля 6 принято называть кинематическим коэффициентом контейнера Kv1, а соотношение Vm/Vr скорости Vm перемещения иглы 4 к скорости Vr перемещения короткого пресс-штемпеля 6 принято называть кинематическим коэффициентом иглы Kv2.
В результате таких взаимных смещений на боковой поверхности заготовки 1 возникают силы трения τac, направленные в сторону истечения металла, что позволяет увеличить скорость периферийного потока металла в заготовке 1 и замедлить скорость промежуточного слоя, расположенного между втулкой 2 и иглой 4. Опережение иглой 4 короткого пресс-штемпеля 6 повышает скорость течения металла вблизи иглы 4. Этим существенно изменяется характер течения металла, что приводит к выравниванию течения металла в обжимающей части пластической зоны W, а следовательно и в зазоре между каналом матрицы 4 и иглой 3, что сказывается на повышении скоростей истечения металла и выравнивании структуры.
Экспериментально установлено, что в случае экструдирования, когда соотношение Vm/Vr более 1, то на внутренней полости заготовки 1 в направлении от короткого пресс-штемпеля 6 до границы зоны C-C обжима создаются сжимающие напряжения τam, что благоприятно сказывается на качестве внутренней поверхности, т. к. в таких условиях происходит устранение вблизи контактной поверхности заготовки 1 остатков литой структуры. Это также способствует снижению шероховатости поверхности готового изделия.
Более равномерное течение металла обеспечивает снижение величины растягивающих напряжений τt на внутренней и внешней поверхностях готовых изделий. Эти напряжения являются основным сдерживающим фактором в выборе предельной скорости истечения металла для целого ряда труднодеформируемых сплавов, в первую очередь алюминиевых. Таким образом, снижение растягивающих напряжений на заготовке τt вблизи иглы и матрицы τtd позволяет увеличить предельно допустимые скорости экструдирования при экструдировании труднодеформируемых алюминиевых сплавов минимум на 10 - 40% по сравнению со всеми известными способами. Кроме того, такое благоприятное течение металла создает условия, позволяющие увеличить дисперсность структуры переднего конца изделия и тем самым уменьшить неравномерность распределения механических свойств по длине и поперечному сечению изделий.
Учитывая, что в процессе экструдирования в условиях активного действия сил трения материал заготовки 1 испытывает затормаживание прилегающего ближе к игле 4 промежуточного потока металла в направлении от пресс-штемпеля 6 до зоны обжима C-C, а это способствует увеличению степени дисперсности структуры и повышению плотности дислокаций в кристаллической решетке прессуемого металла, что повышает общий уровень механических свойств полых изделий. Например, при экструдировании труднодеформируемых алюминиевых сплавов при прочих равных условиях увеличение механических свойств полых изделий составляет примерно от 10 до 25%.
В тоже время эффективность данного процесса существенно зависит от условий взаимодействия втулки 2 контейнера 3 и иглы 4 с заготовкой 1, т. е. от величины степени реализации активного действия сил трения.
Заданная геометрия полых изделий обеспечивается условиями центровки иглы 4, матрицы 5 и контейнера 3, установленного на направляющих станины 9 между передней 10 и задней 11 поперечинами, связанных между собой четырьмя колоннами 12 (фиг. 3).
Экспериментально установлено, что в случае экструдирования, когда соотношение Vc/Vr скорости Vc перемещения контейнера 3 к скорости Vr перемещения пресс-штемпеля 6 и соотношение Vm/Vr скорости перемещения Vm иглы 4 к скорости Vr перемещения короткого пресс-штемпеля 6 превосходят предельно допустимые величины, наблюдается чрезмерный сдвиг втулки 2 контейнера 3 и иглы 4 относительно заготовки 1. Это обстоятельство вызывает ускоренное течение металла вблизи поверхностей втулки 2 контейнера 3 и иглы 4, что, в свою очередь, ведет к локализации сдвиговой деформации и повышенной структурной неоднородности. Это требует снижения скорости экструдирования.
Таким образом, сдвиг приконтактных слоев металла вблизи втулки 2 контейнера 3 и иглы 4 должен быть строго регламентирован. Процесс экструдирования ведут до определенной величины пресс-остатка (фиг. 2,f), высота которого в основном определяется моментом начала образования пресс-утяжины первого рода и зависит от направления напряжения τtr на торце заготовки.
После окончания экструдирования отделяют готовое изделие от пресс-остатка (фиг. 2, g), например, ходом иглы 4, посредством прошивки прессостатка прошивнем 8. Далее отводят иглу 4 вместе с прошивнем из матрицы 5 в исходное перед прошивкой положение (фиг. 2,h), а затем отводят основную подвижную траверсу на расстояние, достаточное для ввода механизма съема матрицы (фиг. 2,g) с пресс-остатком.
Затем с помощью перемещения контейнера 3 вперед до его прижима к передней поперечине 10 выпрессовывают матрицу 5 с пресс-остатком (фиг. 2,i). После этого на ось пресса подают механизм съема матрицы 5 с пресс-остатком, который зажимает матрицу 5 на механизме съема. Далее отводят основную подвижную траверсу 13 с иглой 4 в исходное положение ( фиг.2,j).
Затем после отвода механизма съема матрицы 5 в исходное положение (фиг. 2,k) происходит отделение пресс-остатка от матрицы за пределами пресса.
В процессе экструдирования контейнер 3 можно перемещать со скоростью Vc, превышающей скорость Vr пресс-штемпеля 6 в 1,03-1,4 раза. Экспериментально установлено, что в случае экструдирования, когда соотношение Vc/Vr скорости Vc перемещения контейнера 3 и скорости Vr перемещения пресс-штемпеля 6 превышает 1,4, наблюдается чрезмерный сдвиг контейнера 3 относительно заготовки 1. Это обстоятельство вызывает ускоренное течение периферийных слоев металла, что, в свою очередь, ведет к локализации сдвиговой деформации, и, как следствие этого, к большой структурной неоднородности. Это приводит к необходимости снижения скорости экструдирования.
Кроме того, выбор чрезмерно большого соотношения Vc/Vr скорости Vc перемещения контейнера 3 к скорости Vr перемещения короткого пресс-штемпеля 6 (более 1,4) требует или уменьшения исходной длины заготовки 1, что приводит к снижению производительности пресса, или увеличения длины контейнера 3, что повышает металлоемкость конструкции пресса и его стоимость.
Использование в процессе экструзии чрезмерно низкого соотношения Vc/Vr скорости Vc, перемещения контейнера 3 и скорости Vr перемещения короткого пресс-штемпеля 6 (ниже 1,01) приводит к локализации сдвиговой деформации только в приграничном слое заготовки 1, что снижает объемный эффект действия сил трения. Это приводит к неравномерности течения металла и снижает допустимый уровень скорости экструдирования, что ведет к ухудшению качества полых изделий.
В процессе экструдирования иглу 4 можно перемещать с постоянным соотношением Vm/Vr скорости Vm перемещения иглы 4 к скорости Vr перемещения пресс-штемпеля 6, которое находится в пределах от 1,01 до 1,05.
Экспериментально установлено, что в случае экструдирования, когда соотношение Vm/Vr скорости Vm перемещения иглы 4 и скорости Vr перемещения пресс-штемпеля 6 превосходит 1,05, наблюдается чрезмерный сдвиг иглы 4 относительно заготовки 1. Это обстоятельство вызывает ускоренное течение слоев металла, прилегающих к игле 6, что, в свою очередь, приводит к повышению неравномерности течения. Это вынуждает снижать скорость экструдирования. Использование в процессе экструзии соотношения Vm/Vr скорости Vm перемещения иглы 4 и скорости Vr перемещения короткого пресс-штемпеля 6 ниже 1,01 приводит к локализации сдвиговой деформации только в тонком приграничном слое заготовки 1, что снижает объемный эффект действия сил трения и не создает достаточных сжимающих напряжений на внутренней поверхности заготовки, достаточных для устранения приконтактных дефектов.
В процессе экструдирования контейнер 3 можно перемещать с постоянным соотношением Vc/Vm скорости Vc перемещения контейнера 3 к скорости Vm перемещения иглы 4, которое находится в пределах от 1,02 до 1,33.
На уровень механических свойств полых изделий и на распределение их по длине влияют исходная температура заготовки 1, скорости экструдирования и величина соотношения Vc/Vm скорости Vc перемещения контейнера 3 и скорости Vm перемещения иглы 4.
Опережающее движение контейнера 3 относительно иглы 4 позволяет выравнить градиент скоростей течения металла вблизи канала матрицы 5, повысить дисперсность структуры, плотность дислокаций кристаллической решетки металла и улучшить уровень механических свойств полых изделий. Поддержание постоянными соотношения Vc/Vm скорости Vc перемещения контейнера 3 и скорости Vm перемещения пресс-штемпеля 6 и соотношения Vm/Vr скорости Vm перемещения иглы 4 и скорости Vr перемещения короткого пресc-штемпеля 6 обеспечивает равномерное распределение механических свойств металла по длине изделий с формированием структуры, однородной по толщине стенки.
В результате многочисленных экспериментов установлено, что в случае, когда соотношение Vc/Vm скорости Vc перемещении контейнера 3 и скорости Vm перемещения иглы 4 выше 1,33, периферийные слои заготовки 1 претерпевают интенсивную сдвиговую деформацию, что сопровождается протеканием динамической рекристаллизации. Это приводит к снижению сопротивления деформации экструдируемого металла в этих слоях, т.к. плотность дислокаций в структуре кристаллической решетки резко уменьшается, а размер зерен увеличивается в несколько раз, что приводит к снижению уровня механических свойств изделий.
Использование в процессе экструзии соотношения Vc/Vm скорости Vc перемещения контейнера 3 и скорости Vm перемещения иглы 4 менее 1,02 ведет к незначительной сдвиговой деформации в тонком приграничном слое заготовки 1 и ограничивает воздействие на центральные слои заготовки 1. Структура этих слоев остается крупнозернистой, а изделия имеют пониженный уровень механических свойств.
В процессе экструдирования соотношения Vc/Vr, Vm/Vr можно изменять.
При деформации заготовки 1 с учетом ее предварительного равномерного нагрева происходит интенсивное выделение деформационного тепла, что приводит к снижению сопротивления металла деформации и к повышению адгезии металла заготовки 1 к металлу втулки 2 и иглы 4. Это приводит к дополнительным сдвиговым деформациям, увеличивающимся по длине изделия. В таких условиях уровень свойств в задней части изделия значительно превышает уровень передней части.
Выполнение переменных соотношений Vc/Vr и Vm/Vr позволяет управлять эффектом выделения деформационного тепла и выравнить распределение физико-механических свойств по длине изделий. В результате этого можно дополнительно повысить производительность процесса в целом по сравнению со всеми известными способами экструдирования минимум на m. В процессе экструдирования заготовки 1 соотношение Vc/Vr скорости перемещения контейнера 3 и скорости Vr перемещения короткого пресс-штемпеля 6 можно постепенно уменьшать от величины 1,15-1,4 до 1,01-1,02 в зависимости от коэффициента вытяжки полых изделий.
При экструдировании в результате совершения работы деформации заготовка 1 выделяет тепло в зависимости от степени деформации, косвенно выражаемой через коэффициент λm вытяжки. Так, чем выше коэффициент вытяжки λm , тем с большей величины соотношения Vc/Vr скорости перемещения контейнера 3 и скорости Vr перемещения короткого пресс-штемпеля 6 необходимо начинать процесс (максимально 1,4) и постепенно снижать его до минимального значения (1,01) с уменьшением коэффициента λm вытяжки до минимально допустимого.
Значение кинематического коэффициента Kv1 контейнера более 1,4 применять нецелесообразно из-за чрезмерной локализации сдвиговой деформации в выходной части изделия, приводящей к интенсивной динамической рекристаллизации структуры экструдируемого металла и, как следствие, к снижению уровня механических свойств изделий.
Точно так же нецелесообразно начинать процесс при значении кинематического коэффициента Kv1 контейнера менее 1,15, т.к. при этом эффективность процесса снижается, что сказывается на производительности процесса.
При этом максимальное значение указанного соотношения следует выбирать, исходя из значения суммарной площади поперечного сечения всех пар цилиндров стабилизирующих скорость перемещения короткого пресс-штемпеля.
В процессе экструдирования заготовки 1 соотношение Vm/Vr скорости Vm перемещения иглы 4 и скорости Vr перемещения пресс-штемпеля 6 можно постепенно уменьшать от величины 1,05 до 1,01. При деформации полых изделий в условиях активного действия сил трения происходит постепенное повышение напряжения трения τam на поверхности заготовки 1 у иглы 4, что ведет к дополнительному сдвигу металла. Это приводит к большой структурной неоднородности в задней части полого изделия. Снизить интенсивность роста напряжения трения к концу процесса можно постепенным уменьшением скорости Vm иглы 4 до соотношения Vm/Vr менее 1,01 нецелесообразно, т.к. уровень сжимающих напряжений на задней части поверхности заготовки 1 недостаточен для существенного повышения качества поверхности готового изделия.
В процессе экструдирования заготовки 1 скорость Vr перемещения короткого пресс-штемпеля 6 можно изменять в соответствии с температурным полем заготовки 1.
В условиях экструдирования через недостаточно прогретую матрицу 5 и короткий пресс-штемпель 6 при температуре нагрева контейнера 3 ниже температуры нагрева заготовки 1 может иметь место остывание задней части заготовки 1, а это, в свою очередь, влияет на уровень механических свойств изделий.
Для получения равномерных механических свойств и повышения производительности необходимо плавно изменять скорости экструдирования по ходу процесса. Например, с уменьшением температуры заготовки 1 по ходу процесса необходимо увеличивать скорость экструдирования.
В процессе экструдирования в результате совершения работы деформации заготовка 1 нагревается, что существенно увеличивает ее исходную температуру. Количество выделяющегося тепла зависит от скорости экструдирования.
Изменение температуры заготовки 1 в процессе экструдирования влияет на условия происходящей в ней динамической рекристаллизации структуры, которая существенно влияет на уровень механических свойств металла и их распределение по длине изделий. Это обстоятельство во многих случаях нежелательно. Нагрев заготовки 1 согласно предлагаемому способу, когда температура переднего торца примерно в 1,2-1,5 раза выше температуры заднего торца, позволяет компенсировать выделяющееся деформационное тепло. В процессе экструдирования в заготовке 1 проходят процессы теплообмена с рабочим инструментом, поэтому время нахождения заготовки 1 во втулке 2 контейнера 3 должно быть по возможности минимальным. Следовательно, при использовании высокоскоростного способа экструдирования с активным действием сил трения наиболее эффективно применять градиентно нагретые по длине заготовки 1, выдавливаемые с постепенно увеличивающейся скоростью.
Нагрев переднего торца полой заготовки 1 в диапазоне 0,75-0,9 от температуры верхней границы интервала технологической пластичности экструдируемого материала позволяет начать процесс с требуемой скоростью экструдирования, при этом изделия не имеют дефектов в виде поперечных трещин. Например, для труднодеформируемых алюминиевых сплавов эта температура составляет примерно 340-420oC. В случае если передний торец заготовки нагревать ниже 0,75 от температуры технологической пластичности экструдируемого металла, то наблюдается заметное снижение скорости экструдирования на начальной стадии, что приводит к значительному росту усилия экструдирования. Если передний торец заготовки 1 нагревать выше 0,9 от температуры верхней границы интервала технологической пластичности экструдируемого металла, то на начальной стадии на изделиях образуются дефекты в виде поперечных трещин. Для их устранения необходимо значительно уменьшать скорость экструдирования, что приводит к снижению производительности процесса.
Если задний торец заготовки 1 нагревать выше 0,7 от температуры верхней границы интервала технологической пластичности экструдируемого материала, то в конце процесса не все деформационное тепло компенсируется, и заготовка 1 начинает перегреваться. Для исключения появления трещин на изделиях необходимо снижать скорость экструдирования.
Когда температура заднего торца заготовки 1 ниже 0,6 от температуры верхней границы интервала технологической пластичности экструдируемого материала, то к концу процесса температура заготовки 1 понижается. Энергетические затраты на деформацию заготовки 1 возрастают, усилие экструдирования возрастает, а скорость процесса падает. Это также приводит к снижению производительности. Кроме того, изменение температуры заготовки 1 в процессе деформации приводит к неравномерности распределения механических свойств по длине изделий.
Выбор градиента температур по длине заготовки 1 зависит от толщины ее стенки. Чем толще стенка заготовки 1, тем меньше должен быть перепад температур. Заготовка 1 с меньшей толщиной стенки быстрее перераспределяет тепло и интенсивнее остывает, и поэтому необходимо предусматривать больший градиент температур по ее длине.
В процессе экструдирования заготовки 1 ее температуру и температуру нагрева контейнера 3 можно устанавливать в диапазоне примерно от 1,0 до 0,95 от температуры нагрева переднего торца заготовки 1.
В процессе подачи заготовки 1 во втулку 2 контейнера 3 с учетом условий ее предварительного нагрева исходное температурное поле в заготовке может изменяться от взаимодействия с втулкой 2, матрицей 5, иглой 4 и коротким пресс-штемпелем 6 еще до начала экструдирования. Обычно температуру нагрева всего вышеперечисленного инструмента устанавливают ниже температуры передней части градиентно нагретой заготовки 1, т.к. это способствует дополнительному отводу выделяющегося тепла из зоны обжима, что сказывается на повышении стойкости инструмента.
Однако чрезмерное охлаждение экструдируемой заготовки 1 может привести к существенному охлаждению задней части заготовки 1, что скажется на росте сопротивления деформации, понижении температуры начала рекристаллизации структуры, что вызовет падение скорости экструдирования на завершающей стадии процесса. При этом не только понижается производительность пресса, но и повышается степень динамической рекристаллизации в задней части изделий, что приводит к падению уровня физико-механических свойств изделий.
Нагрев втулки 2 контейнера 3 в интервале примерно 0,95-1,0 от температуры нагрева переднего торца заготовки позволяет создать в зоне обжима заготовки 1 условия близкие к изотермическим. В этих условиях на протяжении всего процесса поддерживаются установившиеся температурные условия вблизи канала матрицы 5.
Нагрев контейнера 3 в интервале 0,95-1,0 от температуры нагрева переднего торца заготовки 1 исключает возможность охлаждения задней части заготовки 1. Например, для труднодеформируемых алюминиевых сплавов оптимальная температура градиентного нагрева заготовки составляет для переднего торца 380oC, а заднего 280oC. Учитывая вышеизложенное, для исключения охлаждения заднего торца заготовки 1 необходимо нагревать контейнер 3 до температуры 380-360oC.
Если передний торец заготовки 1 нагревать выше 380oC, то на начальной стадии на изделиях могут образовываться дефекты в виде поперечных трещин. Для их устранения необходимо значительно уменьшить скорость экструдирования, что приводит к снижению производительности всего процесса.
Если температура нагрева контейнера 3 ниже 360oC, то часть тепла с передней части заготовки 1 отводится во втулку 2 контейнера 3. Это влечет за собой рост сопротивления металла деформации, что приводит к увеличению усилия и снижению скорости экструдирования.
В процессе экструдирования заготовки 1 игле 4 можно сообщать поступательное перемещение в направлении истечения металла при ее циклическом нагружении.
Как указывалось выше, в процессе экструдирования полых изделий в условиях двустороннего активного действия сил трения на заготовку 1 как со стороны втулки 2 контейнера 3, так и иглы 4 возникают силы трения, направленные в сторону истечения металла.
Распределение структуры металла и показатели механических свойств по толщине стенки полого изделия будут зависеть от градиента скоростей перемещения металла вблизи канала матрицы. Градиент в свою очередь зависит от коэффициента вытяжки и адгезионных свойств экструдируемого материала. Частично градиент можно уменьшить за счет изменения соотношений Vc/Vr, Vm/Vr скоростей перемещения Vc контейнера 3, Vm иглы 4 и Vr короткого пресс-штемпеля 6. Для этого контейнер 3 перемещают со скоростью Vc большей скорости Vm иглы 4, при этом условия взаимодействия материала иглы 4 и контейнера 3 существенно отличаются по сравнению со всеми известными способами.
Смещение металла заготовки относительно иглы 4 на участке от переднего торца пресс-штемпеля 6 до границы зоны обжима (C-C) незначительно (см. фиг. 1), что способствует адгезии экструдируемого материала к игле 4, ухудшая при этом качество внутренней поверхности полого изделия из-за возможного образования плен, наслоений и даже поверхностных трещин. Придание игле 4 поступательного перемещения при циклическом нагружении снижает адгезию экструдируемого материала к игле 4, уменьшает напряжения трения, а также снижает усилия, воспринимаемые иглой, что повышает ее стойкость.
Таким образом, заявляемый новый способ горячего экструдирования полых изделий с активным действием сил трения позволяет осуществлять с наибольшей эффективностью получение высококачественных полых изделий.
При таком способе активные силы трения увлекают за собой определенные контактные слои заготовки 1, создавая ускоренные потоки металла вблизи втулки 2 контейнера 3 и иглы 4. Скорость периферийных потоков относительно скорости короткого пресс-штемпеля 6 целесообразно менять в оптимальных диапазонах путем изменения соотношений скоростей перемещений контейнера 3 и короткого пресс-штемпеля 6, и иглы 4 и короткого пресс-штемпеля 6 с учетом выбора оптимальных температурно-скоростных условии ведения процесса.
За счет уменьшения растягивающих напряжений на металле у пояска матрицы 5 предлагаемый способ позволяет получать скорости истечения металла, превосходящие эти значения в 1,5-2 раза по сравнению со всеми известными способами экструдирования.
За счет выбора оптимальных температурно-скоростных и кинематических условий при экструдировании можно получать согласно патентуемому способу высокие механические свойства с равномерным их распределением по длине и сечению изделия, с однородной структурой при отсутствии крупнокристаллического ободка, которые недостижимы любыми другими способами экструдирования.
За счет использования активных сил трения на контактной поверхности торца заготовки у короткого пресc-штемпеля и их оптимального регулирования возможно практически замедлять процесс образования пресс-утяжины и, следовательно, более чем в 2 раза уменьшать величину пресс-остатка и тем самым увеличивать выход годной продукции до 90-95%.
Путем создания на поверхностях заготовки 1 сжимающих напряжений τac, τam можно устранять некоторые поверхностные микроскопические дефекты изделий. Кроме того, оптимальные режимы экструдирования позволяют уменьшать остаточные напряжения на поверхностях изделий. Эти обстоятельства позволяют получать изделия с повышенной стойкостью к коррозии и высоким качеством внутренней поверхности.
Помимо этого предлагаемый способ позволяет достигать высоких скоростей экструдирования и тем самым уменьшать время нахождения заготовки в контейнере, не превышающее одной минуты. Такие условия позволяют с высокой эффективностью использовать заготовки с градиентным нагревом по длине, что в свою очередь дает возможность дополнительно увеличивать производительность всего процесса примерно на 15-20%.
Патентуемый гидравлический экструзионный пресс содержит станину 9 (фиг. 3) с передней 10 и задней 11 поперечинами, связанными между собой стяжными колоннами 12. На направляющих станины (на фиг. 3 направляющие не показаны) установлен с возможностью осевого возвратно-поступательного перемещения контейнер 3 и основная подвижная траверса 13.
Контейнер 3 со стороны передней поперечины 10 взаимодействует с плунжерами 14 и 15 силовых цилиндров обратного и прямого перемещения контейнера 3, цилиндрические корпуса 16 и 17 которых смонтированы на передней поперечине 10. В передней поперечине 10 выполнено окно 18, в которое проходит экструдируемое изделие.
В гнезде передней поперечины 10 на промежуточной плите (на фиг. 3 плита не показана) установлен полый длинный пресс-штемпель 7, который вместе с матрицей 5 входит в полость втулки 2 контейнера 3. На задней поперечине 11 установлены силовые цилиндры: главный силовой цилиндр, имеющий цилиндрический корпус 19 и плунжер 20, и цилиндры обратного перемещения траверсы, имеющие цилиндрические корпуса 21 и плунжеры 22. Плунжер 20 главного и плунжеры 22 возвратных цилиндров жестко связаны с основной подвижной траверсой 13.
На задней поперечине 11 смонтирован также по меньшей мере, один цилиндр стабилизации, имеющий цилиндрический корпус 23 и плунжер 24. Для уменьшения габаритных размеров пресса и с учетом применяемой технологии на прессе могут быть установлены два и более цилиндров стабилизации.
На фиг. 3 как вариант выполнения заявляемого пресса показаны два цилиндра стабилизации. На задней поперечине 11, так же как один из вариантов выполнения пресса, могут быть смонтированы цилиндрические корпуса 23 цилиндров стабилизации, имеющие плунжеры 24, жестко связанные с основной подвижной траверсой 13. В плунжерах 24 выполнены осевые каналы 25, сообщающиеся с трубопроводом 26. Трубопроводы 26 соединяют внутреннюю полость 27 цилиндров стабилизации с внутренней полостью 28 дополнительного цилиндра, имеющего цилиндрический корпус 29 и полый плунжер 30 с хвостовиком 31, проходящим через дно цилиндрического корпуса 29 дополнительного цилиндра, цилиндр 29 и плунжер 30 с хвостовиком 31 соосно смонтированы на основной подвижной траверсе 13.
На траверсе 13 закреплены толкатели 32, перемещающие контейнер 3. Плунжер 30 дополнительного цилиндра имеет установленный соосно с главным цилиндром полый короткий пресс-штемпель 6 с жестко закрепленной на нем пресс-шайбой 33, внутри полости которой размещены подпружиненный прошивень 8 и игла 4.
Плунжер 20 главного силового цилиндра 19, как вариант, одновременно является силовым цилиндром перемещения иглы 4. Во внутренней полости 34 силового цилиндра перемещения иглы 4 размещен плунжер 35, жестко связанный с иглодержателем 36 и с собственной подвижной траверсой 37 иглы 4, которые установлены внутри основной подвижной траверсы 13.
Траверса 37 иглы 4 жестко связана с возвратными цилиндрами перемещения иглы 4, состоящими из цилиндрического корпуса 38 и плунжера 39, один из элементов каждого из которых закреплен на основной подвижной траверсе 13, а другой на подвижной траверсе 37 иглы 4.
В полость втулки 2 контейнера 3 с двух противоположных сторон могут входить короткий пресс-штемпель 6 с пресс-шайбой 33 и иглой 4, а с другой стороны - полый длинный пресс-штемпель 7 с матрицей 5, между которыми находится прессуемая заготовка 1.
На трубопроводах, подходящих к внутренней полости 40 главного силового цилиндра магистрали 41 высокого давления, установлены клапан 42 наполнения и регулятор 43 скорости перемещения основной подвижной траверсы 13.
Внутренняя полость 40 главного силового цилиндра, внутренняя полость 34 силового цилиндра иглы 4, внутренняя полость 44 возвратного цилиндра перемещения иглы 4 и внутренняя полость 45 цилиндра обратного хода траверсы 13 через клапан 42 наполнения и распределительное устройство 46, а также через соответствующие клапаны 48, 49, 50, 51 соединены с магистралями высокого 41 и низкого 47 давления.
На трубопроводе 26, соединяющем внутреннюю полость 28 дополнительного цилиндра с внутренней полостью 27 цилиндра стабилизации установлен клапан 52, который через трубопровод 53 связан с дополнительным дросселирующим устройством 54. Помимо этого дополнительное дросселирующее устройство 54 соединено трубопроводами 55 и 67 высокого давления через клапаны 49 и 56 с внутренней полостью 34 силового цилиндра перемещения иглы 4. Это обеспечивает слив жидкости из полости 34 силового цилиндра перемещения иглы 4 для поддержания заданного соотношения Vm/Vr скорости Vm перемещения иглы 4 и скорости Vr перемещения короткого пресc-штемпеля 6.
В магистралях высокого давления установлены предохранительные клапаны 57 и 58, обеспечивающие сброс жидкости в трубопроводы низкого давления при превышении предельно допустимых значений давления жидкости в магистрали.
На дополнительном трубопроводе 59, связывающем полости 27 цилиндров стабилизации, установлены клапан 60, а также регулятор 61, в котором размещены управляемый клапан 62 и подпружиненный клапан 63.
Внутренняя полость 45 цилиндра возврата подвижной траверсы 13 трубопроводом 64 соединена с магистралью 41 высокого давления. С этой же магистралью соединены внутренние полости 65 и 66 цилиндров обратного и прямого хода контейнера. Трубопровод 64 через клапан 68 соединяет полость 45 возвратного цилиндра с трубопроводом 41 магистрали высокого давления. Подача жидкости высокого давления от распределительного устройства 46 во внутреннюю полость 44 возвратного цилиндра перемещения иглы 4 осуществляется через клапаны 50, 51 и трубопровод 69.
Работу предлагаемого пресса обеспечивает инструментальный блок, подробно изображенный на фиг. 4.
Инструментальный блок содержит полый короткий пресс-штемпель 6, на внутренней поверхности которого выполнена цилиндрическая проточка 70. Внутри полости короткого пресс-штемпеля 6 установлен прошивень 8 с фланцем 71, жестко связанным с цилиндрической втулкой 72, имеющей внутренний 73 и внешний 74 бурты, расположенные соответственно на внутренней и наружной ее поверхностях. Между корпусом короткого пресс-штемпеля 6 и наружной поверхностью этой втулки 72 размещен подпружиненный элемент 75. Этот элемент 75 взаимодействует с внешним бортом 74, имеющим возможность перемещаться внутри короткого пресс-штемпеля 6 по проточке 70.
Игла 4 размещена внутри прошивня 8, имеет цилиндрический бурт 77, диаметр которого соответствует диаметру внешней полости цилиндрической втулки 72, и снабжена хвостовиком 78, жестко связанным с иглодержателем 79. В исходном положении под действием подпружиненного элемента 75 торец прошивня 8 отведен в крайнее левое положение и находится заподлицо с плоскостью вставки 80 пресс-шайбы 33 и торца короткого пресс-штемпеля 6.
Пресс для эксрудирования полых изделий с активным действием сил трения вместе с инструментальным блоком (фиг. 4) работает следующим образом.
В исходном положении плунжер 30 дополнительного цилиндра максимально выдвинут из корпуса 29 (на фиг. 3 вправо), а плунжер 20 главного силового цилиндра, плунжер 35 силового цилиндра перемещения иглы 4, плунжеры 24 стабилизирующих цилиндров и плунжеры 22 возвратных цилиндров перемещения иглы 4 находятся в крайнем левом положении. Контейнер 3 в этот момент находится в крайнем правом положении.
Нагретую полую заготовку 1 (фиг. 2) укладывают на подающий механизм (фиг. 5) и закрепляют таким образом, чтобы примерно одна треть заготовки 1 консольно выступала со стороны контейнера 3 (фиг. 2,a). В таком положении заготовка 1 подается на ось пресса в направлении стрелки A. В этот момент основная подвижная траверса 13 находится в крайнем левом положении, плунжер 30 дополнительного цилиндра в крайнем правом положении, а игла 4 из крайнего левого положения частично вводится внутрь полой заготовки 1.
Далее перемещением контейнера 3 влево свободный конец заготовки 1 заталкивается в полость втулки 2 (фиг. 2,b). После этого механизм подачи 81 (см. фиг. 5) заготовки 1 отводится в исходное положение (фиг. 2,c). Затем контейнер 3 смещается в крайнее левое положение, заталкивая заготовку 1 полностью внутрь втулки 2. При этом освобождается полый длинный пресс-штемпель 7. После этого с помощью механизма съема и подачи матрицы 82 подают матрицу 5 на ось пресса (фиг. 2,d).
Далее через клапан наполнения 42 подают жидкость из магистрали низкого давления 47 в полость 40 главного силового цилиндра. При этом основная подвижная траверса 13 совершает небольшой холостой ход, заталкивая матрицу 5, заготовку 1 и короткий пресс-штемпель 6 с иглой 4 в полость втулки 2 контейнера 3. При этом толкатели 32 на основной подвижной траверсе 13 соприкасаются с контейнером 3 и все указанные подвижные элементы двигаются с одинаковой скоростью вправо (по фиг. З), а матрица 5 после сдвига вправо возвращается в исходное положение (фиг. 2,e).
После устранения зазоров между заготовкой 1, матрицей 5 и пресс-шайбой 33 через тот же клапан наполнения 42 подают жидкость из магистрали высокого давления 41 во внутреннюю полость 40 главного силового цилиндра. При этом внутренние полости 66 силовых цилиндров обратного перемещения контейнера 3 и внутренние полости 45 цилиндров возврата подвижной траверсы 13 сначала соединяют с трубопроводами магистрали низкого давления 47, а затем с трубопроводом магистрали высокого давления 41. Таким образом холостой ход переходит в стадию распрессовки, а затем в истечение металла в зазор между каналом матрицы 5 и иглой 4 (фиг. 2,e). В это время происходит сброс жидкости из полостей 45 и 66 в магистраль 47 низкого давления.
При движении вправо основная подвижная траверса 13 перемещает плунжеры 22 и 24 цилиндров обратного хода траверсы 13 и стабилизирующих цилиндров. В этот момент в цилиндрических корпусах 23 стабилизирующих цилиндров постепенно освобождается пространство 27. Поскольку через заготовку 1 на короткий пресс-штемпель 6 передается давление, а он, в свою очередь, передает его на плунжер 30 дополнительного цилиндра, то жидкость из внутренней полости 28 дополнительного цилиндра перетекает через канал 25 в освободившуюся внутреннюю полость 27 стабилизирующих цилиндров. При этом происходит плавное равномерное вхождение плунжера 30 в корпус 29 дополнительного цилиндра, что приводит к отставанию короткого пресс-штемпеля 6 от движения контейнера 3 и иглы 4. В этот момент полость 34 силового цилиндра иглы 4 закрыта с помощью клапана 49. Скорость Vr перемещения короткого пресс-штемпеля 6 в это время определяется как разность скорости Vb перемещения основной подвижной траверсы 13 и скорости Va перемещения плунжера 30 дополнительного цилиндра
Vr = Vb - Va (1),
где Vb - скорость перемещения основной подвижной траверсы 13;
Va - скорость перемещения плунжера 30 дополнительного цилиндра.
Скорость Vc перемещения контейнера 3 равна скорости Vb основной подвижной траверсы 13. Скорость Vb перемещения траверсы 13 и скорость Va вхождения плунжера 30 в корпус 29 дополнительного цилиндра противоположно направлены. Поэтому величина кинематического коэффициента Kv1 контейнера выражается формулой
Kv1 = Vc/Vr = Vb/(Vb - Va) (2),
где Kv1 - кинематический коэффициент контейнера 3;
Vc - скорость перемещения контейнера 3:
Vr - скорость перемещения короткого пресс-штемпеля 6;
Vb - скорость перемещения основной подвижной траверсы 13;
Va - скорость перемещения плунжера 30 дополнительного цилиндра.
Соотношение Vc/Vr скорости Vc перемещения контейнера 3 и скорости Vr перемещения короткого пресс-штемпеля 6 автоматически поддерживается постоянным на всем протяжении рабочего цикла экструдирования.
При этом необходимо лишь стабилизировать скорость перемещения плунжера 20 главного силового цилиндра 19 с помощью регулятора 43 скорости. Это обеспечивает появление на боковой поверхности заготовки 1 сил трения активного действия.
Соотношение Vc/Vr скорости Vc перемещения контейнера 3 и скорости Vr перемещения короткого пресс-штемпеля 6 определяется размерами внутренней полости 28 дополнительного цилиндра и внутренней полости 27 стабилизирующих цилиндров.
Закрытие клапанов 52, 49 обеспечивает равенство соотношений Vc/Vr, Vm/Vr.
Величина кинематического коэффициента Kv1 иглы выражается формулой
Kv2 = Vm/Vr = Vb/(Vb - Va) (3),
где Vm - скорость перемещения иглы 4.
В вышеуказанных кинематических условиях на внутренней поверхности заготовки 1 на участке от пресс-шайбы 33 до границы зоны обжима C-C возникают силы трения активного действия (см. фиг. 1).
Гидравлической схемой предусмотрено экструдирование в условиях одностороннего активного действия сил трения, когда скорость Vc перемещения контейнера 3 больше скоростей Vr короткого пресс-штемпеля 6 и Vm иглы 4 (Vc > Vr = Vm). В этом случае предусмотрено жесткое соединение иглодержателя 6 с центрирующим хвостовиком плунжера 30 дополнительного цилиндра. Для реализации таких кинематических условий требуется специальный инструмент (фиг. 4).
При запирании жидкости в полости 28 дополнительного цилиндра и полости 34 цилиндра иглы 4 посредством распределительного устройства 46 и клапанов 52, 49 можно реализовать схему обратного экструдирования, когда Vr = Vc = Vm.
Уменьшить величину кинематического коэффициента Kv2 иглы до заданного значения (1,01-1,05) можно при использовании дополнительного дросселирующего устройства 54. С этой целью открываются клапаны 50, 51 и жидкость высокого давления через распределительное устройство 46 поступает по трубопроводу 69 и по каналам в плунжерах 39 во внутренние полости 44 возвратного цилиндра перемещения иглы 4. Перемещение иглы 4 в сторону задней поперечины 11 происходит при открывании клапанов 49, 56.
Закон изменения соотношения Vm/Vr скорости Vm перемещения иглы 4 и скорости Vr перемещения короткого пресс-штемпеля 6 выбирают в оптимальном интервале, указанном выше, и в зависимости от экструдируемого материала и технологических параметров процесса.
После завершения экструдирования (фиг. 2,f) подача жидкости из магистрали 41 высокого давления прекращается путем закрытия клапана 42 наполнения, при этом внутренняя полость 40 главного силового цилиндра через тот же клапан 42 наполнения соединяется с магистралью 47 низкого давления, а клапан 56 закрывается. При открытии клапанов 48, 49, 50, 51 осуществляется подача жидкости высокого давления во внутреннюю полость 34 силового цилиндра перемещения иглы 4, которая, перемещаясь вперед, своим буртом 77 воздействует на фланец 71 прошивня 8 и продвигает его в том же направлении. При этом с помощью прошивня отделяют пресс-остаток и выталкивают изделие из матрицы 5 (фиг. 2,g).
Далее внутренние полости 45 цилиндров возврата подвижной траверсы 37 соединяют через клапаны 68 с магистралью 41 высокого давления, при этом короткий пресс-штемпель 6 и игла 4 перемещаются влево, а цилиндрическая втулка 72 остается в выдвинутом правом положении (фиг. 2,g). После того как бурт 77 иглы 4 коснется внутреннего бурта 73 цилиндрической втулки 72, последняя перемещается влево и возвращает прошивень 8 в исходное крайнее левое положение. Фиксация положения прошивня 8 исходном положении обеспечивается подпружиненным элементом 75.
Затем осуществляется отвод основной подвижной траверсы 13 на величину, достаточную для обеспечения съема матрицы 5 с пресс-остатком (фиг. 2,h). Далее с помощью плунжеров 17 контейнер 3 перемещают вправо до его прижима к передней траверсе 10. Эта операция может проводиться с одновременным отводом основной подвижной траверсы 13. При этом пресс-остаток и матрица 5 выводятся из полости втулки 2 контейнера 3 и удерживаются от падения в этом положении иглой 4.
После этого осуществляется съем матрицы с пресс-остатком и механизмом съема и подача матрицы 82 (см. фиг. 5). В соответствии с этим происходит зажим матрицы (фиг. 2,i) и отвод иглы 4 вместе с основной подвижной траверсой 13 в исходное положение (фиг. 2,j). Далее матрица 5 с пресс-остатком перемещается к пресс-ножницам до упора матрицы 5 в фиксирующий элемент, где происходит отделение матрицы 5 от пресс-остатка (фиг. 2,k).
При движении основной подвижной траверсы 13 из внутренней полости 27 цилиндров стабилизации жидкость вытесняется во внутреннюю полость 28 дополнительного цилиндра, при этом происходит выдвижение плунжера 30 дополнительного цилиндра в исходное положение.
Далее цикл может быть повторен.
Использование стабилизирующих цилиндров, гидравлически связанных с внутренней полостью 28 дополнительных цилиндров, позволяет автоматически без какой-либо регулировки извне получать оптимальную постоянную величину Kv1, т. е. в полном объеме реализовывать предлагаемый способ экструдирования. Конструкция пресса позволяет автоматически поддерживать необходимое оптимальное соотношение Kv1 даже при постоянном изменении скорости плунжера 20 главного силового цилиндра и, соответственно, основной подвижной траверсы 13.
Конструкция стабилизирующих цилиндров очень проста и они могут быть без особого труда установлены на любом прессе.
Дополнительный трубопровод 59 обеспечивает основной подвижной траверсе 13 возможность совершать холостые хода любой величины. В случае отсутствия этой связи при движении траверсы 13 во внутренних полостях 27 стабилизирующих цилиндров освобождается пространство, при этом давление на короткий пресс-штемпель 6 отсутствует. Это приводит к тому, что во внутренней полости 27 цилиндров стабилизации может создаваться разрежение.
При заданной величине Kv1 площадь поперечного сечения F2 плунжера 24 стабилизирующего цилиндра выбирается из соотношения
F2 = F1(1 - 1/Kv1) (4),
где F2 - площадь поперечного сечения плунжера 24 стабилизирующего цилиндра;
F1 - площадь поперечного сечения плунжера 30 дополнительного цилиндра;
Kv1 - величина соотношения Vc/Vr.
Длина H1 внутренней рабочей 28 полости дополнительного цилиндра равна
H1 = Hp(1 - 1/Kv1) (5),
где H1 - длина внутренней рабочей полости 28 дополнительного цилиндра;
Hp - максимальная длина рабочего хода плунжера 24 стабилизирующего цилиндра и основной подвижной траверсы 13.
При наличии нескольких цилиндров стабилизации площадь F2 их поперечного сечения суммируется ΣF2.
На гидравлическом экструзионном прессе (фиг. 5) может быть установлено по крайней мере два форсирующе-возвратных силовых цилиндра, каждый из которых выполнен в виде цилиндрического корпуса 83 с расположенным в нем ступенчатым плунжером 84. Один из указанных элементов каждого форсирующе-возвратного силового цилиндра может быть неподвижно закреплен на одной из поперечин 11, а другой на основной подвижной траверсе 13, при этом внутренняя полость 85 каждого из них сообщается с магистралями высокого 41 и низкого 47 давления жидкости.
При таком выполнении гидравлического пресса в случае необходимости совершить холостой ход жидкость из магистрали 41 высокого давления подается только во внутреннюю полость 85 форсирующе-возвратных цилиндров. В это время во внутреннюю полость 40 главного силового цилиндра поступает только жидкость из магистрали 47 низкого давления.
Для совершения рабочего хода основной подвижной траверсы 13 во внутреннюю полость 40 главного силового цилиндра прекращается подача жидкости из магистрали 47 низкого давления и начинается подача жидкости из магистрали 41 высокого давления. В форсирующе-возвратные цилиндры можно продолжать подавать жидкость из магистрали 41 высокого давления, если для экструдирования полых изделий достаточно усилия только главного силового цилиндра. В этом случае во внутренние полости 85 форсирующе-возвратных цилиндров подают жидкость из магистрали 47 низкого давления.
В гидравлическом экструзионном прессе внутренняя полость 85 каждого из форсирующе-возвратных цилиндров может быть гидравлически связана через осевой канал 86 в плунжере 84, трубопровод 87, клапан 88 и трубопровод 89 с внутренней полостью 28 дополнительного цилиндра.
Такая гидравлическая связь позволяет использовать форсирующе- возвратные цилиндры в дополнение к стабилизирующим цилиндрам.
В гидравлическом экструзионном прессе внутренние полости 85 и 27 связанны с помощью магистралей 89 и 26 с внутренней полостью дополнительного цилиндра. Полости 85 и 27 также через дополнительный трубопровод 59 связаны с магистралями высокого 41 и низкого 47 давления с помощью клапанов 60, 90, 91.
Перед началом работы пресса клапаны 60 и 90 открыты. В момент начала холостого хода основной подвижной траверсы 13 через клапаны 90, 91 во внутренние полости 85 форсирующе-возвратных цилиндров поступает жидкость из магистрали 41 высокого давления. Одновременно через клапан 60 поступает жидкость в цилиндры стабилизации из магистрали 47 низкого давления.
Во время холостого хода основной подвижной траверсы 13 и последующей стадии распрессовки заготовки 1 клапаны 52 и 88 закрыты. После окончания распрессовки заготовки 1 клапаны 60 и 90 закрываются, а клапаны 52 и 88 открываются. При этом плунжер 30 вытесняет жидкость из внутренней полости 28 во внутренние полости 27 цилиндров стабилизации и внутренние полости 85 форсирующе-возвратных цилиндров.
Как уже описывалось выше, в результате этого плунжер 30 дополнительного цилиндра совершает обратный ход с заданной скоростью. При этом скорость Vr перемещения короткого пресс-штемпеля 6 становится меньше скорости Vc перемещения контейнера 3. На поверхностях заготовки 1 возникают силы трения активного действия τac, направленные в сторону истечения металла. Поскольку помимо цилиндров стабилизации жидкость перетекает из внутренней полости 28 дополнительного цилиндра в полости 85 форсирующе-возвратных цилиндров, то отставание короткого пресс-штемпеля 6 будет большим, чем в случае подключения только стабилизирующих цилиндров. Это позволяет расширить интервалы соотношений Vc/Vr и Vm/Vr.
Таким образом, используя различные сочетания включения стабилизирующих и форсирующе-возвратных цилиндров, выполняемые с помощью клапанов 52 и 88, возможно на одном прессе автоматически в пределах рабочего хода основной подвижной траверсы 13 при необходимости получать различные соотношения Vc/Vr, Vm/Vr.
Гидравлический экструзионный пресс может содержать дополнительное дросселирующее устройство (фиг. 6), состоящее из корпуса 94 с четырьмя отверстиями: двумя входными 95, 96 и двумя выходными 97, 98. Внутри корпуса установлен золотник 99 с двумя сквозными полостями 100, 101. С правой стороны на золотник 99 действует пружинный элемент 102. С левой стороны золотник 99 ограничен корпусом 103 гидравлического силового цилиндра перемещения золотника. Плунжер 104 этого цилиндра одним концом жестко закреплен на золотнике 99. Конфигурация и геометрические размеры сквозных полостей 100, 101 определяют величины соотношений Vc/Vr и Vm/Vr.
Полость 100 с помощью трубопровода 93 через отверстие 95 в корпусе 94 связана с внутренней полостью 28 дополнительного цилиндра, а полость 101 с помощью трубопровода 67 через аналогичное отверстие связана с внутренней полостью 34 силового цилиндра иглы 4. С противоположной стороны сквозные полости 100, 101 в золотнике 99 через выходные отверстия 97, 98 в корпусе 94 связаны с магистралями 47 низкого давления с помощью трубопроводов 105, 106.
Внутренняя полость 107 силового цилиндра перемещения золотника 99 с помощью трубопровода 53 также связана с внутренней полостью 28 дополнительного цилиндра. На корпусе 94 дополнительного дросселирующего устройства 54 со стороны пружинного элемента 102 установлена крышка 108, которая обеспечивает регулирование усилия сжатия пружинного элемента 102, что позволяет устанавливать необходимые соотношения Vc/Vr, Vm/Vr. Золотник 99 (см. фиг. 6) может иметь сквозные окна 100, 101 переменного сечения как сплошные, так и с перемычками 109 (фиг. 7). Внутренние полости 28, 34, через клапаны 92, 56 связаны со сквозными полостями 100, 101 золотника 99. Дополнительная регулировка дросселирующего устройства осуществляется с помощью ходового винта 110 выбором тех или иных соотношений Vc/Vr и Vm/Vr. Ходовой винт 110 установлен неподвижно на торце золотника 99 со стороны пружинного элемента 102. Крышка 108 имеет сквозное отверстие для прохождения ходового винта 110.
Такой пресс работает следующим образом.
После помещения нагретой заготовки 1 (фиг. 5) во втулку 2 контейнера 3 подают высокое давление во внутренние полости 85 форсирующе-возвратных цилиндров через открытые клапаны 91, 90. После чего основная подвижная траверса 13 начинает совершать холостой ход. При этом клапан 60 открыт, а клапан 42 наполнения закрыт для жидкости высокого давления и открыт для жидкости низкого давления. Поэтому во внутреннюю полость 40 главного силового цилиндра и внутренние полости 27 стабилизирующих цилиндров поступает жидкость низкого давления. При этом клапаны 52, 56, 88 и 92 закрыты. После того как короткий пресс-штемпель 6 войдет в контакт с заготовкой 1, а та, в свою очередь, с матрицей 5 клапан 42 наполнения открывает магистраль высокого давления и закрывает магистраль низкого давления.
Начинается стадия распрессовки и истечения металла в зазор между каналом матрицы 5 и иглой 4. При этом клапаны 60, 90, 91 закрываются, а клапаны 52, 88, 92 и 56 все сразу или в определенной последовательности открываются. Жидкость из внутренней полости 28 дополнительного цилиндра начинает поступать в полости 27, 85 стабилизирующих и форсирующе-возвратных цилиндров и через клапан 92 подходит к сквозному отверстию 100 в золотнике 99 и к внутренней полости 107 силового цилиндра перемещения золотника 99. Одновременно с этим открываются клапаны 51, 50 и жидкость высокого давления через распределительное устройство 46 поступает во внутренние полости 44 возвратных цилиндров перемещения иглы 4. В случае, если закрыт клапан 49, игла 4 перемещается в процессе экструдирования заготовки 1 со скоростью контейнера 3 (Vm= Vc). Для выполнения условия (Vm < Vc) открываются клапаны 49, 56 и жидкость из внутренней полости 34 цилиндра перемещения иглы 4 под действием давления, создаваемого во внутренних полостях 44 возвратных цилиндров иглы, начинает вытесняться через отверстие 101 в золотнике 99 и через выходное отверстие 98 и трубопровод 106 поступает в магистраль 47 низкого давления. Игла 4 вместе с иглодержателем 36 и плунжером 35 отводится при этом назад и ее скорость Vm перемещения в сторону истечения металла будет меньше скорости Vc перемещения контейнера 3 (Vm < Vc).
Под воздействием усилия экструдирования, передаваемого на пресс-штемпель 6 и иглу 4, происходит вытеснение рабочей жидкости из полостей 28 и 34 дополнительного и силового цилиндров перемещения иглы через открытые клапаны 52, 88, что обеспечивает выполнение выбранных для экструдирования соотношений Vc/Vr и Vm/Vr.
Жидкость из внутренней полости 28 дополнительного цилиндра одновременно воздействует на плунжер 104 дополнительного дросселирующего устройства 54, при этом плунжер 104 воздействует на золотник 99, перемещая его вправо (фиг. 6). Этому перемещению противодействует пружинный элемент 102, который одной стороной упирается в золотник 99, а другой в крышку 108. В процессе экструдирования боковая поверхность заготовки 1 уменьшается, поэтому доля усилия, передаваемого на заготовку 1 через контейнер 3, также уменьшается, а доля усилия, передаваемого через короткий пресс-штемпель 6, увеличивается. Вследствие этого давление во внутренней полости 28 дополнительного цилиндра постоянно увеличивается, а следовательно, повышается усилие на плунжерах 30 и 104 дополнительного и силового цилиндров перемещения золотника 99. Под воздействием этого усилия плунжер 104 и золотник 99 непрерывно перемещаются вправо, сжимая при этом пружинный элемент 102. При перемещении золотника 99 его сквозные отверстия 100, 101 в различные моменты времени по разному будут располагаться относительно входных 95, 96 и выходных 97, 98 отверстий в корпусе 94 дополнительного дросселирующего устройства (фиг. 6).
Сквозные отверстия 100, 101 (фиг. 7,a) выполняются постоянного или переменного сечения по длине золотника 99. Отверстие, связанное с внутренней полостью 34 силового цилиндра перемещения иглы 4, имеет перемычки 109 (см. фиг. 7, b, c), обеспечивающие поступательное перемещение иглы 4 при ее циклическом нагружении. Это позволяет снизить адгезию металла к игле 4, что повышает качество внутренней поверхности получаемого полого изделия. В результате этого скорости обратного хода плунжеров 30, 35 дополнительного и силового цилиндров перемещения иглы будут переменными. Таким образом, соотношения Vc/Vr, Vm/Vr могут быть как переменными, так и постоянными в течение всего цикла экструдирования.
Вышеописанное дополнительное дросселирующее устройство является универсальным, обеспечивающим дополнительное вытеснение жидкости из полостей 28, 34 как одновременно, так и раздельно.
В конструкции пресса (фиг. 8) входит система стабилизации скорости Vc перемещения иглы 4 по отношению к скорости Vr перемещения короткого пресс-штемпеля 6.
Эта система включает в себя: закрепленную на полом плунжере 30 дополнительного цилиндра промежуточную подвижную траверсу 111, жестко связанную, по меньшей мере, с одним промежуточным цилиндром, состоящую из цилиндрического корпуса 112 и плунжера 113. Один из элементов этого цилиндра жестко связан с промежуточной подвижной траверсой 111, а другой - с основной подвижной траверсой 13. Внутренняя полость 114 промежуточного цилиндра через клапан 115 и трубопровод 116 связана с внутренней полостью 44 возвратного цилиндра иглы 4. Дополнительно внутренняя полость 44 этого возвратного цилиндра через клапаны 50, 51, трубопровод 69 и распределительное устройство 46 соединено с магистралью 41 высокого давления.
Полость 34 силового цилиндра перемещения иглы 4 через клапаны 49 и 119 и трубопровод 117 соединена с внутренней полостью 85 форсирующе-возвратных цилиндров, а через клапан 91 с магистралью 41 высокого давления. Соединение других полостей цилиндров магистралями и расположение клапанов идентично вышерассмотренным гидравлическим схемам, представленным на фиг. 3 и 5.
Работа пресса, представленного на фиг.8, в основном аналогична описанному выше на фиг. 5.
Перед началом экструдирования внутренняя полость 28 дополнительного цилиндра сообщается с магистралью 47 низкого давления через трубопровод 26, клапан 52, канал 25 в плунжере 24 стабилизирующего цилиндра и его полость 27, клапаны 60, 91 и клапан 42 наполнения. С этой же магистралью соединена внутренняя полость 114 промежуточного цилиндра через клапаны 115, трубопровод 116, канал в полости плунжера 39 возвратного цилиндра перемещения иглы 4, трубопровод 69, клапаны 51, 50 и распределительное устройство 46. В этот момент клапан 49 временно закрыт.
После подачи заготовки 1 в полость втулки 2 контейнера 3 открывается клапан 49 и распределительное устройство 46 срабатывает так, что жидкость поступает в полость 34 силового цилиндра перемещения иглы 4. В результате чего плунжер 35 перемещает иглодержатель 36 и иглу 4 сквозь полый короткий пресс-штемпель 6 и отверстие в заготовке 1 и устанавливает иглу в канале матрицы 5. После этого с помощью клапана 49 перекрывается трубопровод 55, при этом в полости 34 силового цилиндра иглы остается рабочая жидкость, а с помощью клапана 52 - трубопровод 26, при этом в полости 28 дополнительного цилиндра также остается рабочая жидкость.
При необходимости вести экструдирование в условиях равенства скоростей перемещений контейнера 3 и иглы 6 (Vc=Vm) рабочая жидкость во внутренней полости 34 силового цилиндра перемещения иглы 4 запирается с помощью клапана 49. В процессе экструдирования вместе с основной подвижной траверсой 13 перемещается как одно целое дополнительный цилиндр, а закрепленные на траверсе 13 толкатели 32 упираются своими торцами в контейнер 3, приводя последний в совместное движение.
Для выполнения заданного соотношения Vm/Vr открывают клапаны 115 и 49. Поскольку перед началом экструдирования внутренние полости 114 и 44 промежуточного точного и возвратного цилиндров посредством закрытия клапана 51 отключают от магистрали 41 высокого давления, то жидкость из внутренней полости 34 силового цилиндра перемещения иглы 4 под действием плунжера 39 возвратного цилиндра поступает через клапан 49, трубопровод 117, клапан 119 во внутреннюю полость 85 форсирующе-возвратного цилиндра. При этом клапан 68 открыт и жидкость из полости 45 цилиндра возврата подвижной траверсы вытесняется в магистраль 47 низкого давления. Причем закрытый клапан 60 исключает возможность слива жидкости в магистраль 47 низкого давления из стабилизирующих цилиндров при рабочем ходе основной подвижной траверсы 13.
Скорость экструдирования определяется разностью скорости перемещения основной подвижной траверсы 13 и скоростью обратного хода плунжера 30 дополнительного цилиндра. Стабилизирующий цилиндр 23 обеспечивает постоянную разность между скоростью Vс перемещения контейнера 3 и скоростью Vr перемещения короткого пресс-штемпеля 6.
Дополнительные возможности по изменению кинематического коэффициента Kv1 контейнера появляются при использовании дополнительного дросселирующего устройства 54 (его работа описана выше).
Вытеснение жидкости из внутренней полости 114 промежуточного цилиндра через клапан 115 во внутреннюю полость 44 возвратных цилиндров перемещения иглы 4 и одновременное перетекание жидкости из внутренней полости 34 силового цилиндра перемещения иглы 4 во внутреннюю полость 85 форсирующе-возвратного цилиндра при открытых клапанах 49, 119 и закрытом клапане 90 обеспечивает выполнение заданного соотношения Vm/Vr.
В этом случае выполняются следующие кинематические условия
Vc > Vm > Vr
Kv1 = Vc/Vr=const,
Kv2 = Vm/Vr=const,
Kv3 = Kv1/Kv2=Vc/Vm=const.
Схема является универсальной и позволяет быстро переходить на обратный способ экструдирования посредством запирания жидкости во внутренних полостях 28 и 34 дополнительного и силового цилиндров перемещения иглы 4 с помощью клапанов 49, 51, 52 и 115. В этом случае скорости перемещения короткого пресс-штемпеля 6, контейнера 3 и иглы 4 равны (Vr=Vc=Vm).
Расчет параметров всех цилиндров производится с учетом того, что плунжер 20 главного силового цилиндра совершает рабочий ход на ту же величину, что и плунжер 84 (F4) форсирующе-возвратного цилиндра и цилиндрический корпус 23 (F2) стабилизирующего цилиндра. Плунжер 30 дополнительного цилиндра (F1) при совершении обратного хода перемещается на длину рабочей полости, равной H1. Следовательно, для поддержания Kv1 постоянным необходимо выдержать соотношения
F1H1=F2Hp (6),
F2=F1(H1/Hp) (7),
где F1 - площадь поперечного сечения плунжера 30 дополнительного цилиндра;
F2 - суммарная площадь поперечного сечения плунжеров 24 стабилизирующих цилиндров;
H1 - длина рабочей полости 40 главного цилиндра пресса.
Учитывая, что
Kv1=Hp/(Hp-H1) (8),
H1/Hp=1-1/Kv1 (9),
следовательно
F2=F1(1-1/Kv1) (10)
Аналогичная зависимость устанавливается между площадями F3 плунжера 35 силового цилиндра перемещения иглы 4 и F4 плунжера 84 форсирующе-возвратного цилиндра.
Для обеспечения постоянства величины кинематического коэффициента Kv3
Kv3=Hp/(Hp-H2) (11)
необходимо выполнение условия
F4=F3(1-1/Kv3) (12),
где F3 - площадь поперечного сечения плунжера 35 силового цилиндра перемещения иглы 4;
F4 - суммарная площадь поперечного сечения плунжеров 84 форсирующе-возвратных цилиндров;
H2 - величина перемещения иглы 4 относительно пресс-штемпеля.
При ходе иглы 4 в обратном направлении плунжер 35 силового цилиндра перемещения иглы 4 и корпус 38 возвратного цилиндра перемещения иглы (F5) совершают одинаковое перемещение H2, равное длине рабочей части внутренней полости силового цилиндра перемещения иглы 4. Это перемещение для плунжеров 113 (F6) промежуточных цилиндров равна длине рабочей части внутренней полости 28 дополнительного цилиндра. Тогда выполняются соотношения
F6H1=F5H2 (13),
F6=F5(H2/H1) (14),
H1=Hp(1-1/Kv1) (15),
H2=Hp(1-1/Kv2) (16),
F6=F5(Hp(1-1/Kv3)/Hp(1-1/Kv1) (17)
F6=F5(1-1/Kv3)/(1-1/Kv1) (18),
где F5 - суммарная площадь поперечного сечения плунжеров 39 возвратных цилиндров перемещения иглы;
F6- суммарная площадь поперечных сечений плунжеров 113 промежуточных цилиндров.
Конструкция патентуемого гидравлического пресса проста и надежна в эксплуатации за счет применения зависимых приводов перемещения контейнера, короткого пресс-штемпеля и иглы, когда автоматически на протяжении всего цикла работы поддерживаются заданные кинематические условия, независимо от скорости перемещения основной подвижной траверсы. Усилие экструдирования при этом на 15-20% ниже способа прямого экструдирования и на 5-10% выше обратного способа.
Размещение дополнительного цилиндра внутри основной подвижной траверсы позволяет до 20% уменьшить длину пресса по сравнению с прессами, имеющими раздельные привода перемещения контейнера, пресс-штемпеля и иглы.
Выполнение функций форсирующих, возвратных и стабилизирующих цилиндров одной парой универсальных цилиндров существенно упрощает конструкцию пресса, снижает ее металлоемкость, облегчает ее обслуживание и уменьшает габаритные размеры пресса.
Применение простого в эксплуатации универсального гидравлического дополнительного дросселирующего устройства, предназначенного для выполнения заданных кинематических условий как для контейнера, так и иглы позволяет существенно расширить технологические возможности пресса без применения сложных в эксплуатации электронных программных регуляторов скорости.
Новым решением является применение системы цилиндров, стабилизирующих скорости перемещения контейнера и иглы.
В предлагаемом прессе путем простого переключения клапанов, установленных на магистралях высокого и низкого давления, достигается то или иное необходимое для изготовления конкретной продукции соотношение скоростей контейнера, короткого пресс-штемпеля и иглы.
Затраты на изготовление пресса на 10-15% выше затрат на изготовление обратных прессов, однако это компенсируется повышением производительности и улучшением качества получаемых изделий.
Предлагаемый гидравлический экструзионный пресс за счет рационального конструктивного исполнения имеет небольшие габаритные размеры из-за малой металлоемкости, отличается небольшим вспомогательным временем и высоким коэффициентом использования металла заготовки. Производительность такого пресса в 2-2,5 раза превышает производительность пресса прямого действия и в 1,3-1,8 раз пресса обратного действия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГОРЯЧЕГО ЭКСТРУДИРОВАНИЯ МЕТАЛЛА С АКТИВНЫМ ДЕЙСТВИЕМ СИЛ ТРЕНИЯ И ГИДРАВЛИЧЕСКИЙ ЭКСТРУЗИОННЫЙ ПРЕСС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2105621C1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ С АКТИВНЫМ ДЕЙСТВИЕМ СИЛ ТРЕНИЯ | 2005 |
|
RU2285570C1 |
| Устройство к экструзионному прессу для отделения пресс-остатка от матрицы | 1991 |
|
SU1819193A3 |
| Гидравлический трубный пресс | 1975 |
|
SU556861A1 |
| Гидравлический пресс для выдавливания труб | 1990 |
|
SU1785456A3 |
| СПОСОБ КОМБИНИРОВАННОГО ИЗГОТОВЛЕНИЯ КОЛЕС ИЗ ЛЕГКИХ СПЛАВОВ | 1995 |
|
RU2095184C1 |
| Устройство для экструдирования заготовок | 1976 |
|
SU632426A1 |
| Способ холодного экструдирования труб из слитков алюминиевых сплавов | 1978 |
|
SU889179A1 |
| Способ полунепрерывного экструдирования легких сплавов | 1978 |
|
SU776690A1 |
| Способ прессования труб | 1974 |
|
SU504574A1 |
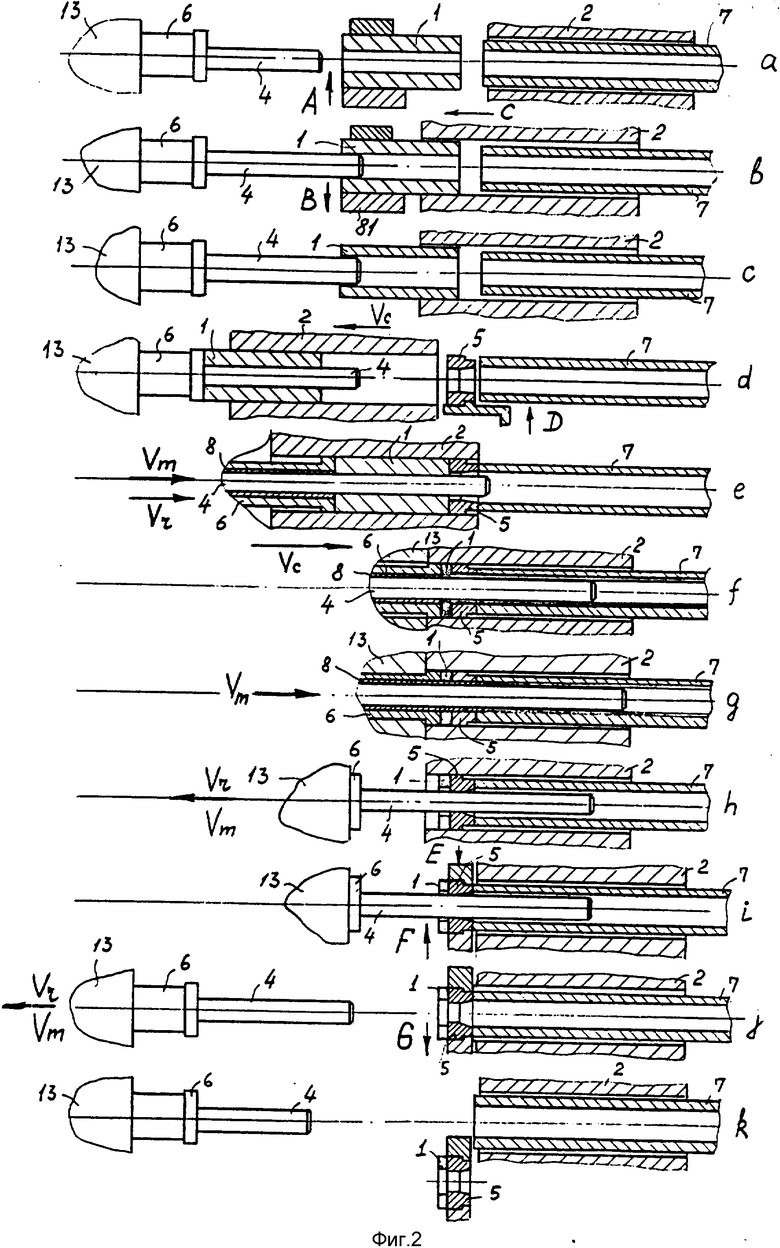
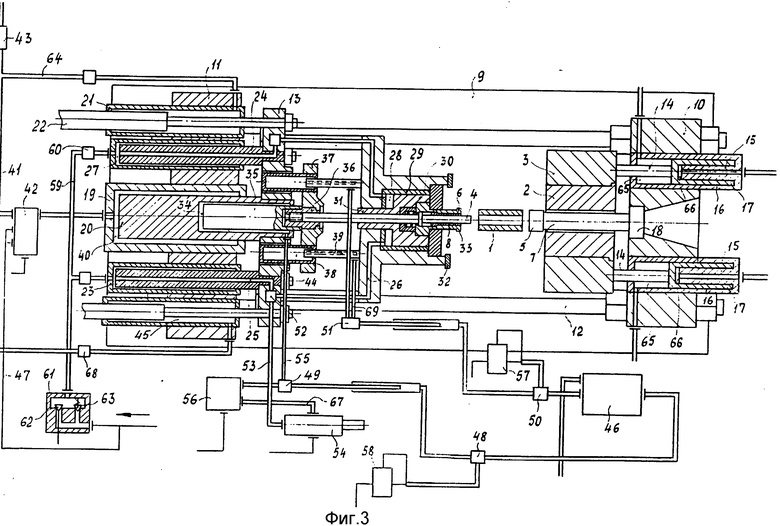
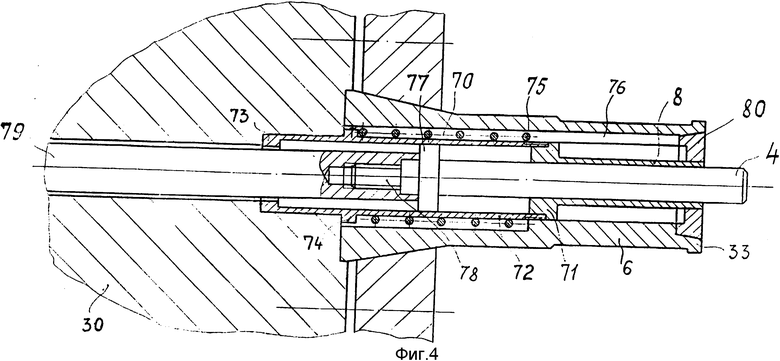
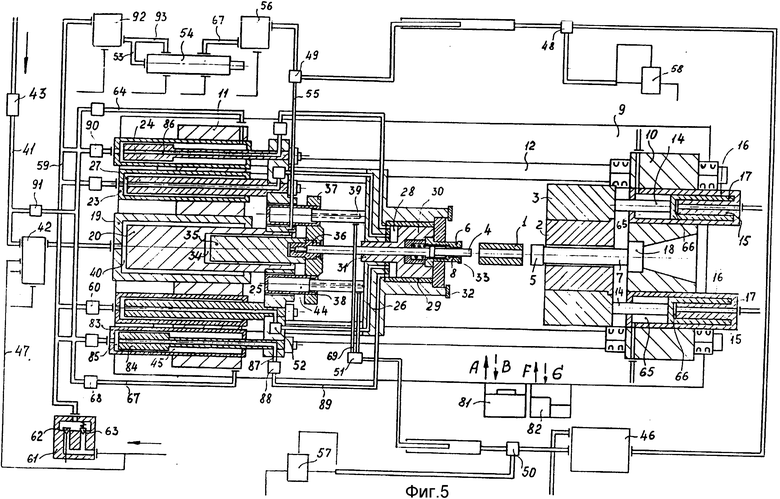



Изобретение относится к обработке металлов давлением. Способ горячего экструдирования и гидравлический пресс для его осуществления могут быть использованы для получения полых изделий, находящих широкое применение в авиастроении, химическом машиностроении, судостроении и т.д. Способ включает нагрев полой заготовки, подлежащей экструдированию. Заготовку размещают во втулке контейнера, в который через полость этой заготовки пропускают иглу. Далее заготовку выдавливают с помощью короткого пресс-штемпеля через образованный каналом матрицы и иглой кольцевой зазор, определяющий форму и геометрические размеры готового изделия. В процессе экструдирования отношения скоростей перемешения поддерживают в интервалах: отношение скорости Vс перемещения контейнера и скорости перемещения короткого пресс-штемпеля Vr 1,01 - 1,4; отношение скорости Vm перемещения иглы и скорости Vr перемещения короткого пресс-штемпеля 1,01 - 1,05; отношение скорости Vс перемещения контейнера и скорости Vm перемещения иглы 1,02 - 1,33. Гидравлический экструзионный пресс содержит станину, переднюю и заднюю поперечины, контейнер, установленный с возможностью возвратно-поступательного перемещения. Силовой цилиндр пресса неподвижно закреплен на задней поперечине. Основная траверса с закрепленным на ней плунжером связана с дополнительным цилиндром, на котором закреплен короткий пресс-штемпель. Полый длинный пресс-штемпель закреплен на передней поперечине соосно с коротким. В полости короткого пресс-штемпеля установлена игла с иглодержателем. Пресс также снабжен прошивнем с фланцем. 2 с. и 23 з.п. ф-лы, 8 ил.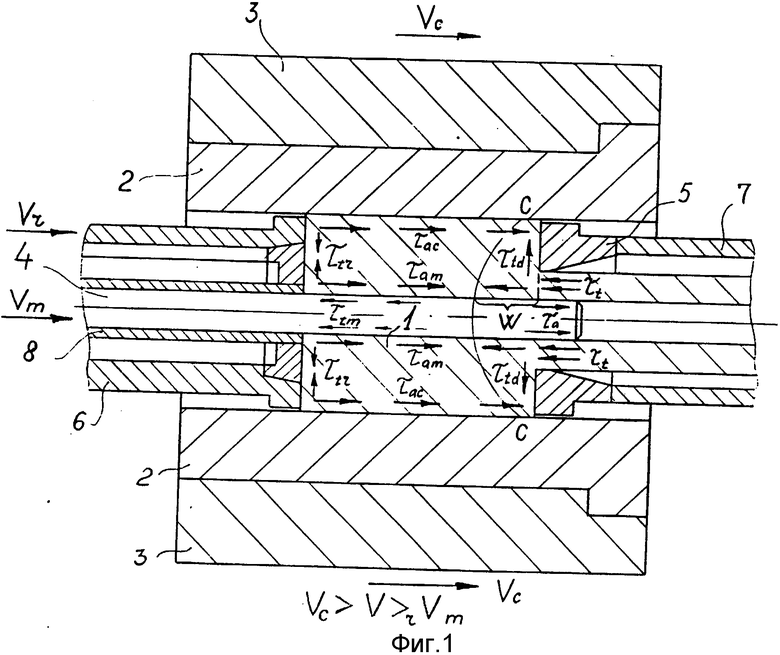
F2 = F1 (1 - 1 / Kv 1),
где F1 - площадь поперечного сечения дополнительного цилиндра;
F2 - площадь поперечного сечения стабилизирующего цилиндра;
Kv 1 - заданная постоянная величина соотношения vc / vr скорости vc перемещения контейнера и скорости vr перемещения короткого пресс-штемпеля.
ΣF2 = F1(1-1/Kv1max),
где F1 - площадь поперечного сечения дополнительного цилиндра;
ΣF2 - суммарная площадь поперечных сечений всех пар стабилизирующих цилиндров;
Kv 1 m a x - максимальная величина соотношения vc / vr скорости vc перемещения контейнера и скорости vr перемещения короткого пресс-штемпеля.
| SU, авторское свидетельство, 504574, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| "Известия высших учебных заведений" | |||
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Счетный сектор | 1919 |
|
SU107A1 |

