1
Изобретение относится к трубопрокатному производству и касается, в частности, усовершенствования конструкций многониточных станов холодной прокатки труб.
Известен мяогониточный стаи холодной прокатки труб, содержащий неподвижную станину, размещенную в -ней кассету с установленными в подущках комплектами опорных и рабочих ваяков, ее главньш привод, соединенный трансмиссией с механизмом подачи, передним и задним механизмами поворота, которые связаны с попеременно работающими патронами заготовки, и передний патрон.
Недостатком этой конструкции является то, что передний патрон закрывает доступ к валкам, а регулировка синхронной работы механизмов поворота требует рассоединения муфт трансмиссии главного привода.
Цель изобретения - увеличение нроизводительцости стана.
Для этого стан онабл ен связывающим трансмиссию с задним механизмом поворота дифференциальным редуктором, установленной за станиной несущей передний патрон платформой с приводом качания и фиксатором верхнего положения и сцепной муфтой, соединяющей передний патрон с передним механизмом поворота, а в кассете ком-плекты валков размещены взаимно перпендикуляряо в двух параллельных расположенных на расстоянии диаметра валка плоскостях со смещением калибров рабочих валков. Кроме того, в устройстве дифференциальный редуктор связан с червячным редуктором, имеющим приводной червяк, а фиксатор верхнего ноложения платформы выполнен в виде смонтированного на ней приводного эксцентрика и взаимодействующего с ним сухаря, закрепленного на станине.
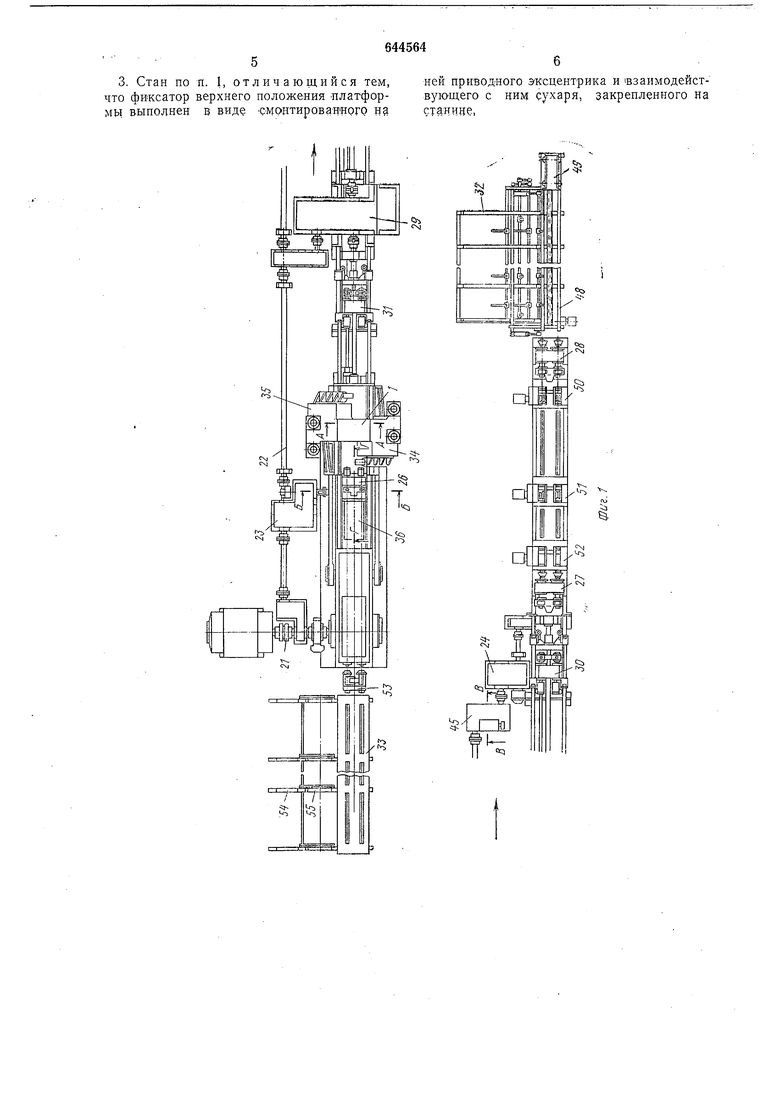
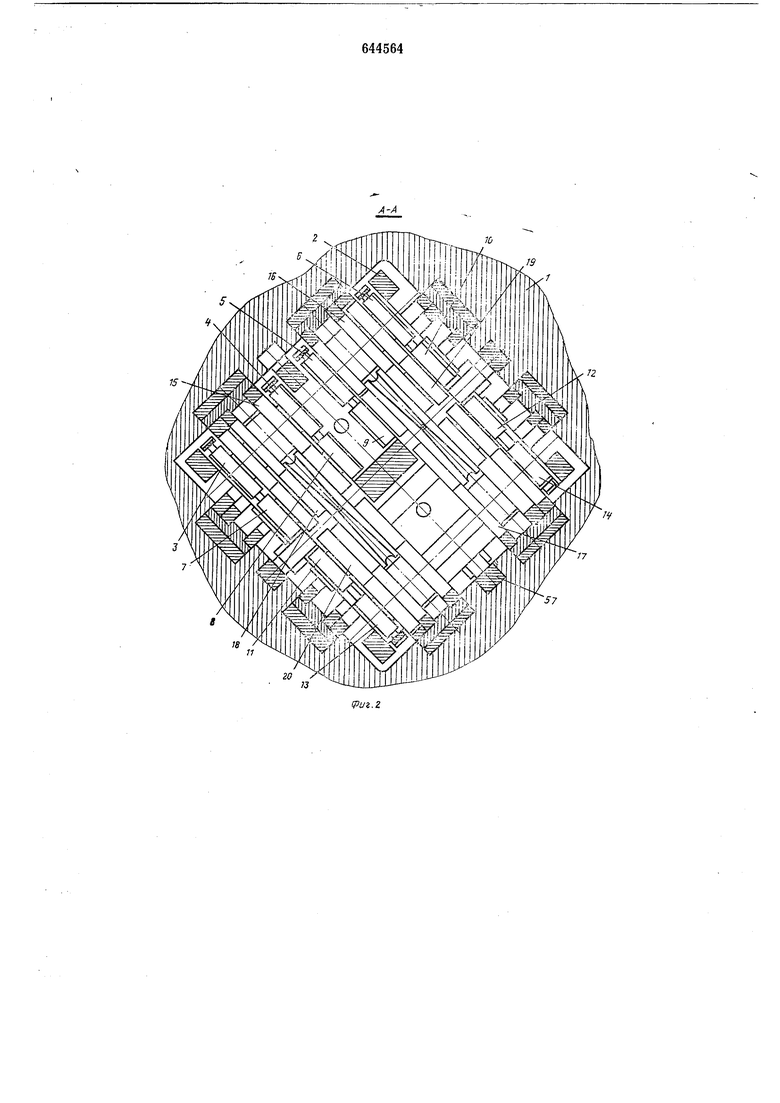
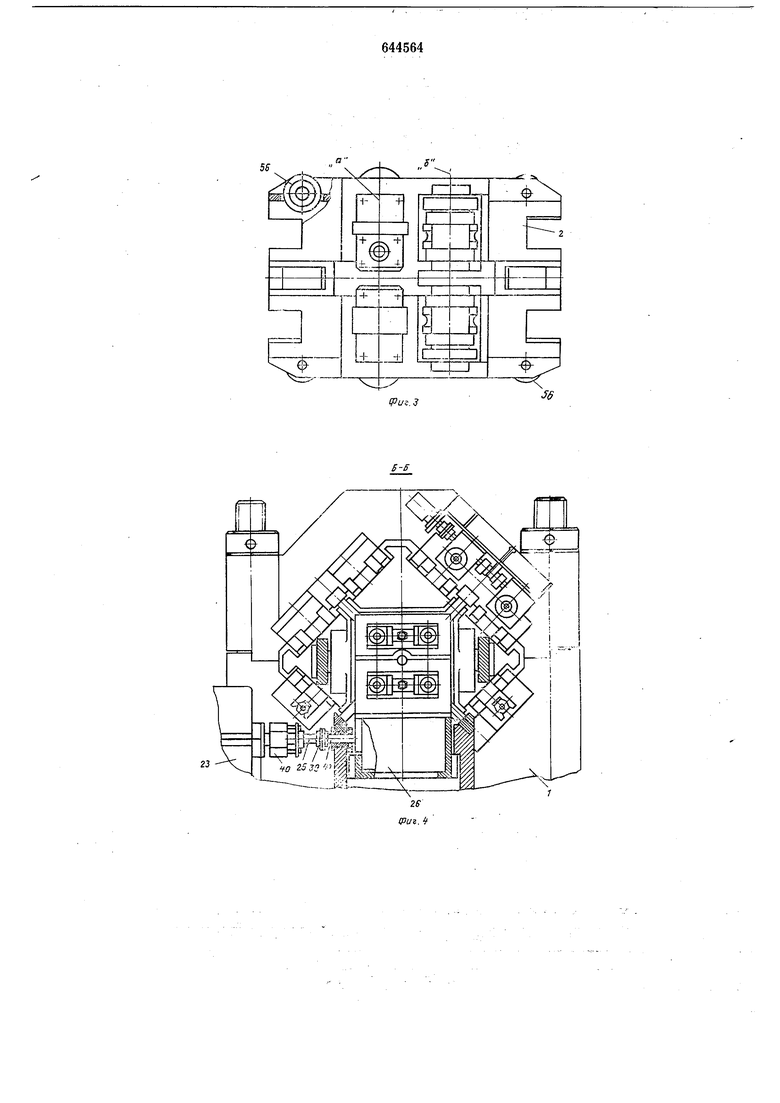
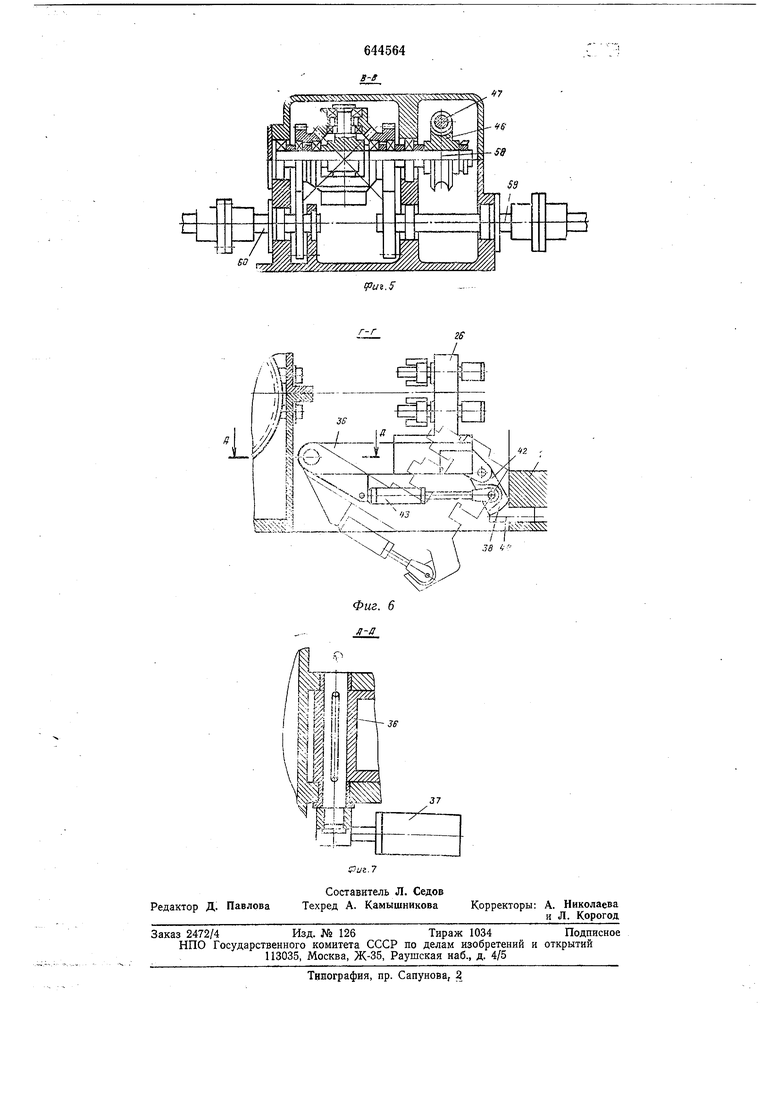
На фнг. 1 показан стан, о-бщий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3- кассета, вид сбоку; на фиг. 4-разрез Б-Б на фиг. 1; на фиг. 5 - разрез В-В на фиг. 1; на фиг. 6 - разрез Г-Г на фиг. 1; на фиг. 7 - разрез Д-Д «а фиг. 6.
Предложенный четырехниточный стан включает неподвижную станину 1, подвижную кассету 2 с установленными в ней в подущках 3-14 опорными и рабочими 18-20 валками, главный привод 21, связанные с ним и между собой трансмиссией 22 передний 23 и задний 24 механизмы поворота. Передний механизм поворота соединен валом поворота 25 с передним патроном 26, а задний -с зажимами стержней 27 и 28.
Подача заготовки осуществляется механизмом подачи 29, поиеремен-но приводящим одни из двух патроиов 30 и 31 заготовки, которая поступает со стола 32 загрузки. Готовая труба попадает иа стол 5 выдачи 33.
Рабочие и опорные валки расположены в двух -параллельных плоскостях, расстояние между Которыми соответствует диаметру валка, Причем калибры рабочих валков ус- 10 тановлены €0 смещением огносительно друг друга.
Оси вращения валков, расположенных в плоскостях а и б, установлены взаимно перпендикулярно и под углом 45° к горизон- 5 тали.
Для донуска к подушкам рабочих валков при oceiBofl регзлировке каждой из четырех ниток неподвиЖная Станина снабжена «онсольными выступамн 34 и 35, длина каж- 20 дого из Которых равна щирине подущки рабочего валка.
За неподвижной станиной 1 установлена платформа 36 с приводом качания 37 и фиксатором 38 верхнего положения. На 25 платформе жестко закреплсН передний патрон, вал поворота которого снабжен управляемой сцепной муфтой 39.
Сцепйая муфта вала поворота переднего патрона управляется от гндроцилиндра 40, 30 перемещающего промежуточный валик 41.
Фиксатор верхнего положения платформы выполяен в виде эксцентрика 42, управляемого от отдельного гидропривода 43. Эксцентрик взаимодействует с сухарем 44, 35 жестко закрепленным на неподвижной станине.
Ста« снабжен таюке соединяющим трансмиссию С задним механизмом поворота дифференциальным редуктором 45, кото- 40 рый в свою очередь связан с червячным редуктором 46, имеющим приводной червяк 47.
Работа стана происходит в следующем порядке.45
Заготовка, -подготовленная к нрокатке, поступает на стол 32 загрузки, откуда передается на желоба 48. Затем толкателем 49 через открытый зажим стержней 28 она перемещается в зону действия подающих 50 роликов 50-52.
Подающие ролики перемещают заготову Через открытые стержней 27 в зону действия патронов 30 и 31 заготовки.
Далее заготовка перемещается в зону 55 деформации одним из патронов 30 или 31, которые работают по обычной схеме с перехватом.
Перемещаемая возвратно-поступательно ассета 2 обеспечивает обжатие заготовоК GO дновременно во Всех четырех нитках.
При перемещении труб патронами 30 и 1 заготовки подающие ролики 50-52 отлежи ают их движение, непрерывно подаая следующую заготовку.65
Когда заготовки пройдут передний зажим 28 стержней, он закрывается, и цикл работы приемного стола 32 повторяется.
Готовая трубапо мере выхода из стана разрезается летучей Пилой 53 на мерные длины, после чего сбрасывается в карманы 54 или 55.
При перевалке платформа 36 опускается, и кассета 2 выкатывается на катках 56 по направляющим 57.
Платформу 36 следует опускать также при зачистке калибров, упираяии труб в проводки переднего патрона 26, отсоединении шатунов Привода 21 от кассеты 2 и в других случаях для удобства работы.
Перед опусканием платформы 36 с передним патроном 26 цилиндром 40 отводится валиК 41.
При настройке синхронной работы механизмов поворота 23 и 24 вращают червяк 47, при этом происходит поворот оси 58 дифференциального редуктора, и вал 59 поворачивается относительно вала 60, который соединен с трансмиссией и является базовым.
Стан такой конструкции позволяет повысить производительность за счет повышения числа двойных ходов клети и числа одновременно прокатываемых труб, при этом он может прокатывать как готовые, так и передельные трубы, вес стаиа значительно снижается при улучшении условий обслуживания.
Формула изобретения
1. Многониточный стан холодной прокатки труб, содержащий неподвижную станину, размещенную в ней подвижную кассету с установленными в подушках комплектами опорных и рабочих валков, ее главный прнвод, соединенный трансмиссией с механизмом подачи, передним и .задним механизмами поворота, Которые Связаны с попеременно работаЮЩими патронами заготовки, и передний патрон, отличающийся тем, что, с целью увеличения производительности, он снабжен связывающим трансмиссию с задним механизмом поворота дифференциальным редуктором, установленной за станиной несущей передний патрон платформой с приводом качания и фиксатором верхнего положения и сцепной муфтой, соединяющей передний патрон С передним механизмом поворота, а в кассете комплекты валков размещены взаимно перпендикулярно в двух Параллельно расположенных нарасстояиии диаметра валка плоскостях со смещением калибров рабочих валков.
2. Стан по п. 1, отличающийся тем, что, с целью подстройки патронов поворота, дифференциальный редуктор связан с червячным редуктором, имеющим приводной червяк. 5 3. Стан по п. 1, отличающийся тем, что фиксатор верхнего положения платфорMbi выполнен в виде смонтированного на 6 ней приводного эксцентрика и Бзаимодействующего с ним сухаря, закрепленного на станине,
D
FHI.
ctjL
,
Г
7S
N/(
18
11
;j
57
ipuz. 3
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан пилигримовой прокатки труб | 1987 |
|
SU1405923A1 |
| Прокатный стан | 1986 |
|
SU1405910A1 |
| Прокатный стан | 1988 |
|
SU1581393A1 |
| Станина под рабочую клеть стана холоднойпРОКАТКи ТРуб | 1979 |
|
SU829228A1 |
| Устройство для подачи и поворота заготовки в стане холодной прокатки труб | 1980 |
|
SU969342A1 |
| Многониточный стан периодическойпРОКАТКи издЕлий | 1977 |
|
SU795681A1 |
| Стан периодической прокатки | 1978 |
|
SU1055552A1 |
| Профилегибочный стан | 1986 |
|
SU1433540A1 |
| Стан для прокатки периодических профилей | 1990 |
|
SU1722631A1 |
| Рабочая клеть трубоформовочного стана | 1982 |
|
SU1053923A1 |