;1
Изобретение относится к трубопрокатной области промышленности.
Известный стан содержит подвижную обжимную и редукционную клети, механизм подачи, распределительно-поворотный механизм, связанный с патроном поворота, установленным перед обжимной клетью, и патрон заготовки с толкателем.
Для того, чтобы уменьшить угол поворота враш,ающихся масс механизма подачи и тем самым повысить надежность работы подаюш,его механизма в предлагаемом стане редукционная клеть установлена неподвижно на расстоянии от патрона поворота, превышаюшем длину заготовки, а привод ее валков выполнен от распределительно-поворотного механизма.
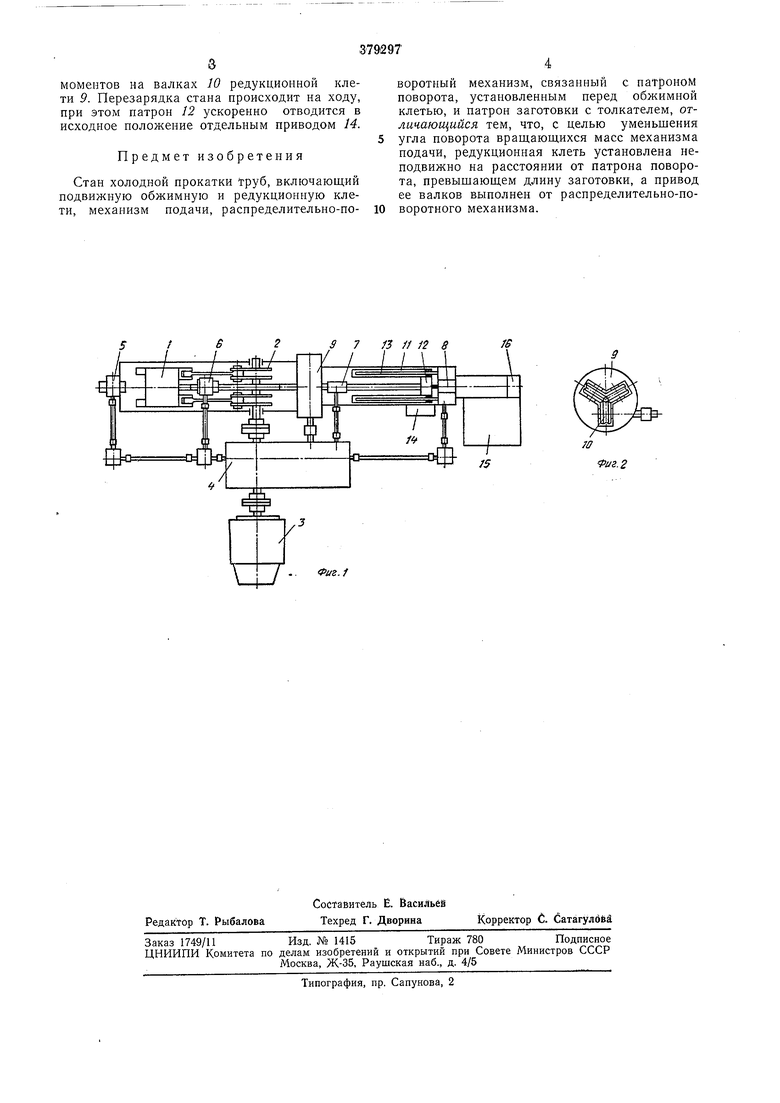
На фиг. 1 показан предложенный стан в плане, на фиг. 2 - редукционная клеть.
Стан состоит из валковой кассеты / с главным приводом 2 от электродвигателя 3, распределительно-поворотного механизма 4, связанного с патронами 5 к 6 поворота и патронйми 7 и S стержня оправки. Редукционная клеть 9 установлена неподвижно на расстоянии от патрона 6, превышающем длину заготовки. Привод валков 10 редукционной клети осуществляется от распределительно-поворотного механизма. Стан имеет гидравлический толкатель, выполненный в виде цилиндра 11,
который закреплен в патроне 12 заготовки, а плунжер 13 - в патроне 8 стержня. Патрон заготовки связан с приводом 14 ускоренного его отвода. На столе 15 загрузки расположен
толкатель 16.
Во время работы заготовка со стола загрузки поступает на ось прокатки и толкателем 16 подается в зону действия патрона 12. Кулачки патронов 8 и 12 разжаты и пропуекают заготовку. После этого кулачки патронов закрываются, и заготовка через патрон 7 под действием гидравлического толкателя подается в редукционную клеть 9, валки 10 которой поворачиваются прерывисто на угол,
определяемый величиной подачи и настраиваемый распределительно-поворотным устройством 4. При этом заготовка редуцируется на 3-8% и одновременно прерывисто перемещается в сторону валковой кассеты /.
Редукционная клеть 9 располагается от патрона 6 поворота на расстоянии, превышающем длину заготовки, таким образом, поворот заготовки и трубы происходит независимо от подачи, так как между заготовкой, находящейся в редукционной клети 9, и заготовкой, находящейся в валковой кассете 1, имеется стык.
Гидравлический толкатель осуществляет непрерывный подпор заготовки, способствуя
тем самым стабильности подачи и снижению
моментов на валках 10 редукционной клети 9. Перезарядка стана происходит на ходу, при этом патрои 12 ускоренно отводится в исходное положение отдельным приводом 14.
Предмет изобретения
Стан холодной прокатки труб, включающий подвижную обжимную и редукционную клети, механизм подачи, распределительно-поворотный механизм, связанный с патроном поворота, установленным перед обжимной клетью, и патрон заготовки с толкателем, отличающийся тем, что, с целью уменьшения угла поворота вращающихся масс механизма подачи, редукционная клеть установлена неподвижно на расстоянии от патрона поворота, превышающем длину заготовки, а привод ее валков выполнен от распределительно-поворотного механизма.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан пилигримовой прокатки труб | 1987 |
|
SU1405923A1 |
| СТАН ПИЛИГРИМОВОЙ ПРОКАТКИ ТРУБ | 1967 |
|
SU196692A1 |
| Стан для переменно-периодической прокатки трубчатых конических изделий | 1978 |
|
SU763029A1 |
| РАБОЧАЯ КЛЕТЬ ОБЖИМНОГО ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ С ДВУХОПОРНЫМИ ВАЛКАМИ | 2003 |
|
RU2243042C1 |
| Стан холодной прокатки труб | 1978 |
|
SU747542A1 |
| Многониточный стан холодной прокатки труб | 1974 |
|
SU644564A1 |
| Стан пилигримовой прокатки труб | 1977 |
|
SU740319A1 |
| Передний стол стана холодной прокатки труб | 1978 |
|
SU759155A1 |
| Стан пилигримовой прокатки | 1980 |
|
SU969341A1 |
| Способ холодной прокатки труб | 1988 |
|
SU1657245A1 |
fS
Фиг. 2
.}
