(54) ПЕРЕДНИЙ СТОЛ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2008 |
|
RU2376087C1 |
| Способ холодной прокатки труб и стан для его осуществления | 1985 |
|
SU1346282A1 |
| Стан холодной прокатки труб | 1978 |
|
SU747542A1 |
| Механизм периодической подачи и поворота заготовки стана холодной прокатки труб | 1986 |
|
SU1447443A1 |
| СТАН ПОПЕРЕЧНОЙ ПРОКАТКИ ПОЛЫХ ПРОФИЛЬНЫХ ИЗДЕЛИЙ | 1993 |
|
RU2039617C1 |
| ПЛАНЕТАРНЫЙ СТАН ПЕРИОДИЧЕСКОЙ ПРОКАТКИ ТРУБ | 2003 |
|
RU2237530C1 |
| Патрон зажима оправочного стержняСТАНА ХОлОдНОй пРОКАТКи ТРуб | 1979 |
|
SU806179A1 |
| МЕХАНИЗМ ПОДАЧИ И ПОВОРОТА СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2004 |
|
RU2291005C2 |
| ВОЛОЧИЛЬНЫЙ СТАН для ВОЛОЧЕНИЯ ТРУБ НА ДЛИННОЙ ОПРАВКЕ | 1970 |
|
SU280417A1 |
| Распределительно-поворотный механизм стана холодной прокатки труб | 1985 |
|
SU1266584A1 |
Изобретение относится к трубопрокатному оборудованию и касается переднего стола, обеспечивающего загру ку и подачу заготовки в стан холодной прокатки труб. Известно загрузочно-подакядее устройство волочильного стана, имеющее «перекидной стол или барабан с приводом вращения и направляющими для заготовок, трййбаппарат для перемещения запасенной заготовки вдоль сзси загруз ки в направляющие барабана pj Применение поворотного барабана н волочильном стане обеспечивает совмещение во времени процесса загрузки заготовки в поворотный барабан и волочения ранее запасенной заготовки. По окончании процесса волочения и осьобождения направляющей поворотног барабана от заготовки npoHcxofliST пов рот его, в резу.льтате которого запасенная на линии загрузки заготовка перемещается на ось волочения, а освобожденная направляющая - на ось за грузки. При этом пауза между циклами волочения имеет малую продолжительность, равную, времени поворота барабана, Такое устройство не может быть применимо на стане холоднойпрокатки труб, поскольку не имеет механизмов периодической шаговой подачи и поворота заготовки и не допускает кантовку, барабана из-за постоянного расположения недоката на оправке в зоне деформации. Наиболее близким техническим решением к предложенному является передний стол стана холодной прокатки труб, содержащий раму с продольными направШякхцнми, два патрона заготовки; винтовой привод их перемещения во взаимно противоположных направлениях от распределительно-подающего механизма и механизм установки справочного стержня с двумя зажимами и двумя толкателями заготовки 2 . К недостаткаА1 такого устройства относятся большая протяженность стана из-за дополнительно размещенных . вдоль рабочей линии устройств, котоptae усложняют условия их контроля и обслуживания, а также большое подготовительно-заключительное время на перезарядку заготовки, вызванное разобщенностью времени насадки новой
заготовки на стержень оправки и временем прокатки очередной заготовки.
Целью изобретения является сокращение вспомогательного времени путем совмеадения времени загрузки заготовки с подачей.
Для достижения этой цели в передн&ц столе стана холодной прокатки труб, содержащем раму с продольными направляющими, два патрона заготовки винтовой привод их перемещения во взаимно противоположных направлениях от распределительно-подающего механи а и механизм установки оправочного стержня, согласно изоОретению, рама снабжена приводом поворота вокруг ее продольной оси,а продольные направляющие на ней расположены через 180 и в каждой из них размещен один патрсзн заготовки, при этом ось поворота рагФ соосна выходному валу распределителвно-подающего механизма.
Наличие поворотной paNw в предложенном устройстве позволяет совместить время прокатки и подачи заготов ки с циклом загрузки новой заготовки , что приводит к сокращению паузы между циклами прокатки.
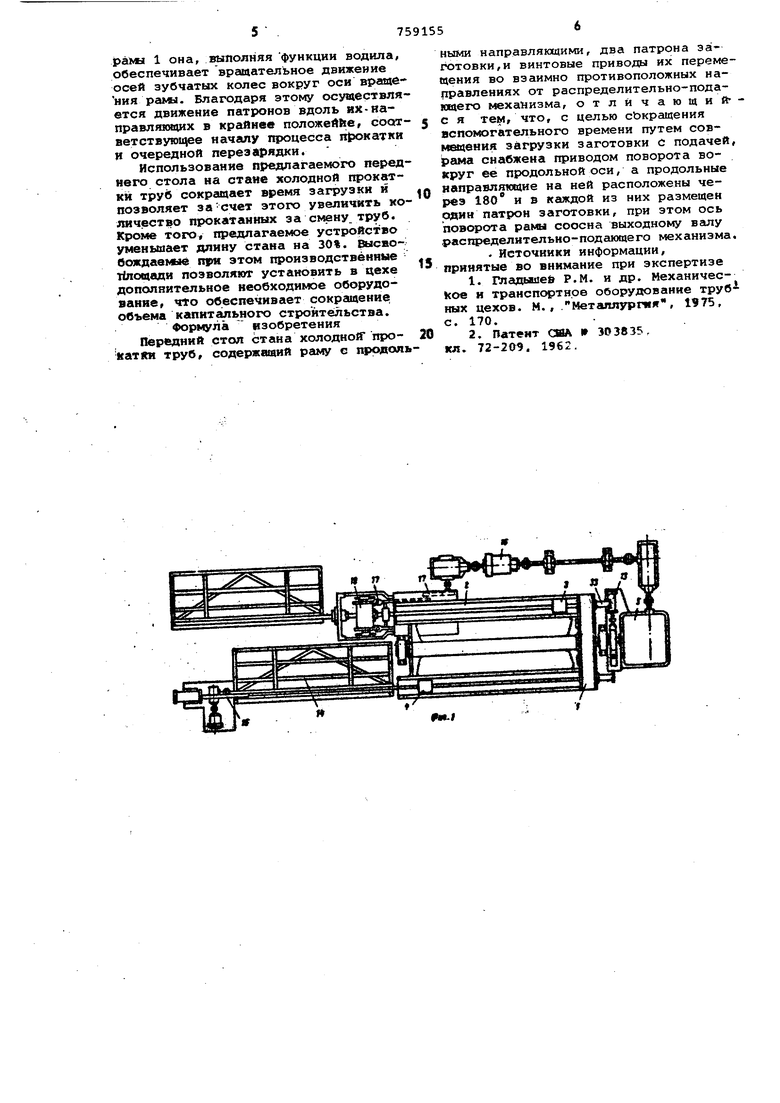
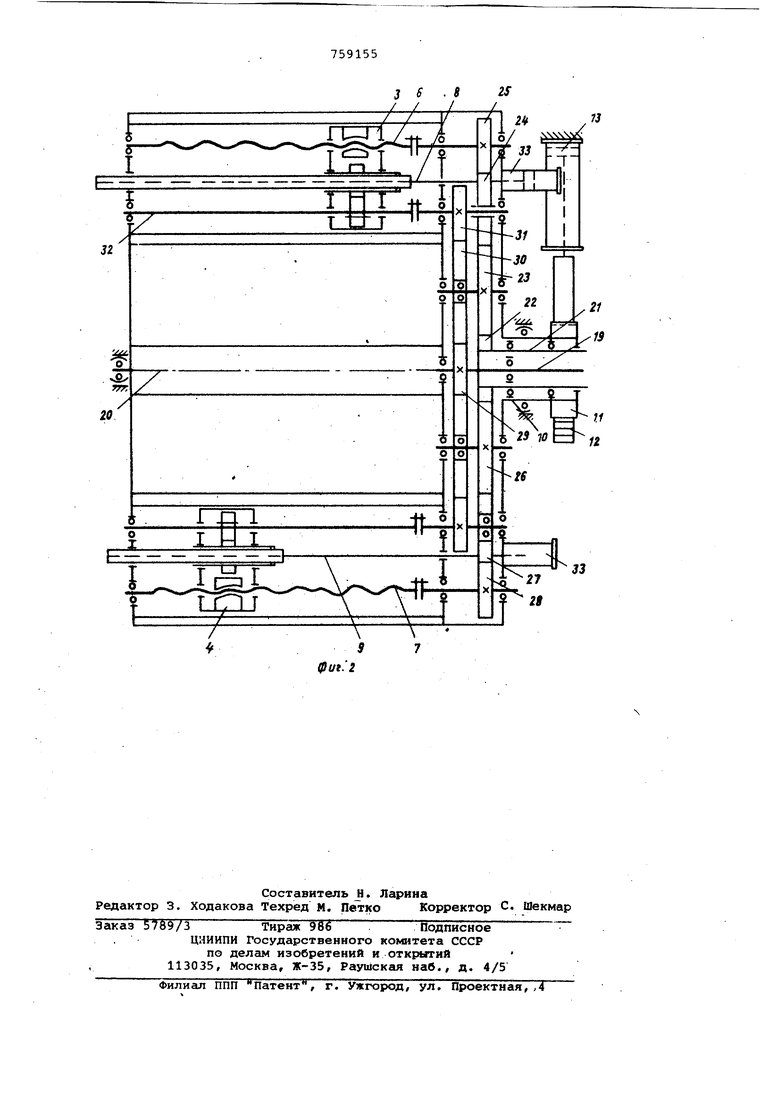
На фиг. 1 представлен стан холодной прокатки труб с передним столом, план на фиг. 2 - кинематическая схема приводов патронов заготовки и рамы.
Передний стол стана холодной прокатки труб содержит прямоугольную раму 1 с продольньат направляющикш 2, два подвижных в осевом направлении патрона 3 и 4 заготовки, их привод осевого перемещения от распределительно-подающего механизма 5 через винты 6 и 7, механизм установки и перемещения оправочных стержней 8 и 9 в виде смонтированного на торце раки полого вала 10, реечной пары с шестерней 11 и рейкой 12 и цилиндра 13, соединенного с рейкой.
Передний стол имеет также приемную решетку 14 и установленный перед ней приводной толкатель 15 заготовок Распределительно-подающий механизм своим входным валом соединен с главным двигателем 16, который через кривошипно-шатунный механизм 17 соединен с полостью 18. Шмодной вал 19 поворота распределительно-подающего механизма расположен соосно с осью , 20 вращения рамы.
Продольные направляющие 2 на раме ра1сположень1 через 180, т.е. сямметр чно относительно оси ее вршдения, на одинаковом расстоянии от нее и на каждой направляющей размещено по одному патрону заготовки.
Винты 6 и 7 выполнены со встречным направлением резьбы и обеспечивают тем саглам перемещение патронов 3 -и 4 во взаимно противоположных напралениях.
Через полый вал 10 проходит вал 21 подачи и входной вал поворота 19
распределительно-подгиощёго механизма. При этом вал 21 подачи соединен через зубчатые колеса 22, 23, 24, 25 с винтом б, имеющим правое направление резьбы, а через зубчатые коле.са 26, 27, 28 с винтом 7, имеющим левую резьбу. Выходной вал поворота 19 через зубчатые колеса 29, 30, 31 соединен с валиками 32 патронов 3 и 4 заготовки. При этом зубчатые колеса 22-29, 23,30, 24-31, 26-30, 27-31 попарно установлены, на общих осях, но имеют независимое вращение. Работает устройство следуюпщм образом.
В момент начала прокатки очередной заготовки при перемещении и повороте ее от патрона 3, который в это время находится в заднем положении, толкатель 15 перемещает новую заготовку вдоль оси .загрузки до упора в патрон 4, находящийся в переднем положении на оси загрузки. После этого патрон 4, згисватив заготовку, перемещается синхронно с патроном 3 и навстречу ему, насаживая заготовку на стержень 9 опргшки, которая в течение всего времени загрузки остается неподвижной. При этом рабочая полость 18 совершает вовратно-поступательные движения, осуществляя прокатку заготовки, подаваемой патроном 3. К моменту окончани прокатки патрон. 3 занимает крайнее переднее (левое на фиг. 1), а патрон 4 - крайнее заднее положение относительно направляющих рамы. К этому времени движение рабочей клети приостанавливается, а стержни 8 и 9 обеих оправок перемещаются посредством гидроцилиндров 33 назад до тех пор, пока оправка, находящаяся- на оси прокатки, не выйдет полностью из проката. Затем патрон 3 освобождается от заготовки движением назад, а рама 1 перемещения реечной парой поворачивается на полоборота во второе фиксированное положение. При этом патроны 3 и 4 возвращаются в крайнее положение за счет планетарного движения зубчатых колес механизмов. После установки очередной заготовки, удерживаемой патроном 4, иа ось прокатки гидроцилиндры 33 досылают стержеиь с оправкой в крайнее переднее положейие и цикл прокатки повторяется до очередной кантовки поворотной рамл Рабочее пер€А4еЕ11ение патронов 3 и 4 и циклический поворот заготовки осществляется от распределительнЬ-подапцего механизма 5, котортлй, получг1Я непрерывное вращение от главного при-водиого двигателя 16, преобразует егоВ прерывисто-вращательное движение механизма 17 и вала 21. Последние через зубчатые колеса сообщают пре{}ывистое врз1цение винтам 6 и 7 и валикам 32 поворота патронов 3 и 4 заготовки. При кантовке поворотной
ремл 1 она, выполняя функции водила, обеспечивает вращательное движение осей зубчатых колес вокруг оси враадения paf«d. Благодаря этому осуществляется движение патронов вдоль их-направляющих в крайнее положейЬе, соответствуюц е началу процесса тфокатки И очередной перезарядки.
Использование п{ едлагаемого переднего стола на стане холодной прокатки труб сокращает время загрузки и позволяет 35-счет этого увеличить количество прокатанных за смену, труб. Кроме того, предлагаемое устройство уменьшает длину стана на 30%. рысвобождае «11е при. этом производственные площади позволяют установить в цехе дополнительное необходимое оборудование, что обеспечивает сокращение, объема капитального строительства. Формула изобретения
Передний стол стана холодной про катяи труб, содержащий раму с продольными направляющими, два патрона заготовки, и винтовые приводы их перемещения во взаимно противоположных направлениях от распределительно-подающего механизма, отлйчающийс я тем, что, с целью сЬкращения вспомогательного времени путем совмещения загрузки заготовки с подачей ргша снабжена приводом поворота вокруг ее продольной оси, а продольные направляющие на ней расположены через 180° и в каждой из них размещен один патрон заготовки, при этом ось поворота рагал соосна выходному валу распределительно-подгцощего механизма.
. Источники информации, принятые во внимание при экспертизе
